以逻辑思路思考和分析公式曲线宏程序的编程方法
2014-03-02郑浩
郑浩
(四川职业技术学院,四川 遂宁 629000)
以逻辑思路思考和分析公式曲线宏程序的编程方法
郑浩
(四川职业技术学院,四川 遂宁 629000)
宏程序编程难度较大,其编程格式不固定,涉及的知识面广,最重要的是需要学生有良好的逻辑思考能力.本文以椭圆曲线公式编程为例,以逻辑顺序将需要用到的知识点进行串联,并总结分析椭圆公式曲线宏程序的正确编程思路.
曲线宏程序逻辑拟合
在常见的手动数控编程中,公认难度较大的部分是宏程序编程.宏程序主要应用在公式曲线编程和以逻辑条件控制机床的加工中.由于宏程序不像G71、G72、G73循环程序有固定的格式,也不如子程序表述含义浅显易懂,其编程方法灵活多变,以致学生理解起来有较大难度.在某市教师数控技能大赛中,参赛八名老师仅有一名老师正确的编写出了公式曲线的宏程序.
在作者看来,宏程序作为一种“特殊”的编程方法,虽然它没有固定的格式,但是它有一个灵魂—逻辑思路,如果使学生正确的理解了宏程序的编程逻辑思路,那么不管公式曲线如何变化,都可以举一反三的进行编写.
1 宏程序编程的基本思路
1.1 曲线形成原理
在数控系统中,椭圆、双曲线等公式曲线都是由“直线逼近曲线轨迹”的方法来进行计算轨迹节点,如图1所示.
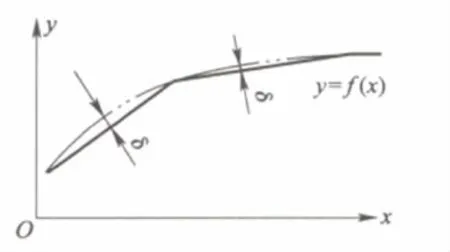
图1 曲线形成原理
从图1可以看出,一段曲线是由无数段直线拟合而成的,只要知道了每条线段的端点坐标(以下简称为动态坐标),那么就能编写出相应的加工程序。但是,为了保证拟合精度,往往每段直线段很短(比如0.01),那形成一个曲线的程序量将会非常庞大.因此,为了减小编程工作量,数控系统提供变量编程,用户可以指定一些变量、使用一些函数、循环调用加工指令等,即通常所说的宏程序编程.
1.2 曲线编程思路
宏程序编程主要有以下两种方式:一种以I F语句进行加工终点的判断.根据判断的结果决定宏程序是继续进行动态坐标的计算还是宏程序结束;另一种是以WHILE语句进行条件判断,当条件满足时,进行动态坐标计算,反之条件不满足时宏程序结束.具体编程逻辑思路如图2所示.具体来说,主要有以下几步:
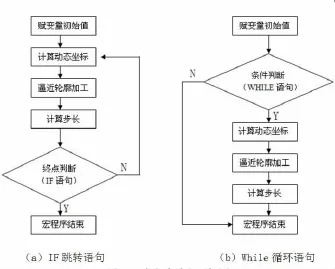
图2 宏程序编程逻辑图
1.2.1 赋变量初始值
变量的初始值主要根据曲线的函数关系式进行指定.在数控系统中,常用距离、位置、次数、角度等量进行表达.
1.2.2 计算曲线动态坐标
动态坐标的计算是保证加工形状的关键.动态坐标(X,Y,Z)采用变量指定后,每次编程不再使用直接坐标值,可直接以变量的形式调用.比如:#1表示X坐标,#2表示Z坐标,那么加工指令可以直接使用如下形式:G01X#1Z#2,这样,当#1、#2变量根据公式计算结果,自动发生变化.
1.2.3 逼近轮廓加工
在一次循环跳转中,常采用G01进行微小段逼近轮廓加工,即图1的直线段.一般情况,每一次循环执行一个G01,连续的循环即可完成逼近曲线的切削加工.
1.2.4 计算步长
步长的大小直接体现直线逼近曲线的误差(即图1的δ).一般来说,步长越小,拟合出的曲线越接近于理论曲线.但是,过小的步长会极大地增加数控系统计算量,循环跳转次数也急剧增加,因此很多数控系统都对最小步长进行了限制.由于数控系统采用的是笛卡尔直角坐标系统,并考虑公式曲线的函数方程,常用步长一般采用直线步长和角度步长.
1.2.5 语句判断
语句判断以坐标、角度、次数、逻辑等变量作为判断条件,也可以以公式作为判断.IF跳转语句一般放在循环后面,采用“先执行后判断”;While语句一般放在循环前面,采用“先判断后执行”.
2 宏程序编程实例
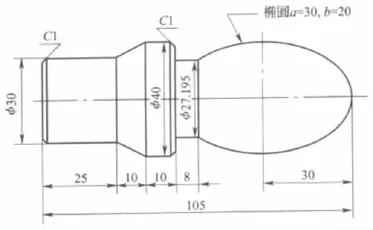
图3 编程实例图
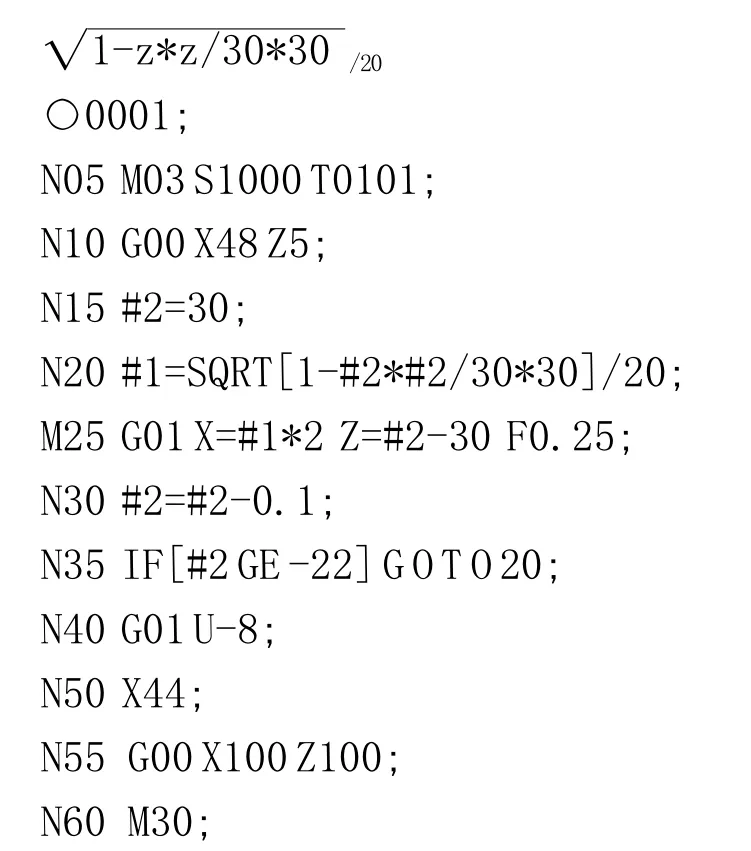
以上图零件的椭圆曲线为例,该曲线方程为:x=
3 程序逻辑分析
在上述程序中的“N35 I F[#2GE-22]GOTO20”,20表示的跳转到的目标语句的程序段N20.在实际编程中,容易出现以下问题:
3.1 跳转到N 15,即GO TO 15
此时每次跳转的#2变量都为固定的值30,通过椭圆公式计算得到的#1也是固定的值,无法生成X、Z轴的动态坐标.I F条件判断无法终止,陷入“死循环”.
3.2 跳转到N 25,即GO TO 25
此时#2只能得到#2=#2-0.1的结果,并不能通过公式计算出#1的值.#1为系统初始值,无法生成X、Z轴的动态坐标.
4 结束语
宏程序的应用十分广泛,且编程方法非常灵活,虽然其编程方式有别于其他常见程序,但是万变不离其中.本文可以让更多学习宏程序的读者,深入的理解宏程序编写曲线公式的编程思路;通过编程实例,将编程中容易出现的问题进行了逻辑分析和对比,对拓展读者的编程逻辑思路,提高编程能力有着一定的作用.
[1]李航.宏程序编程方法初探[J].黑龙江科技信息,2011,(15).
[2]王磊.数控加工中宏程序的应用[J].价值工程,2011,(21).
[3]倪贵华.SIEMENS 802D数控系统宏程序在曲线编程中的应用[J].煤矿机械,2011,(09).
责任编辑:张隆辉
TG659
B
1672-2094(2014)03-0179-02
2014-04-06
郑 洁(1981-),男,四川遂宁人,四川职业技术学院机械工程系助教.研究方向:数控加工技术.