精益求精
2014-02-20

新桑塔纳上市后彻底结束了老款桑塔纳长达20多年的生产销售历史,而由于平台的改变,新桑塔纳也和老款有了完完全全的不同,可以说除了名字还叫桑塔纳以外,它已经和过去的那辆车没有什么关系了。借着难得的机会,我们带大家看看新桑塔纳到底新在哪,而固有的品质又是否得到了保障。
上海大众汽车有限公司仪征分公司(简称“仪征工厂”)签约于2010年7月15日,是上海大众汽车有限公司在扬州仪征的生产基地,位于仪征市汽车工业园内,占地面积128.05万平方米,规划年产能30万辆,是典型的“分钟工厂”(每小时60台)。
仪征工厂拥有两条国内汽车业最先进、自动化程度最高的高速冲压生产线,386台机器人高效运用于点焊、激光焊接等车身加工工艺,油漆自动化率高达到85%,总装运用最先进的拉动式物流供货模式。
冲压车间:共有两条生产线,5大亮点
● 自动化高速压机:配以4台KUKA机器人和高速拆垛系统,可不停机更换料垛。Crossbar自动化技术,可完成传统机械手取件、穿梭、上件这三个设备的工作,零件拿取精准。整条线最高无故障冲次可达15次/分钟。
● 模具设计多一道整形工艺:在冲压过程中多一道整形工艺,最大限度保证零件尺寸的高精度。该环节能让大批量生产中的产品没有尺寸的差异,同时也确保了零件质量的稳定性。
● 整体冲压零件强度高:在使用一套模具整体冲压,材料成本比较高,入门内板等零件相较于分体冲压,整体冲压更容易控制焊接零件的质量。
● 高精度加工中心:在主轴齿轮箱传统型(MVR)系列的基础上,引入立式机械和最先进的机械技术,能保证零件尺寸和表面的高质量。
● 双面镀锌高强度钢板:这类钢板具有耐腐蚀和使用耐久性的特点,同时还拥有更好的延展性和抗动态冲击性的特点。
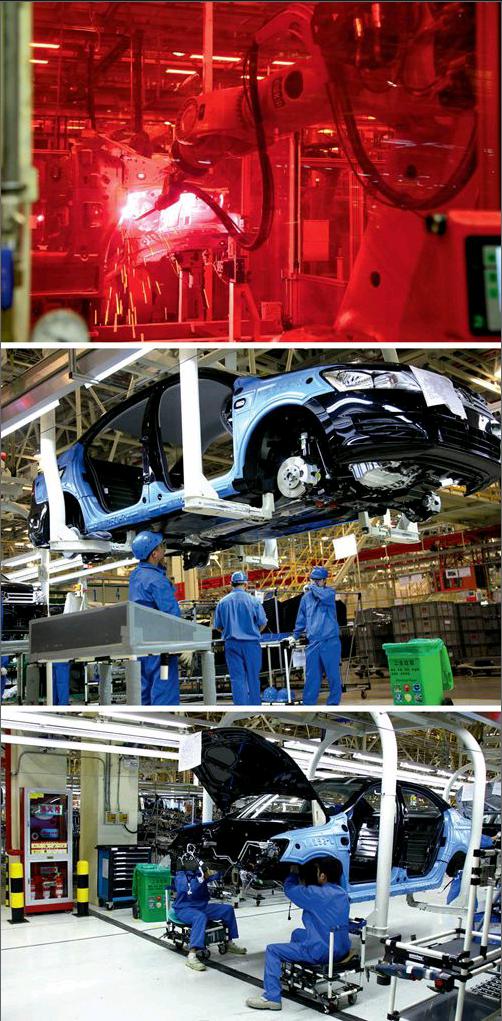
焊装车间:拼装积木,组装车身的过程
目前,仪征工厂的焊接工艺主要有:点焊、二氧化碳保护焊、激光焊接,螺柱焊,滚边、折边技术。机器人点焊采用机器人伺服焊接系统,大众引以为傲的极光钎焊技术也在桑塔纳上应用,总长度为3489mm,等效焊点数为249个。
车身车间技术亮点:
● 车身工艺:我们在这里说的车身工艺其实是指白车身的焊装工艺,是将冲压好的
各种车身零件通过焊接工艺连接在一起的过程。打个通俗的比喻,如果说冲压工艺是将布料裁减成合适的片,那么车身工艺就是将这些布缝制成衣服,而衣服质量如何,还是要取决于缝制的针脚是否精细了。
● 激光拼焊板:不同厚度的钢板通过激光拼焊分子级别融合在一起保证车身安全。
底板二定位焊接:通过定位焊接将底板焊接在一起,拥有密度最高的17个机器人。
德国大众总拼定位焊:利用高精度夹具将车身固定再焊接保证车身精度。
激光在线测量:通过极光技术对白车身100%监控,消除潜在风险。
涂装车间:给素颜车身上妆的过程
一说到油漆工艺,可能很多人都认为这应该就和装修刷墙漆的过程差不多,其实那种想法太过于简单。如今人们总爱把香车比作美女,油漆工艺就是为这个美女上装的过程,从情节、护肤到遮瑕、防护、可真是一样都不少呢!
● 涂装工艺亮点
德国大众集团最新的2010油漆工艺:国际上最先进的水溶性油漆使用
全旋反向浸渍输送技术:360度自由旋转无铅无锡阴极电泳技术。
全自动机器人密封技术:采用机械手自动喷涂机,结合摄像定位系统,确保准确性。
自动旋转小车输送系统:该系统可以使车身侧身180度旋转。
水洗线系统:上面漆前最后的准备工作,用于彻底消除灰尘,大幅度提高表面质量。
鸵鸟毛和离子风除尘设备:为了保证车身的高度清洁,该工厂采用了离子风除尘设备。
全自动静电涂装技术:全自动喷涂具有涂膜的装饰好,质量稳定等优点。
空腔注蜡防腐工艺:不仅保证了车辆的防腐蚀性能,而且提高了车辆行驶的稳定性。
总装车间:精确的数据化控制
● 装配工艺细节:
→ 前后桥螺栓采用高精度电动拧紧枪
→ 重要螺栓数据上传数据库,确保装配精度及100%合格率
→ 驾驶舱与车身粘结工艺,由机器人完成,提供整车刚度和密封性
→ 仪表板激光对中工艺,使装配精度达到+/-0.2mm的高水平。
● 先进的下线检测工艺设备:目前大多数车企还在采用抽检模式,但上海大众则保 证100%的检测率,包括灯光系统、四轮前束及外倾角、空调系统密封性及尾气排放。除此之外,采用更长时间的雨淋密封试验以及德国标准的整车道路测试。endprint
