产品质量持续改进方法在回转窑大型铸钢件生产中的应用
2014-03-08姜金德王琦王林刘立杰
姜金德,王琦,王林,刘立杰
产品质量持续改进方法在回转窑大型铸钢件生产中的应用
Application of Continues Improvement Method of Product Quality in Production of Large Steel Castings Used in Rotary Kiln
姜金德1,王琦2,王林1,刘立杰1
回转窑大型铸钢件作为水泥厂主机产品的关键件,生产工艺复杂,质量控制难度大,关系到业主项目的能否顺利开展。针对传统大型铸钢工件的质量问题,本文从知识共享与质量要求匹配的角度提出一个具有持续改进功能的供应链联合质量管理方法,并在NJ公司与回转窑铸钢件供应商LB公司合作中应用,实践表明,知识共享、PDCA循环与生产过程紧密结合,将回转窑大型铸钢件的质量进行预先控制,取得了较好的质量控制效果,该方法也可供其他产品在质量管控方面借鉴。
知识共享;联合质量管理;PDCA循环
1引言
回转窑的大齿圈、轮带、托轮是该设备上的关键部件,需要保持长期高负荷、安全稳定运转的状态,其尺寸大,生产周期长,单件订单生产,既要热加工又要冷加工,制造工艺复杂,往往制造出来后经检验发现容易存在气孔、夹渣、裂纹等不符合产品质量标准、威胁使用安全的缺陷。缺陷的后续处理工艺复杂,有些缺陷甚至无法补救,而若将产品进行报废处理,则因其生产周期长而给用户项目建设带来严重影响。因此在生产策划和产品实现过程中采取有效措施,减少或避免超标缺陷的产生,一次性生产出满足质量要求的产品是合作双方的理想目标。
这需要有合适的质量管理方法,传统质量管理是基于对独立企业内部的质量控制方法,一般是通过对供应商质量管理体系的考核或定期复审来确认其有效运行,或者通过对采购产品的检验,掌握其质量状况。其具有明显的局限性,已无法适应供应链质量控制的要求。洪江涛等[1]和张雄会等[2][3]在研究传统的质量管理方法存在问题的基础上提出了一些新的质量管理方法:引入供应商联合质量管理;共享新产品前期质量管理各阶段的关键知识;共同评估各阶段质量风险;共享生产过程知识;通过三阶段升级流程管理共同化解发现的质量风险;把联合质量管理复制到次级供应商。知识共享是合作双方改进产品质量的重要基础,也是个体知识转化为整个供应链共同知识的知识交换过程。Muthusamy和White[4]研究指出,联合背景下的知识共享是一个企业分享伙伴知识,对其整合、创新后利用,从而获得竞争优势的过程。
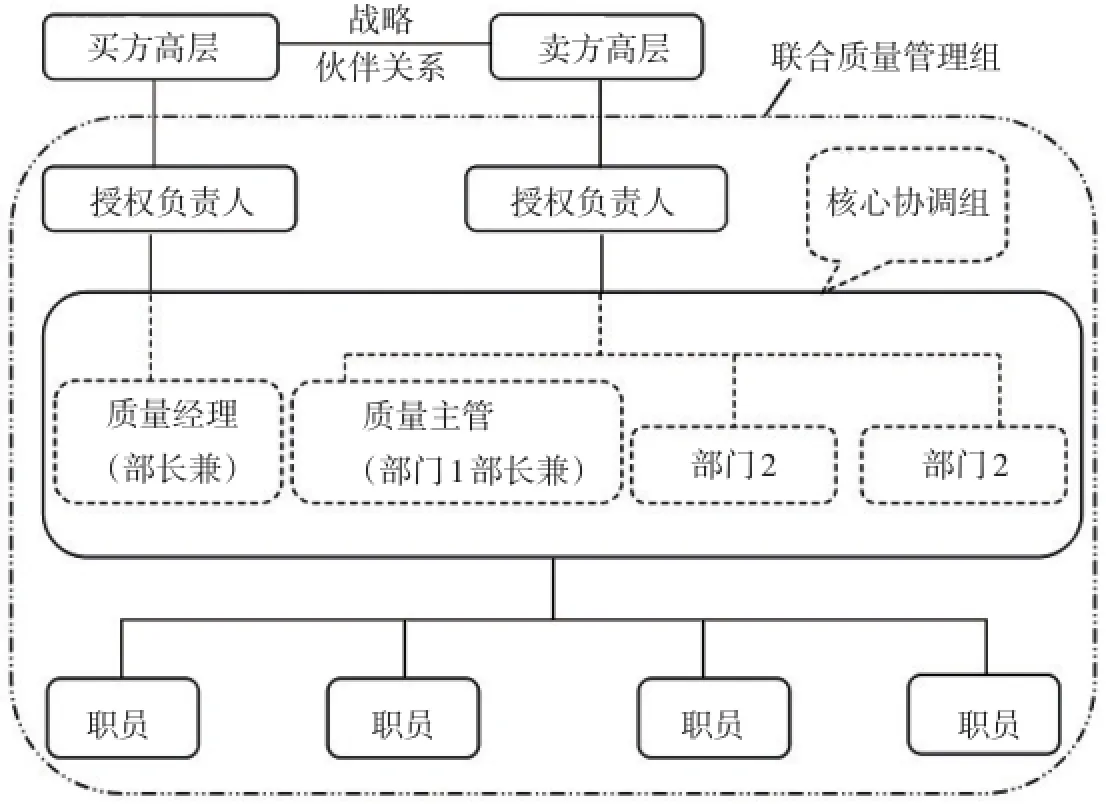
图1 强矩阵式联合质量管理组织结构
伙伴关系是供应链成员知识共享的基础,正是由供应商关系向伙伴关系的发展铸就了整个供应链持续改进的环境。购买商和供应商的高层应站在供应链质量战略的高度建立战略伙伴关系,使双方的质量方针和目标趋同,明确质量定位和组织架构(见图1),使组织结构、知识共享、PDCA循环相结合,形成一套具备持续改进质量功能的质量管理系统(见图2)。

图2 持续改进质量功能的系统图
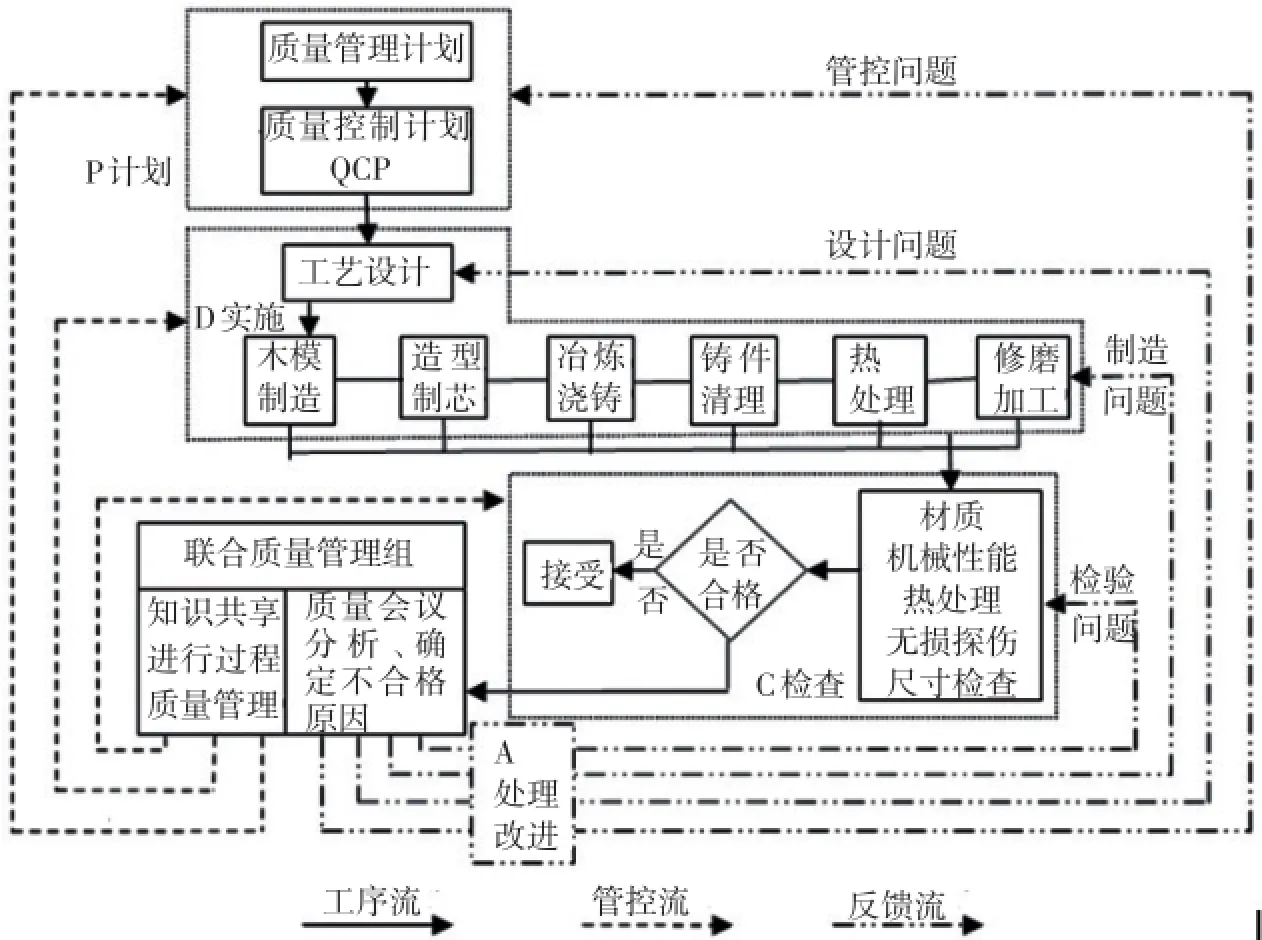
图3 知识共享、PDCA循环与产品实现过程结合运行图
本文借鉴前人的研究成果,构建了强矩阵式联合质量管理组的战略伙伴关系,形成了组织结构、知识共享、PDCA循环相结合的具备持续改进质量功能的质量管理方法,并使之在回转窑大型铸钢件生产中进行实践应用。
2持续改进的联合质量管理方法的应用
作为购买商的NJ公司与LB公司的初始合作基于NJ公司对LB公司工艺装备、工艺技术以及领导重视三个方面的考察。在初次合作时,LB公司执行了只签合同但无定金的生产模式,双方建立了战略伙伴关系和知识共享的联合质量管理组,联合质量管理组全程介入工艺设计、制造过程质量监控,直至最终产品质量检查、验收合格。按照戴明博士提出的PDCA循环理论,融合联合质量改进方法和回转窑大型铸钢件生产的工序流程,形成包含四个阶段的产品质量管理运行图(见图3):明确质量要求、质量控制策划(P阶段),实施(D阶段),质量检查、确认(C阶段)和处理、改进(A阶段)。
2.1 设计阶段共享经验,控制原生质量风险
在产品质量的策划阶段,联合质量管理组根据产品的结构特点、应用环境、使用工况及产品的材料质量、热处理、机械性能、探伤、尺寸精度等要求进行充分的交流,在铸造的工艺设计、配料、浇铸操作、温度控制等方面共同制定有利于实现目标的措施,形成由LB公司技术部、生产部和质检部主管领导会签的、作为供货合同的固定组成部分的质量协议。在生产启动前,联合质量管理组根据产品的重要性、复杂程度和风险大小制定质量控制计划(QCP),以便于后续工作中对重要的质量控制点进行跟踪。例如:对于回转窑大齿圈,为使产品最终达到设计要求达到的磁粉检测和超声波检测Ⅱ级标准,结合产品的结构特点,在铸造工艺设计上共同确定了以下内容:

图4 大齿圈“局部冒口”与“整圈冒口”工艺模拟比较
采取整圈浇筑工艺,以便钢水流动、浮渣;根据铸钢件顺序凝固补缩,为减少或避免缩孔、缩松等缺陷,在外轮缘处设计了整圆内托角,且外轮缘设计成间断式整圆冒口,冒口皮采用发热板;轮缘外部放置整圆外冷铁,以使齿部迅速冷却,获得致密组织;连接弹簧板的凸台中间放置一圆钢内冷铁,不但利于组织的致密,而且不影响加工后的使用;调整原零件图设计的圆角尺寸,以改善浇筑热节;针对整圆冒口热量集中,冒口部位收缩会引起的辐板倾斜变形,增加了适当的毛坯余量和反变形量;并且要求不允许用芯撑,砂型与毛坯表面接触处均放置铬矿砂,型腔全刷锆英粉涂料,将试棒放在与粗加工不干涉的部位等。
2.2 共享生产过程知识,降低过程质量风险
在铸钢件生产的木模制造、造型制芯、冶炼浇注、落砂清整、热处理等环节共享生产过程知识。
针对LB公司委托专业厂制造木模,借鉴文献[1],加强了对重要次级供应商的管理,对木模的材料、结构、表面、尺寸、圆角过渡等加强验收,使之符合工艺和结构要求。
在造型工艺操作规程中,对生产前准备、砂床制作、造型、起模与修理、制芯、合箱等各子环节制定了详细的要求,特别强调了所有转角处要做好圆角,飞边要修光,设置防裂筋,造型捣实、烘干、排气,上箱撞砂结束后在无冒口处设置排气孔,合箱后压铁的配置等。
冶炼浇注、落砂清整、热处理等是生产中结合紧密的几个环节,分别有炼钢、铸件浇注、铸件清理、铸钢热处理等几个工艺规程。在冶炼时控制好钢水质量,保证精炼炉钢水;要控制好C含量、浇注温度,特别要求S、P含量不大于0.025%;清理时一次冒口切割、正火后二次切割冒口和补块时均需带着上道工序的余温,且在不小于300℃时进行;热处理时要求避免不同种类、不同要求的铸件混装炉,铸件距炉壁、铸件之间需保持一定的间隙,要求操作者在整个加热、保温过程中核实炉膛内温度变化及仪表记录与热处理工艺要求的符合程度,确保铸件热处理质量。
2.3 共同检查评价,解决质量问题
铸件在清整、修磨后割试棒,然后进行机械性能试验、硬度和磁粉检查,粗加工后再进行硬度检查和超声波探伤。对于整个过程中发现的质量偏差,联合质量管理组一起查找原因并采取有效的解决措施。首先,把通过目检和无损检测发现的缺陷根据类型、大小、所在的部位对使用安全的影响分为允许不焊补、允许焊补和不允许焊补三种情况;其次,对于允许不焊补的一些小砂眼、裂纹通过打磨圆滑过渡处理;对允许焊补的缺陷按JB/T5000.7-2007《重型机械通用技术条件铸钢件补焊》标准执行,要求焊补完成48h后复检,同一部位焊补不得超过2次,精加工后不允许焊补;对于缺陷属于不允许焊补的将直接做报废处理。针对检查过程中发现的具有一定规律的共性问题,双方共同查找原因并在下一次采取相应的改进措施,如初始阶段生产的托轮,粗加工后检查经常发现在冒口侧的托轮端面靠外圆处有几处裂纹,后对铸造工艺进行修改,在此处增加了积砂槽,有效地消除了该缺陷。借鉴文献[3]的质量偏差三阶段升级流程,较好处理了发现的质量问题。
2.4 共享使用信息,持续改进质量
以回转窑托轮为例,产品结构设计图上的三个吊装孔是没有加工要求的,后了解到曾有三家公司生产的托轮在刚运到现场或刚投入使用不久就相继从该处裂开。为了避免类似的情况发生,联合质量管理组分析,由于存在凝固速度差异、容易粘砂、不方便探伤以及装配应力的影响,认为该处是容易被破坏的薄弱点,应重点控制缺陷的产生,决定将该吊装孔留铸造余量或铸实,然后通过机加工手段加工做着色探伤,并要求整体粗加工后进行二次回火消应力,进一步削弱了铸造应力对铸件质量的潜在影响。

表1 大齿圈铸造采取“局部冒口”与“整圈冒口”的工艺模拟对比结果数值
2.5 模拟与应用实证
为了证实上述持续改进工艺的有效性,借助“华铸CAE”软件,通过工艺的同步模拟和实际的生产结果对回转窑大齿圈的铸造质量做“纵向”和“横向”对比,图4为大齿圈铸造采取“局部冒口”与“整圈冒口”的工艺模拟对比,模拟结果的数值见表1。
通过比较可知,“整圈冒口”较“局部冒口”工艺下的缩孔总体积、缩松总体积、缩孔数量、缩松数量均有一定程度的降低。而这一持续改进质量的方法在后续产品的超声波探伤(UT)和磁粉探伤(MT)检验中也得到了验证。
3结语
本文在补充前人研究成果的基础上形成了产品质量持续改进方法,并在NJ公司与LB公司合作生产的回转窑大型铸钢件中应用,取得了一定的效果,供同行们参考。
[1]洪江涛,陈俊芳,刘旭明.供应链环境下企业质量管理的案例研究[J].组合机床与自动化加工技术,2006(9):103-105.
[2]张雄会,黄培.基于知识的新产品前期质量管理方法[J].组合机床与自动化加工技术, 2008(1):95-99.
[3]张雄会,陈俊芳,黄培.基于知识与决策权的质量管理研究[J].组合机床与自动化加工技术,2008(2):94-98.
[4]Muthusamy S.K,M A White.Learning and Know-ledge Transfer in Strategic Alliances:A Social Exchange View[J].Organization Studies, 2005,26(3):415-441.■
TQ172.622.29
A
1001-6171(2014)02-0047-04
通讯地址:1中材装备集团有限公司南京分公司,江苏南京211100;2洛阳洛北重工机械有限公司,河南洛阳471041;
2013-07-19;编辑:吕光
