催化裂化(FCC)油浆作煤直接液化溶剂的研究进展
2014-03-04黄风林郭亚冰范峥倪炳华
黄风林,郭亚冰,范峥,倪炳华
(西安石油大学石油炼化工程技术研究中心,陕西 西安 710065)
立足我国少油富煤的能源格局,开发煤炭利用新技术,实现煤炭清洁、高效转化,对保障我国能源安全具有重要的战略意义。煤制油工艺作为煤炭清洁高效利用的主要工艺技术,过程中大量溶剂的循环受热分解导致溶剂轻质化,破坏煤-油体系的稳定性,液固分离,难以保证均匀反应,柴油馏分减少,影响了煤液化过程的安全性、经济性。作为重质油高效转化与综合利用的主要单元——催化裂化在提高重质、劣质石油利用率方面发挥着积极作用,但副产油浆、回炼油中含有大量芳烃、重金属难以继续深加工,循环回炼影响产品分布、质量及装置平稳运行,提高油浆、回炼油的利用价值成为制约催化裂化发展的关键。
耦合油浆、回炼油、重油等富含芳烃类物质易分散、难热解和煤液化需要易分散性好、溶解度大、稳定性好的溶剂特点,以化工利用价值低的油浆、回炼油、重油等取代煤液化循环溶剂,既抑制了循环溶剂轻质化,又使难加工的重质烃转化为高附加值的轻质油。本文以文献资料为基础,介绍了煤直接液化自身产物、废塑料及FCC油浆作煤直接液化溶剂的性质、组成及作用效果,探讨了煤-FCC油浆共处理体系中煤、油浆间的协同作用效果,为溶剂的选择、煤-重质烃加氢共处理工艺的进一步研究、应用提供参考。
1 煤直接液化溶剂作用
煤-油共处理技术以碳、氢元素转化为链接形成了煤油并举的新能源体系。借助溶剂通过调变煤-油体系的稳定性、热量、动量、质量等传递行为影响着煤液化效果。热解是结构复杂的煤分子获取能量转化成液体烃的有效方法,而煤-油混合体系良好的稳定性、分散性是其有效输送、均匀受热及高效反应的基础[1]。煤是由彼此相似的缩合芳香环通过各种桥键连结形成的立体网状有机物,基本结构单元是由缩合芳香环组成的规则部分——核、核周围的各种官能团及烷基侧链形成的不规则部分组成。随着煤化程度的提高,煤中缩合芳香环的环数增多,连接在芳香环周围的侧链变短、芳基侧链官能团数量减少。根据相似相溶原理,煤与其结构相似的溶剂具有良好的互溶性,易使固体煤颗粒呈分子或自由基状态分散于溶剂中,降低自由基间相互碰撞引发聚合的概率,易形成稳定的浆态煤-油体系,对煤粒热解生成的自由基起稳定保护作用。同时煤、固体催化剂及氢气的充分接触,改善体系的传热、传质效率,降低反应器中的温度梯度、浓度梯度,强化了非均相临氢反应的进行。
煤的H/C小于石油,更远小于轻质燃料油的H/C,在催化剂参与下发生的选择性临氢热解过程是降低煤相对分子质量、非烃含量和提高H/C的有效措施,氢的存在形式直接关系到液化效果。溶剂在发挥分散、传热作用外,还具有溶解、提供、传递活性氢的作用。薛永兵等[2]认为结构的不同会影响溶剂的供氢、溶解能力,部分氢化芳烃化合物、带侧链芳香化合物、芳烃化合物、完全氢化芳烃化合物(环烷烃)的供氢性能、溶解能力依次减弱。Malhotra等[3]认为部分氢化芳环释放氢供煤催化加氢液化所需,而缺氢的部分氢化芳环在氢气、催化剂的作用下又加氢转化为氢化芳烃,通过氢化芳烃的循环实现了反应中氢的有效传递,提高并维持了活性氢浓度。多环芳烃中部分芳环加氢转化形成氢化芳烃,芳碳率减小、芳烃上环烷基β 位活性氢数量增加,供氢、传递氢能力增强,促进煤中桥键的断链及与热解自由基的结合。Ikenaga等[4]实验结果证明,无催化剂时大部分氢源于溶剂,而有催化剂时60%~80%来自于气相氢。罗化峰等[5]以四氢萘为溶剂,考证 H2、N2气氛中煤直接液化的研究表明,不使用催化剂时 H2、N2气氛中煤转化率、产物分布相似,无催化剂时氢气在煤直接液化过程中不直接参与反应,这与水恒福等[6]研究结果一致。罗化峰等[5]进一步考察以供氢能力弱的萘作溶剂在 H2气氛下有催化剂较无催化剂的煤转化率无明显变化,但轻质产物产率增加了 7%(质量分数,下同)左右,沥青烯产率减少,说明溶剂供氢能力较弱时加入催化剂可将溶解于溶剂的气相氢经催化作用转变为活性氢并与溶剂结合,再通过溶剂将活性氢传递到自由基附近,与之结合并发生作用,促进了重质产物向轻质产物的转化,有效改善了轻质产物的选择性。Kidena等[7]发现二氢蒽较二氢菲更易于将活性氢供出与自由基结合,而二氢菲更易将气相氢传递至自由基。氢传递是一个涉及气液固三相传递的过程,传递效率受温度、压力、催化剂及溶剂种类、结构等条件影响并作用于煤液化过程[8],煤加氢液化过程同时进行着加氢、缩聚反应,活性氢从氢源(气相氢和供氢溶剂)向自由基转移的过程是煤高效转化的关键。提高煤直接液化转化率、轻质产物选择性的有效途径是改善溶剂的供氢及传递氢能力[9-10],促进自由基与活性氢结合生成稳定的初级加氢产物,抑制自由基相互结合发生缩聚反应。
2 煤直接液化溶剂种类
2.1 自身产物作煤直接液化溶剂
煤炭直接液化是煤粉与部分液化产物即循环溶剂组成的浆态物在一定温度、压力并伴随氢气、催化剂的作用进行固态烃转化为液体烃的加氢液化反应。煤直接液化产物的中质、重质馏分混合物作为煤直接液化的循环溶剂。蔺华林等[11]对神华煤直接液化循环溶剂(1/3的中质馏分和2/3的重质馏分)的族组成发现,循环溶剂中极性组分含量仅为6.5%左右,而芳香烃含量高达68%左右。
煤自身循环溶剂具有芳烃含量高、与原料煤互溶性好、浆态体系稳定性好等优势,但随反应时间增加,煤裂解生成的自由基大量增加,芳碳率高、氢化芳烃含量少、供氢指数低的自身循环溶剂供氢、传递氢能力降低,导致中间产物相互缩聚的概率增大,煤液化转化率降低。对循环溶剂进行适当预加氢处理,使多环芳烃中的芳环进行部分加氢饱和,优化控制溶剂中氢化芳烃含量,可有效提高循环溶剂的供氢、传递氢能力[12]。吴秀章等[13]考察了预加氢前后循环溶剂组成、性质变化,预加氢溶剂较原溶剂的H/C由1.15增加到1.60,供氢指数由13.12 mg/g提高到24.00 mg/g,环烷基芳烃上环烷基β位活性氢数量增加、供氢性能增强,芳碳率、密度、煤油浆态黏度分别由0.63、1035.4 kg/m3、570 mPa·s(60 ℃)降低到0.30、920.0 kg/m3、85 mPa·s(60℃),炉管进出口压降减少且趋于平稳。李克建等[14]研究不同加氢程度的蒽油与兖州煤共液化效果,随加氢过程的进行,溶剂H/C增大,氢化芳烃含量增多,供氢指数变大,传递、提供活性氢能力增强,抑制了自由基碎片互相缩聚生焦,促进了自由基与活性氢结合生成稳定轻质产物的机会,轻质产物产率提高。但过度的预加氢处理使蒽油中部分芳环加氢开环,芳环数目减少,与煤互溶性变弱,体系的稳定性、传热、传质效率降低,转化率略有下降,但反应的选择性仍在改善(见表1)。高山松等[15]对洗油和脱晶蒽油的混合油适当预加氢处理后,密度、黏度及芳碳率均不同程度的减小,H/C、供氢指数增大,具有良好的成浆性与供氢性,与神华煤共处理后的煤转化率、轻质产物产率较神华煤未加氢溶剂分别提高了0.57%、3.24%,溶剂的预加氢程度直接影响溶剂的溶解能力、供氢能力。强的供氢能力有利于贫氢的前沥青烯、沥青烯与活性氢结合转化为富氢的轻质油。煤、溶剂组成的匹配性是煤-油体系稳定性、传热及传质的重要保障,溶剂的预加氢程度应根据不同组成、性质的煤而异,以实现提高煤转化率、改善产品分布的目的。

表1 不同加氢程度蒽油与兖州煤共处理结果
煤直接液化工艺中溶剂(其中含有30%~70%的柴油馏分)为干基煤的1.0~1.2倍,溶剂在一定温度、压力、大循环比下操作既增加了能耗,同时高温下发生的断链反应使溶剂中的柴油馏分轻质化导致溶剂变质,与煤的互溶性变差,破坏煤-油体系稳定性,降低传热、传质效率。利用其他具有相同作用的低附加值、难分解物质代替煤液化自产溶剂,不但可以提高柴油收率,而且避免溶剂轻质化造成的煤粉在反应器中结焦、沉积、甚至堵塞等不利因素,提高反应器的利用率及煤直接液化经济效益。
2.2 废塑料作煤直接液化溶剂
大规模难降解塑料的生产及使用引起的环境污染日趋严重,采用适当方法处理聚乙烯(PE)、聚丙烯(PP)和聚苯乙烯(PS)等难降解的聚合物,已成为环境保护的必然。富含碳、氢元素的废塑料与液化原料煤同为大分子物质,H/C比介于煤、轻油之间,废塑料加热到一定温度断链形成与石油组成类似的烷烃、烯烃及芳烃的液态混合物[16]。王力等[17-19]研究发现废塑料具有适宜液化的链状分子结构,而且废塑料中的含氢基团在煤液化时起着供氢的作用,含氢基团向自由基的氢转移无需经过供氢溶剂进行,可减少煤液化时的氢耗量及缓和反应条件,降低生产成本,提高煤液化的经济效益。
煤与废塑料良好的互溶性是提高煤-废塑料共处理效率的基础,但导热性差、黏度大的废塑料熔融物易使反应体系受热不均,导致结焦、积炭,在煤-废塑料共液化过程中,通过加热、搅拌提高煤热解自由基、废塑料热解自由基及催化剂的接触程度,促使前沥青烯、沥青烯向轻质产物的进一步转化[20]。但富脂肪结构的塑料与富芳香结构的煤相溶性较差,吕永平等[21]利用外加与煤相似的芳香组分有效强化了煤-废塑料共处理体系的传热、传质效率,废塑料、四氢萘与煤的混合改善了煤、废塑料的相溶性,使热解自由基更好地与活性氢结合生成稳定的小分子物质,对共加氢液化有较强的促进作用(见表2)。说明煤-废塑料共处理过程中,使用既含脂肪结构又含芳香结构的溶剂有助于共加氢液化反应的进行。

表2 溶剂对共处理产物的影响
根据煤的性质,以与煤互溶性、氢供给、氢传递能力作为选择溶剂的基础,提高部分脂肪烃结构氢向煤裂解自由基转移速率是强化煤与废塑料共处理效果的关键。煤与废塑料的液化效果同时受反应条件的影响[22],在煤-废塑料共处理体系中除煤热解自由基外,还有大量离子态废塑料自由基,自由基彼此间生成稳定或不稳定的中间产物,较简单煤直接液化的中间产物多且复杂,对反应条件要求苛刻。若条件不当,将抑制煤-废塑料体系氢供给、氢传递等步骤的进行,进而加剧热解自由基相互缩聚生焦步骤的发生,降低转化率。
2.3 FCC油浆作煤直接液化溶剂
FCC油浆等二次加工重质烃中的金属、硫等杂原子含量随原料重质化、劣质化而急剧增加。油浆的密度大、残炭高,含60%左右的芳烃、稠环芳烃(见表3)[23]。
在煤-油浆共处理过程中,富含芳烃的油浆与结构相似的煤具有良好的互溶性,但油浆密度大、稠环芳烃多,若完全代替煤自身循环溶剂与原料煤混合,其浆态体系黏度增大,泵送负荷增加,甚至堵塞管路影响装置正常运行。采用适度预加氢处理后的油浆H/C、供氢指数增加,密度、黏度及杂原子含量降低,供氢能力增强、输送性能变好。吴秀章等[24]利用回炼油抽提出的重芳烃并适当预加氢后,H/C增大,芳碳率由0.61降至0.36,密度由1075.8 kg/m3降到980.9 kg/m3,黏度由58.4 mPa·s(60 ℃)减少到16.1 mPa·s(60 ℃),与煤循环溶剂性质相当。赵鹏等[25]同样将FCC芳烃抽提装置生产的重芳烃进行适当预加氢后,H/C由1.015提高到1.504,芳碳率、密度及黏度分别由0.61、1075.8 kg/m3、60 mPa·s(60 ℃)下降到0.36、988.8 kg/m3、16 mPa·s(60 ℃),煤-油体系的成浆性改善,满足供氢溶剂要求及泵送条件,与煤自身液化产物作溶剂时的液化效果相当。油浆部分代替煤自身液化溶剂时,在满足泵送条件下可不用进行预加氢处理,赵鹏等[26]向自身循环溶剂中外加适量的 FCC油浆后与黑山烟煤共处理,油浆添加量10%即可满足泵送要求,转化率、轻质产物的产率较无油浆掺混时均提高了1.5%。煤-油共处理过程应兼顾高转化率、轻质产物产率与重质产物的有效利用,以提高共处理过程的综合效益。薛永兵等[27-29]研究发现,石家庄FCC油浆与兖州煤共处理的重质产物与沥青调和(质量比1∶4),重质产物中芳烃尤其是稠环芳烃含量高,可与沥青质结合形成稳定的空间网状结构,有效提高了改性沥青的延度,改性沥青的组成、物理化学性质与特立尼达岛湖改性沥青相似。煤-油浆通过共加氢处理技术将低附加值原料加工为高附加值产品,有效提高了煤、重质烃的资源利用率,具有良好的加工前景。
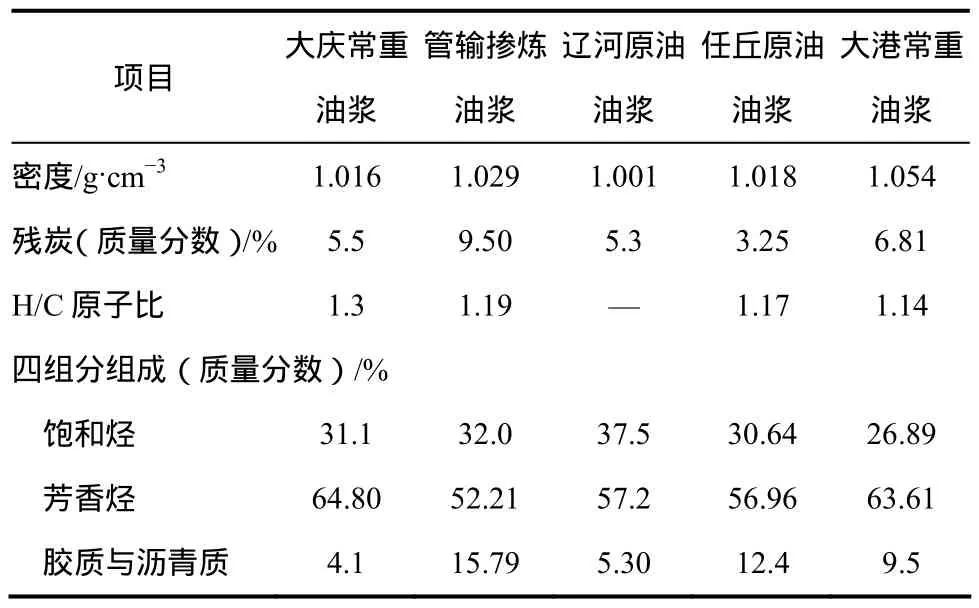
表3 部分油浆性质
3 FCC油浆与煤共处理的协同作用
耦合并利用煤直接液化、石油系富芳烃组分优势的煤-油共处理工艺是一种高效利用煤炭资源生产轻质液体燃料的新方法[30]。
李丽等[31]认为富含芳烃的油浆对煤具有较好的分散、溶解作用,有利于煤、催化剂和氢气的接触,提高活性氢浓度,加快活性氢传递效率,促进了煤热解和加氢反应的进行。煤热解生成大量自由基被油浆稀释,抑制了自由基间结合的缩聚反应,促进自由基与油浆裂解的小分子反应或与活性氢相结合,提高煤转化率。

表4 汾西煤、兖州煤、依兰煤及先锋煤的元素组成
闫瑞萍等[32]研究石家庄 FCC油浆与不同煤共处理的作用效果,表4、图1显示了汾西煤、兖州煤、依兰煤及先锋煤的组成及与石家庄FCC油浆共处理时的协同作用。
依兰煤、先锋煤的煤化程度低,H/C高,氧含量高,煤分子结构中脂肪结构和含氧官能团多,缩合芳环数少,分子内与分子间的氢键力较强,极性强,在极性溶剂中的溶解度大。而石家庄FCC油浆中含有85.6%的芳香组分,其中三环和四环芳烃含量较多,极性较小,故与依兰煤、先锋煤的互溶性较差,氢传递能力受到抑制,活性氢浓度低,煤裂解自由基碎片与活性氢结合生成稳定轻油的能力弱,协同作用效果不明显。油浆与H/C低、含氧官能团少、芳香核缩合程度大、极性弱的汾西煤、兖州煤匹配性较好,协同作用效果明显。与兖州煤相比,汾西煤的碳含量高达88.02%,缩合芳环数和芳香度增加,分子间定向程度加强,液化能力较弱,氢传递能力受到影响。因此,兖州煤较汾西煤协同作用效果好。此外,田新娟等[33]研究发现,煤中硫含量在1.15%~6.65%时,有利于促进煤的转化,键能较弱的硫醇键、硫醚键易断裂与体系中H2反应生成H2S,促使煤中的铁系化合物(如硫化铁)生成具有催化作用的Fel-xS。Fel-xS的存在对H2S的分解有诱导作用,加速了H2S分解为自由基,促进活性氢的传递,提高活性氢浓度;同时Fel-xS具有的加氢裂解性能促进了煤加氢液化反应。康士刚等[34]研究煤液化重质产物的加氢裂解发现,在煤与沥青烯共处理体系中加入一定量硫,转化率、轻质产物产率分别提高了23.18%、32.38%,煤中含有一定的硫有利于重质产物向轻质产物的转化。
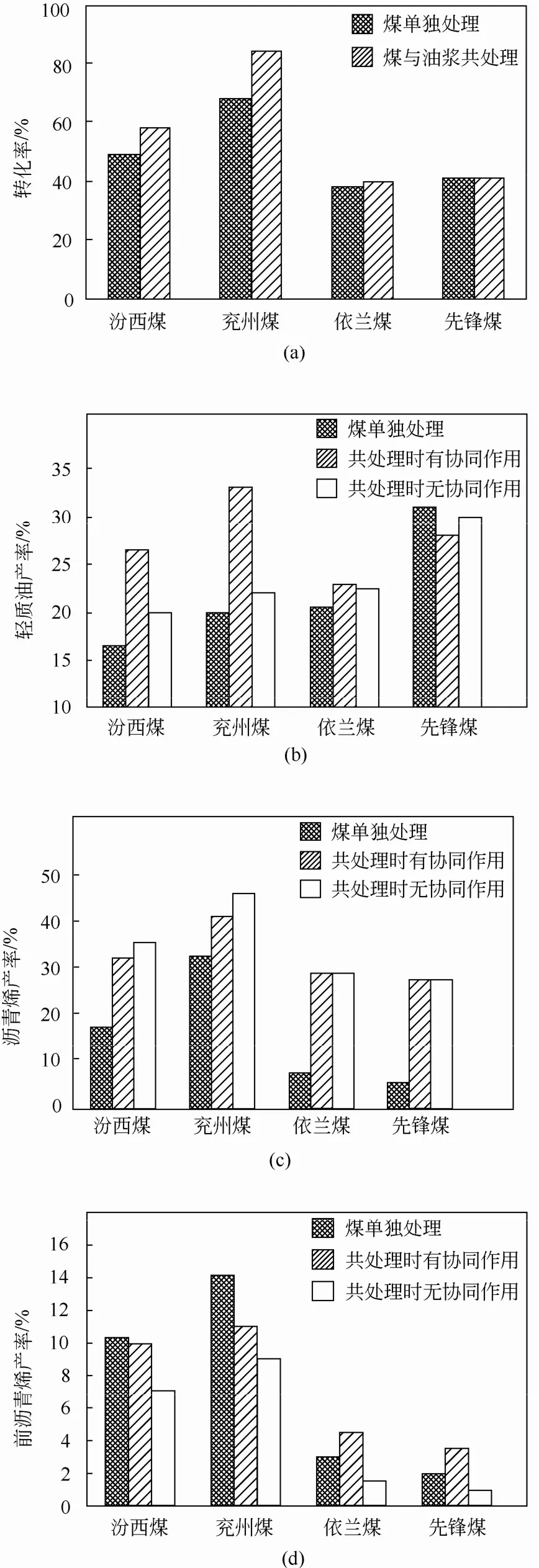
图1 不同煤与油浆共处理的转化率及产物分布
闫瑞萍等[35]进一步对兖州煤与石家庄催化裂化油浆共处理效果的研究发现,见图2。煤、油浆的配比影响协同作用,协同作用效果随油浆加入量的变化并非单调变化,呈现先增后减的趋势。煤/油质量比为1∶2时,兖州煤与石家庄FCC油浆协同作用效果最佳,与简单混合(无协同作用)相比,转化率、轻质产物产率分别提高 5%、23%。煤-油浆共处理过程中协同作用的大小取决于煤、油浆性质的配伍性及煤、油浆的配比。
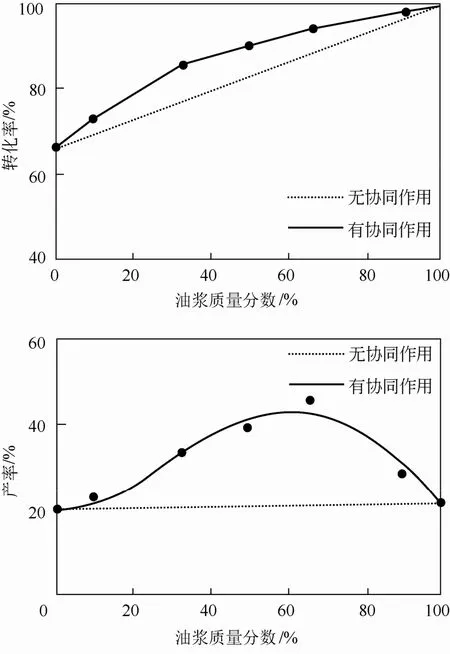
图2 油浆加入量对转化率及轻质产物产率的影响
催化剂易受重油中金属及杂原子等污染,寿命缩短[36]。煤-重油加氢共处理时产生的多孔残煤能有效吸附重油中的金属、硫、氮、氧等有机物,减少杂质在催化剂上的吸附,维持催化剂的活性、选择性。加氢条件下Cu、Fe、Ni等金属卟啉类化合物首先生成中间产物金属卟酚[37-38],再进一步加氢裂解、开环形成金属沉淀物,其极性大于催化剂优先吸附于煤液化产生的多孔残煤表面,金属从液相转入固态,经固、液分离后实现了金属的脱除,表5反映了张德祥等[39]研究不同重油与红旗煤共处理后轻质产物中金属的脱除情况。共加氢条件下砷、硫等杂质的加氢产物也影响煤油共处理效果。形成的 AsH3逸出或形成金属砷化物被煤液化残炭吸附[40],降低了轻质产品中的砷含量,有利于轻质产品的化工利用。含硫化合物及其基团加氢断裂为H2S逸出,H2S的存在提高煤的转化率、轻质产品产率具有明显的促进作用。在共处理过程中煤液化、重油改质等反应并非各自独立,呈现出明显的协同作用,煤-油共处理较煤、重油单独加工时,转化率、轻质产物选择性显著提高。

表5 煤-重油共处理后轻质产物中金属含量的脱除情况
4 结 语
以富含芳烃、易分散、难热解的油浆、回炼油、重油替代煤直接液化过程的循环溶剂,可有效解决柴油收率低、装置不稳定的问题。煤、油浆加氢耦合过程的转化率、轻质产物选择性提高,呈现良好的协同作用。替代溶剂与煤的溶解性、热稳定性、供氢及氢传递能力是溶剂选择的基础,煤、油浆组成、性质的匹配性是发挥协同作用的保障,煤、油浆最佳配比是发挥协同作用的关键。定量考证溶剂、煤的性质与协同作用关系是该技术推广的关键。对FCC油浆等重质烃进行预分离、预加氢以调整溶剂的组成,满足溶剂分散、溶解、供氢及传递氢的目的,发挥煤-油共炼的协同作用,促进煤、重质烃的高效转化。
[1] 张德祥,刘瑞民,高晋生.煤炭直接加氢液化技术开发的几点思考[J].石油学报,2011,27(3):329-335.
[2] 薛永兵,凌开成.溶剂对煤液化影响的研究[J].燃料化学学报,2012,40(11):1295-1299.
[3] Malhotra R,Mcm illen D F.Relevance of cleavage of strong bonds in coal liquefaction[J].Energy & Fuels,1993,7:227-233.
[4] Ikenaga N,Kan-nan S,Sakoda T,et al.Coal hydroliquefaction using highly dispersed catalyst precursors[J].Catalysis Today,1997,39(1-2):99-109.
[5] 罗化峰,凌开成,张卫帅,等.氢气在煤高温快速液化中的作用[J].化工进展,2010,29(s1):370-373.
[6] 水恒福,刘健龙,王知彩,等.小龙潭褐煤不同气氛下液化性能的研究[J].燃料化学学报,2009,37(3):257-261.
[7] Kidena K,Bandoh N,Murata S,et al.Methyl group migration during heat treatment of coal in the presence of polycyclic aromatic compounds[J].Fuel,2000,79(3):317-322.
[8] Shui Hengfu,Cai Zhenyi,Xu Chunbao,et al.Recent advances in direct coal liquefaction[J].Energies,2010,3(2):155-170.
[9] Li Xian,Hu Haoquan,Jin Lijun,et al.Approach for promoting liquid yield in direct liquefaction of Shenhua coal[J].Fuel Processing Technology,2008,89(11):1090-1095.
[10] 罗化峰,凌开成,申峻.一种新的煤直接液化方法[J].现代化工,2013,33(8):9-12.
[11] 蔺华林,张德祥,彭俊,等.神华煤直接液化循环油的分析表征[J].燃料化学学报,2007,35(1):104-108.
[12] Masato K,Hitoshi S,Takashi H,et al.Effect of solvent hydrotreatment on product yield in the coal liquefaction process[J].Fuel Processing Technology,2000,68(3):237-254.
[13] 吴秀章,舒歌平.煤直接液化装置开车过程中循环溶剂性质变化规律及其影响[J].煤炭学报,2009,34(11):1527-1530.
[14] 李克建,王兆熊.煤液化溶剂催化预加氢的研究[J].煤炭学报,1987(1):70-76.
[15] 高山松,李克健,李永伦,等.煤焦油馏分油用作煤直接液化起始溶剂的加氢稳定研究[J].石油学报,2012,28(4):636-640.
[16] 朱向学,安杰,王玉忠,等.废塑料裂解转化生产车用燃料研究进展[J].化工进展,2012,31(s1):398-401.
[17] 王力,陈鹏,王琦,等.煤与废塑料共液化中氢转移的示踪试验研究[J].燃料化学学报,2001,29(4):309-312.
[18] 王力,倪献智.煤与废塑料共液化及其供氢作用的研究[J].青岛科技大学学报,2003,24(4):340-343.
[19] Wang Li,Chen Peng.Development of first-stage co-liquefaction of chinese coal with waste plastics[J].Chemical Engineering and Processing,2004,43(2):145-148.
[20] Ding W B,Tuntaw iroon W,Liang J,et al.Depolymerization of waste plastics w ith coal over metalloaded silica-alum ina catalysts[J].Fuel Processing Technology,1996,49:49-63.
[21] 吕永平,赵鸣.宁武煤和废塑料的共处理液化研究[J].煤炭加工与综合利用,2001,4:340-343.
[22] Koyano K,Sugano M,Hirano K,et al.The effects of reaction temperature and time on coprocessing of coal and plastics[J].Nihon Enerugi Gakkaishi/Journal of the Japan Institute of Energy,2005,84(4):366-369.
[23] 张立,许志明,胡云翔.催化油浆在石油化工方面的利用[J].石油化工,1999,28(5):337-339.
[24] 吴秀章,舒歌平.煤炭直接液化起始溶剂油的研究[J].石油炼制与化工,2007,38(8):19-21.
[25] 赵鹏,舒歌平,李克健,等.催化裂化芳烃萃取油用作煤液化起始溶剂[J].石油学报,2008,24(4):456-459.
[26] 赵鹏,朱肖曼,张晓静,等.石油催化裂化重质产物部分替代煤液化循环溶剂的研究[J].煤炭学报,2009,34(11):1522-1526.
[27] 薛永兵,杨建丽,刘振宇,等.煤与FCC油浆共处理重质产物对道路沥青改性作用的评价[J].石油学报,2006,22(1):95-99.
[28] Xue Yongbing,Yang Jianli,Liu Zhenyu,et al.Heavy products from co-processing of FCC slurry and coal as bitumen modifier[J].Fuel Chemistry Division,2004,49(1):24-25.
[29] Xue Yongbing,Yang Jianli,Liu Zhenyu,et al.Paving asphalt modifier from coprocessing of FCC slury w ith coal[J].Catalysis Today,2004,98(1-2):333-338.
[30] 神华集团有限责任公司.一种煤与石油共同加工工艺:中国,200710179429.1[P].2007-07-16.
[31] 李丽,李克健,吴秀章.煤与石油重油共处理协同作用效应的初步分析[J].神华科技,2009,7(6):64-67.
[32] 闫瑞萍,朱继升,杨建丽,等.4种煤与催化裂化油浆共处理的研究[J].中国矿业大学学报,2001,30(3):233-236.
[33] 田新娟,杨平平,李育辉,等.硫含量对煤直接液化性能的影响[J].煤田地质与勘探,2009,37(6):19-21.
[34] 康士刚,宗志敏,水恒福,等.煤液化重质产物的催化加氢裂解研究[J].中国矿业大学学报,2011,40(1):60-65.
[35] 闫瑞萍,朱继升,杨建丽,等.催化裂化油浆与兖州煤共处理的研究——反应条件对煤转化及产物分布的影响[J].石油学报,2001,17(4):1-7.
[36] Ancheyta J,Rana M S,Furimsky E.Hydroprocessing of heavy oil fractions[J].Catalysis Today,2005,109(1-4):1-2.
[37] Marafi A,Hauser A,Stanislaus A.Deactivation patterns of Mo/Al2O3,Ni-Mo/A l2O3and Ni-MoP/Al2O3catalysts in atmospheric residue hydrodesulphurization[J].Catalysis Today,2007,125(3-4):192-202.
[38] Garcia-Lopez A J,Cuevas R,Ram irez J,et al.Hydrodemetallation(HDM) kinetics of Ni-TPP over Mo/Al2O3-TiO2catalyst[J].Catalysis Today,2005,107(8):545-550.
[39] 张德祥,高晋生.石油重油和煤混合加氢对重油性质的影响[J].石油化工,1996,25:466-469.
[40] 夏国富,黄海涛,张润强,等.RAs-20脱砷剂的开发及应用[J].石油炼制与化工,2001,32(5):17-20.
