宝钢钢管产品技术的发展
2014-02-20丁维军张忠铧
丁维军,张忠铧
(宝山钢铁股份有限公司,上海201900)
宝钢钢管产品技术的发展
丁维军,张忠铧
(宝山钢铁股份有限公司,上海201900)
全面总结了宝钢各主要钢管机组的配置和特点;介绍了Φ140 mm全浮动芯棒连轧管生产线和Φ114 mm Accu Roll轧管机组的装备改造,以及Φ460 mm PQF连轧管机组的整体情况;回顾了宝钢油井管、锅炉管和焊接管线钢管等产品的品种开发历程,并详细介绍了代表性产品的应用实例。
宝钢;钢管机组;设备改造;钢管产品;品种开发;研究进展
1978年12月,宝钢集团有限公司(简称宝钢)工程动工建设,至今已有30多年,目前宝钢已发展成为我国现代化程度最高、最具竞争力的钢铁联合企业。宝钢在其发展历程中,始终将能源用管作为重要战略产品,长期开发、生产、供应油气开采和输送用管及高压锅炉管等能源用管,不断满足能源工业的需求;依靠持续不断的技术改造和创新,钢管品种也由单一的碳钢钢管向合金钢、不锈钢及特种合金钢钢管发展,已成为无缝钢管和焊接钢管两大系列、规格品种配套齐全的多单元生产企业。现主要介绍宝钢钢管产品技术的发展情况。
1 主要钢管生产机组
目前,宝钢已从当初唯一的Φ140 mm全浮动芯棒连轧管机组(简称Φ140 mm连轧管机组)发展成既有热轧又有冷轧、既有无缝钢管又有焊接钢管,钢管外径覆盖1~24 in(1 in=25.4 mm)的多单元生产企业。宝钢各钢管生产机组的配置及产能情况见表1。
作为宝钢一期工程中唯一的成品厂,1985年11月建成投产的宝钢无缝钢管厂,从德国曼内斯曼-德马克公司引进Φ140 mm连轧管机组,该机组是德国以曼内斯曼钢管公司牟海姆钢管厂的RK2连轧管机组为样板而设计的,配置为桶形辊穿孔机+8机架全浮动芯棒连轧管机+28机架张力减径机,设计年产量50万t。产品规格为Φ21.3~139.7 mm×2.0~25.0 mm,品种包括油井管、锅炉管、一般商品管和输送用管等。
在宝钢Φ140 mm连轧管机组不断发展的同时,宝山钢铁股份有限公司(简称宝钢股份)本部Φ610 mm HFW直缝高频焊管机组和Φ1 422 mm UOE直缝埋弧焊管机组陆续建成投产,烟台鲁宝钢管有限责任公司(简称鲁宝钢管)、上海钢管厂(现宝钢股份精密钢管厂)、上钢五厂(现宝钢特钢有限公司)钢管厂先后加入了宝钢大家庭,使宝钢的钢管品种不断增加、规格不断完善、产能不断扩大。
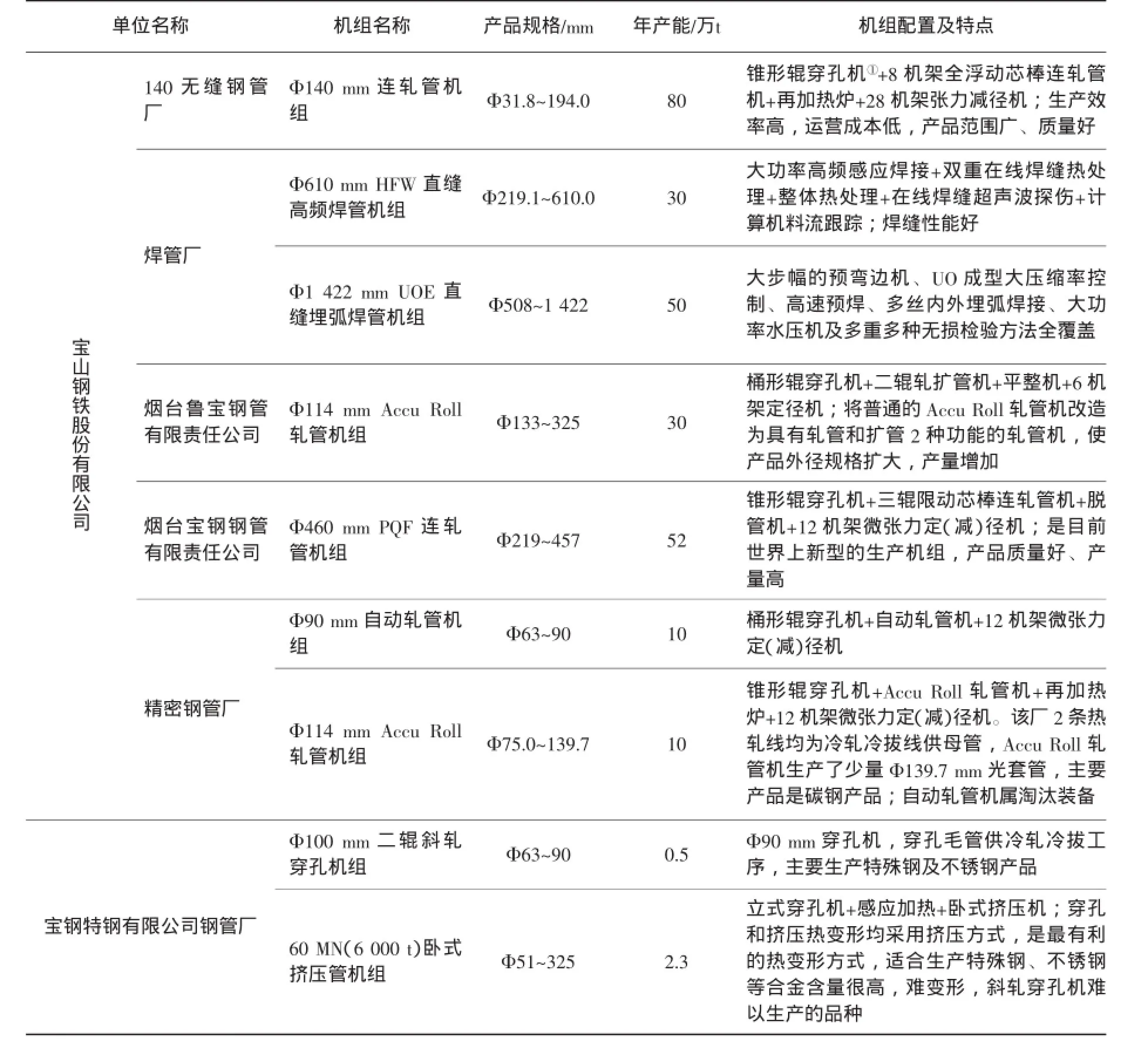
表1 宝钢各钢管生产机组的配置及产能情况
宝钢Φ610 mm HFW直缝高频焊管机组,2005年10月投产,引进德国SMS Meer公司等世界上先进的直缝焊管生产设备和技术。该生产线是当今世界上第一条集先进成型技术、大功率焊接技术、功能齐全的无损探伤技术、焊缝双重热处理和整管热处理技术、全过程的计算机料流跟踪系统于一体的中直径直缝焊管生产设备[1],也是目前世界上装备最先进的焊管生产线之一,可以生产Φ219.1 ~610.0 mm的管线钢管、套管、结构管(圆管、方矩形)等产品,年设计产能30万t。
宝钢Φ1 422 mm UOE直缝埋弧焊管机组,是我国第1套现代化大直径直缝埋弧焊管机组,也是目前世界上装备最先进的大直径直缝埋弧焊管机组之一。该机组投产于2008年1月,主线生产设备主要包括德国SMS Meer公司生产的先进成型设备和瑞典ESAB公司生产的焊接设备。宝钢UOE机组成型能力大,焊接效率高,产品规格覆盖广(Φ508.0~1 422.4 mm×6~40 mm×6 000~18 300 mm,钢级最高至X100);设计年产石油天然气输送用管线钢管、结构用钢管和低压流体输送用管50万t[2]。
鲁宝钢管于20世纪80年代末期建厂,从美国引进了一套ARE(Accu Roll&Expander)高精度轧扩管机组。该机组原设计的年产能为7.1万t,规格Φ63~114 mm。自从2003年鲁宝钢管加入宝钢后,经过持续改进与创新,Accu Roll轧管机已经改进成一种全新轧管机,形成了ARE集成钢管生产技术。作为单倍尺生产机组,该机组的年产能提升到30万t,规格扩大到Φ133~325 mm。
精密钢管厂的前身为1958年建设的上海钢管厂,1998年随着上海市冶金工业重组,上海钢管厂加入宝钢集团,2007年9月加入宝钢股份,更名为宝钢精密钢管厂。精密钢管厂的主要设备包括Φ114 mm Accu Roll轧管机组1套、Φ90 mm自动轧管机组1套、冷轧管机5台和冷拔管机18台。精密钢管厂利用宝钢的原料材优势,现已经形成了以生产小直径冷拔、冷轧电站锅炉用管为主导产品,辅之以一定量的汽车用精密钢管和油气采集输送用管的生产特色,目前该厂的年生产量约为10万t。
宝钢特钢有限公司的前身为1963年建设的上钢五厂钢管厂,是我国最早生产高合金精密无缝钢管的企业,诞生了我国第一支不锈钢航空用无缝钢管,是我国航天、航空、石油化工、仪表、机械等工业用不锈钢无缝钢管的重要生产基地,也是我国核电用管专业生产企业;产品规格Φ6~133 mm,其中各类锅炉用不锈钢钢管约占50%,耐热钢钢管占10%,双相钢钢管占18%。宝钢特钢有限公司钢管厂的主要轧管设备有Φ100 mm二辊斜轧穿孔机组1套,60 MN卧式挤压管机组1套,二辊冷轧管机24台,从德国引进的SKW75VMR高速冷轧管机1台,从德国引进的KPW50VMR高速冷轧管机1台及各种吨位冷拔管机8台。
2 轧管设备改造及技术进步
尽管宝钢Φ140 mm连轧管机组自1985年投产以来取得了令人瞩目的成绩,但是单一生产机组的格局令宝钢无缝钢管在国内外钢管市场的竞争方面处于劣势。近十年来,为了进一步提高宝钢无缝钢管在国内外市场上的竞争力和市场地位,宝钢加大了无缝钢管机组的深度改造和技术创新力度,为提高钢管产品质量和开发高端产品奠定了基础。
2.1 Φ140 mm生产线改造和技术进步
全浮动芯棒连轧管机组是钢管轧管机组中生产节奏最快、生产效率最高的机组之一。1993年Φ140 mm连轧管机组年产量达到50万t,之后通过连轧芯棒冷却水槽移位改造,延长了芯棒喷涂水溶性润滑剂的干燥时间,显著提高了芯棒润滑性能,解决了原来认为全浮动芯棒连轧管机固有的连轧管“竹节”缺陷,壁厚精度进一步提高;随后通过对环形加热炉、再加热炉、芯棒热处理炉的控制仪表系统的集中控制以及环形加热炉的数学模型优化加热控制,使管坯的加热温度控制更为准确和均匀。1999年以后,又进一步通过对热轧生产线三大机组(穿孔、轧管、减径)等的一系列重大技术创新和技术改造,实现了Φ140 mm连轧管机组无缝钢管热轧量从50万t到目前的80万t的飞跃,达到了世界上Φ140 mm连轧管机组的最大产能。宝钢Φ140 mm连轧管机组历年产量统计情况见表2。

表2 宝钢Φ140 mm连轧管机组历年产量统计情况万t
近十年来Φ140 mm生产线的装备改造和技术进步主要体现在以下方面:
(1)投产初期仅有119 mm、152.5 mm、162.5 mm 3个连轧孔型,后来自主开发出169 mm、189 mm和200 mm连轧孔型;突破了原设计限制,将产品最大外径从139.7 mm扩大到194.0 mm,壁厚从3~25 mm扩大到3~32 mm;张力减径机孔型自最初的AO、AR、BO、BR、CR系列,发展到BM、B100D、A100D、C100D、ARDBH、BRDBH、CRDBH系列,尤其是优化开发的张力减径机孔型及孔型系列RDBH是一种世界首创的非传统孔型,改变了由两种孔型分别轧制厚壁管与薄壁管的历史,开创了由一种孔型从厚壁轧制到薄壁轧制的新局面,大大提高了Φ140 mm连轧管机组的产能[3]。
(2)通过张力减径机三电改造及壁厚控制研究,实现了数据库管理,在线料流及热区全程单根物料跟踪功能,并为此后实现的张力减径机切头控制(CEC控制)和平均壁厚控制创造了条件[4]。
(3)2008年11月对生产线进行深度改造,其核心是将桶形辊穿孔机改成锥形辊穿孔机,另外整体更新连轧管机芯棒润滑系统。改造后,穿轧高合金钢管的能力加强,同时穿孔扩径增大,穿孔变形能力提高,可适当分担连轧管机的变形任务;同时在穿孔机架设置了机内定心辊,提高了钢管的壁厚精度,使Φ140 mm连轧管机组的优势得到更好的发挥。改造后,2009年5月该机组的月产量达到了7万t,产品的壁厚精度水平有较大提高,同时具备了生产高难度轧制品种的功能,产品合金含量从最初的5%以下提高到目前的20%。
(4)通过开展油井管水淬热处理综合技术研究,在国内首次开发了具有自主知识产权的全新钢管水淬热处理工艺、设备和油井管水淬钢种,为油井管产量的扩大和新产品开发创造了有利条件。
2.2 Φ114 mm Accu Roll机组改造及技术进步
世界首台Accu Roll轧管机由美国艾特纳标准工程公司与原华美钢管工程公司(中美合资)联合设计制造,于1990年在鲁宝钢管建成投产[5]。Accu Roll轧管机是一种高精度无缝钢管轧机,相比小型自动轧管机,可以“一机代三机”,即1台Accu Roll轧管机代替1台自动轧管机和2台均整机;因此,Accu Roll机组在中小企业应用广泛。但是该机组也存在产品内表面质量不理想和斜轧产量低的问题。近十年来鲁宝钢管对该机组进行了许多设备改造和技术创新工作,具体如下。
(1)先后开发了159 mm、219 mm孔型,钢管年产量从设计的7.1万t提高到22.0万t。
(2)在Accu Roll轧管机后增加1台平整精轧机,将其粗轧功能与精轧功能分离开来。Accu Roll轧管机作为粗轧机,仅承担减壁延伸的作用,将提高钢管内外表面质量的任务交给了精轧机。平整机的原理是对钢管进行减壁0.5~1.0 mm,磨光钢管的内外表面,这样可以对钢管内外表面进一步辗平,消除钢管的内螺纹缺陷。同时,由于平整机承担了一定的减壁量,可以减少Accu Roll轧管机对钢管的壁厚变形量,即减小轧制后钢管的直径和壁厚比值,从而消除Accu Roll轧管机在轧制极限薄壁管时产生的一系列头尾缺陷;既提高了钢管质量和成材率,又提高生产效率,降低轧辊、芯棒和导盘的消耗。
(3)在Accu Roll轧管机上增加扩管功能。将Accu Roll轧管机改造成轧扩管机,首先在变形工具上进行了改变:将轧辊的孔型按照扩管的原理进行修改,将导盘改为导板,将芯棒改为顶头。在改进过程中,没有改变轧辊的转毂外形、导盘架等。这样,Accu Roll轧管机变成了一台既能轧管又能扩管的新型轧扩管机[6]。
改进后Accu Roll轧管机组的工艺流程是:穿孔→轧扩管→平整→定径→冷却。改进后的Accu Roll轧管机组是一种全新的轧管机组——ARE高精度轧扩管机组,产品规格由原来的Φ114~219 mm拓宽至Φ133~325 mm,钢管内螺纹高度最大值由原来的0.44~0.88 mm降至0.08 mm,基本达到了消除内螺纹的目的[6];产量提升至32万t,综合竞争力提高。
2.3 Φ460 mm PQF连轧管机组
宝钢于2008年在山东省烟台市投建大直径无缝钢管生产线,热轧产品规格为Φ219~457 mm,从德国SMS Meer公司引进主体设备。该生产线采用最新的三辊限动芯棒连轧管机组,包括目前世界先进的生产工艺装备、控制系统及质量保证系统;产品品种有油井管、高压锅炉管及专用管等;产品质量好、尺寸精度高、品种范围广,设计年产量52万t。管坯主要采用连铸坯,高合金钢产品可用轧制坯,可对管坯进行离线尾部冷定心,以改善薄壁管尾部壁厚精度及穿孔稳定性;带导板立式锥形辊穿孔机,穿孔孔型封闭性好,穿孔后台配置包括机内定心在内的6机架定心机;采用了顶头自动循环更换装置,有利于提高顶头寿命,改善毛管内表面质量;穿孔前台设置有管坯预旋转装置,有利于管坯的穿孔咬入[7]。
轧管机配备为三辊限动芯棒连轧管机(德国SMS Meer公司将其命名为PQF连轧管机)和回退式限动芯棒,芯棒具有在线和离线穿棒2种方式,轴向整体换辊。三辊在孔型横截面上,辊径差小,进而轧辊圆周速度差小,轧制变形更均匀稳定,有利于马氏体不锈钢等难轧制品种的生产。2014年3月,烟台宝钢钢管有限责任公司Φ460 mm PQF轧管机组成功批量轧制出13Cr套管产品,并应用于海洋石油开采。
3 品种开发
企业所有工艺设备技术的创新和改造,其目的都是为了生产出具有市场竞争力的产品,新产品的研发是企业立足于市场的根本保证。在陆续开展大规模的设备改造和工艺技术创新的同时,宝钢依托装备和工艺技术的进步,加大了国家能源用高端产品的开发力度,并相继开发出抗腐蚀系列油井管、耐热油套管、抗挤毁管、高等级UOE焊管工艺技术和集成管线钢管、超超临界高压锅炉管等市场急需的石油天然气开采开发、输送以及电站锅炉用高压锅炉管等高端能源用管,不仅替代了进口,同时提升了我国能源用管技术水平和竞争力。
3.1 油井管
随着油气需求的增加、油气资源的减少以及油田开发技术的不断进步,在开采的油田中,含CO2、H2S介质的油田越来越多,对抗H2S应力腐蚀、抗CO2均匀腐蚀、抗Cl-点腐蚀的各种抗腐蚀油套管需求不断增加,API系列耐腐蚀油井管已经不能满足油田现场开发生产的实际需要。鉴于上述情况,宝钢依托轧管、热处理等生产线的改造和技术创新,加快了非API系列油套管新产品的开发,重点研制开发抗腐蚀、高抗挤毁、稠油热采、深井用等一系列油套管产品。宝钢油套管品种的开发情况见表3。
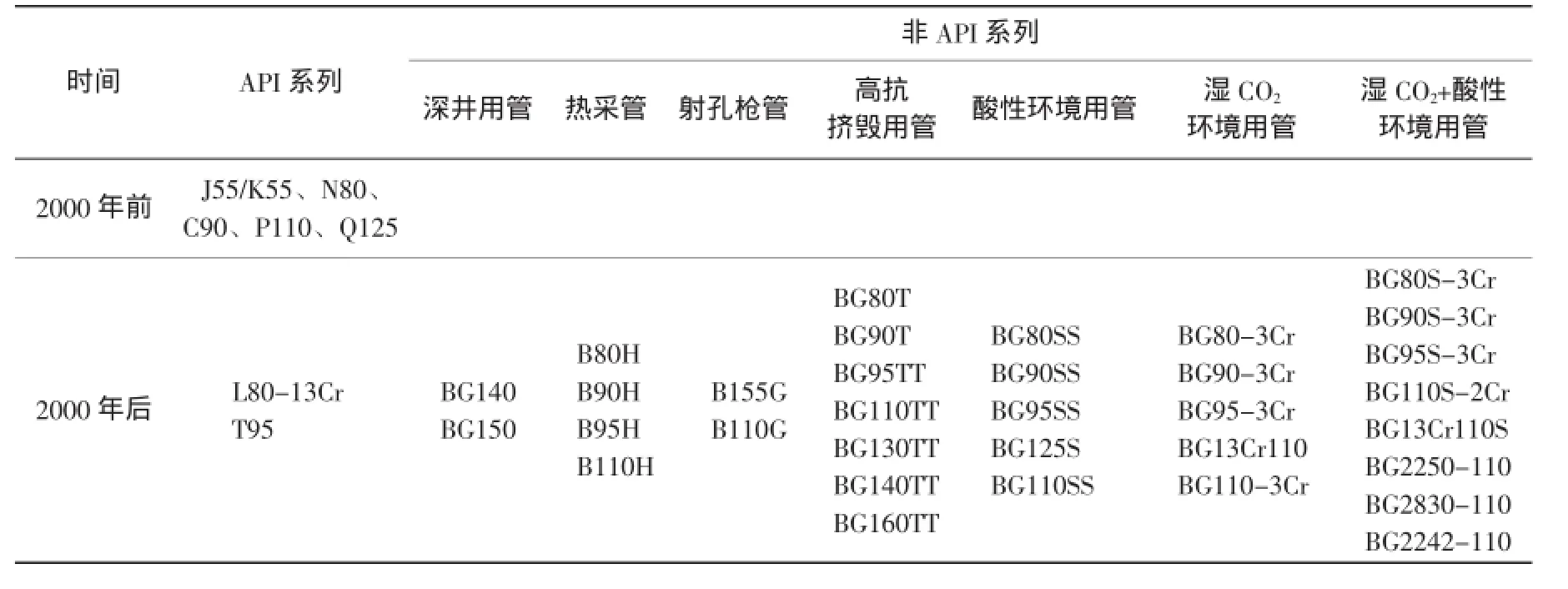
表3 宝钢油套管品种的开发情况
由表3可知:宝钢在2000年以前只能生产API系列中部分油套管;2000年以后宝钢油套管的发展是一个从碳钢不断向合金钢、不锈钢发展,由普通油套管向抗腐蚀油套管发展的过程,满足了国内外深井、超深井、腐蚀环境井、稠油等油气井的开采开发的需要。
特殊螺纹接头作为油井管的重要产品系列,可以满足高压气井、深井、超深井、热采井、定向井、水平井和腐蚀性井等苛刻井况对油套管产品性能的要求。宝钢特殊螺纹接头的研究和开发,与中国石油天然工业勘探开发技术的进步密切相关,从1995年开始研发特殊螺纹接头,到目前为止已有14个油套管产品系列问世。宝钢特殊螺纹接头的开发历程见表4。
宝钢根据油田实际工况条件研究开发的特殊螺纹接头油套管产品,在中国石油天然气集团公司(简称中石油)、中国石油化工集团公司(简称中石化)、中国海洋石油总公司(简称中海油)的油田,以及延长油田和海外油田都得到了广泛的应用,并得到用户的高度认可。在与用户的共同进步中,宝钢主要取得了以下成绩:
(1)BGT1螺纹连接类型,2000年首批产品在四川油田使用。宝钢成为国内第一家具备特殊螺纹接头批量生产供货能力的厂家。
(2)BG-DWC螺纹连接类型,2005年在吉林油田顺利完成套管钻井,是中石油国内陆地第一口全井用套管钻进并钻穿油层的产品[8]。
(3)BGT1螺纹连接类型,2006年L80-13Cr油管在平湖八角亭油气田使用,是国产特殊螺纹接头产品在海上油田的第一次使用。
(4)BGT1/BGC螺纹连接类型,2009年镍基合金油套管在普光油田使用[9]。宝钢成为国内第一家具备镍基合金油套管生产供货能力的厂家。

表4 宝钢特殊螺纹接头的开发历程
(5)BGT1螺纹连接类型,2010年BT-S13Cr 110超级13Cr油管在塔里木油田使用[10]。宝钢成为国内第一家具备超级13Cr油管生产供货能力的厂家。
2013年,宝钢针对“三超”气井,即超高压、超高温和超深井苛刻工况,开发了新一代BGT2特殊螺纹接头油套管系列产品。按照油套管螺纹接头性能评价最权威的ISO 13679∶2002《石油和天然气工业管道连接试验程序》国际标准,BGT2特殊螺纹接头油套管系列产品通过了国际第三方权威认证机构——加拿大C-FER公司最高级别ISO 13679∶2000标准的Ⅳ级试验评估[11]。
3.2 锅炉管
由于节能减排及提高锅炉效率的需要,国内新建电站锅炉均向超临界、超超临界方向发展;因此对锅炉管的高温持久性能、高温蠕变性能、高温氧化性能提出了更高的要求。为适应该变化,宝钢结合设备改造和技术进步,开发出合金含量更高、用于超临界、超超临界锅炉的锅炉管新品种。
T91高压锅炉管是宝钢投入开发力度最大的新产品。该产品的研发项目从1999年开始,研究了T91化学成分对常温和高温性能的影响,并通过微观组织研究,揭示了弥散碳化物分布对强化机体的作用[12-13];开发了大型转炉批量生产高铬钢技术,使宝钢300 t转炉冶炼合金含量的水平提高到了14%,为宝钢大批量生产高附加值的高合金钢产品奠定了基础;研究开发了T91钢温锭热装及均热工艺、圆坯轧制孔型及工艺、圆坯退火工艺;突破了Φ140 mm连轧管机组原产品大纲只生产合金含量小于5%的材质设计,将合金含量扩大到14%,并形成T91钢管轧制系列专有技术。
同时,宝钢在T91钢管研制成功的基础上,于2004年又率先在国内成功研制出T23产品,2007年研制出T92产品,并在2007年10月实现了S30432(Super 304)、TP310HNbN奥氏体不锈钢钢管的批量生产。目前,宝钢已形成高压锅炉管系列供货能力,实现了向主蒸汽600℃超超临界电站锅炉受热面部件高温过热器、再热器、水冷壁等关键部位整台机组供货,钢种覆盖整个超超临界燃煤机组。
3.3 管线管
管道输送是石油天然气最高效、安全、经济、可靠的运输方式。宝钢利用板管一体化的优势,在高等级UOE焊管工艺技术自主开发和集成管线钢管开发和应用方面成效显著。图1所示为宝钢焊管厂自投产以来的生产量情况。
宝钢HFW生产线累计生产110万t钢管,总长度约15 819 km;其中X70钢级72 312 t,海底管线管23 882 t,抗HIC(氢致开裂)的管线钢管约8 000 t。宝钢UOE生产线自2008年投产到2013年底,共生产销售了约140万t钢管,总长度约2 400 km;其中X80钢级46万t,X70钢级91万t;另在海底管线工程应用4.72万t,酸性环境用抗HIC/抗SSC(应力腐蚀开裂)的双抗管线管3.41万t;并在国内首次实现X100钢级管线管的商业供货。
宝钢管线钢管典型工程开发与应用有:
(1)西气东输二线工程。西气东输二线工程全长8 704 km,其主干线4 978 km全部采用X80钢级管线钢管,是当时世界上距离最长、钢管直径和壁厚最大的X80钢级天然气管线工程。宝钢开发试制并批量生产了34万t X80钢级UOE直缝焊管,其性能见表5。该批X80钢级UOE直缝焊管满足了西气东输二线工程主干线对18.4~27.5 mm不同壁厚规格Φ1 219 mm UOE焊管的需求。
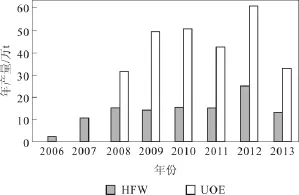
图1 宝钢焊管厂自投产以来的生产量情况
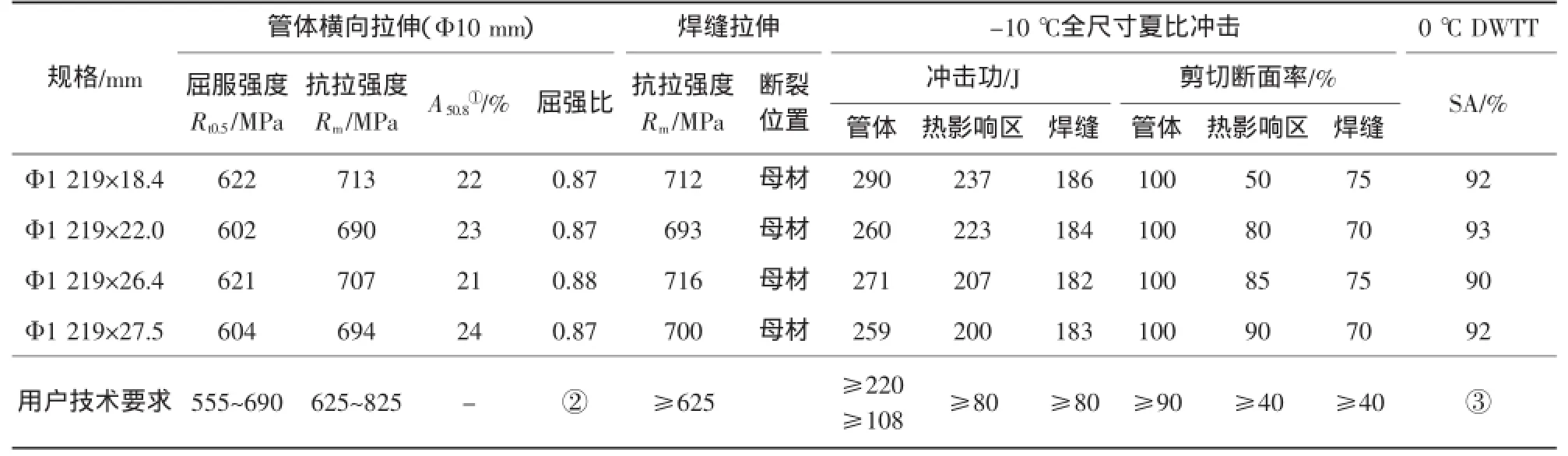
表5 宝钢开发并应用于西气东输二线工程的X80钢级UOE焊管的性能
同时,宝钢还为西气东输二线工程提供了30万t直径为1 016 mm、壁厚为17.5~26.2 mm的X70钢级UOE焊管;并开发配套了最大壁厚为33 mm的X70钢级热煨弯管母管和壁厚为32 mm的X80钢级热煨弯管母管;全方位地满足西气东输二线工程需求。
(2)基于应变设计的高强度大应变管线钢管。长输管道有时不可避免地要经过地震带、水土流失地区和冻土层等地质恶劣地区,需要采用基于应变设计的高强度大应变管线钢管。宝钢根据国际管线发展需求,以“铁素体+贝氏体”的双相组织设计并开发试制大应变管线钢和管线钢管[14]。表6是宝钢X70钢级HD大应变管线钢管的性能。该X70钢级HD大应变管线钢管是针对中缅油气管道开发的,具有很好的抗时效性,能够很好地满足工程需求。中缅油气管道项目应用基于应变设计的X70钢级HD大应变管线钢管1.03万t,是我国首次实现大应变管线钢管这种全新产品从试验研究、试制和真正意义的工程应用。
(3)南海荔湾项目。中国南海荔湾项目是我国目前水深最深的海底天然气管道工程项目。为实现海底厚壁管线钢管国产化,宝钢从成分设计、轧制到焊管制造全流程,进行最大壁厚31.8 mm、直径762 mm的DNV485/X70钢级和壁厚30.2/28.6 mm、直径762 mm的DNV450/X65钢级海底管线钢管开发试制。宝钢试制的海底管线钢管能很好地满足DNV-OS F101∶2007《海底管线系统规范》和中国南海荔湾项目的技术要求。到目前为止,宝钢共生产了4.71万t直径762 mm、厚壁28.6~31.8 mm的DNV485/X70和DNV450/X65钢级海底管线钢管,并成功地应用于南海荔湾项目。
(4)澳大利亚昆士兰管线项目。2010年宝钢UOE焊管厂才投产不足2年,充分利用“冶炼—轧制—制管”全流程一站式的优势,获得了澳大利亚昆士兰管线项目(QCLNG项目)22万t Φ1 067 mm大直径X70钢级管线钢管的全部供货合同,是目前我国出口总量最大的一单大直径直缝埋弧焊管合同,同时也是我国首次管线管生产过程从冶炼—轧制—焊管制造全流程进行第三方监造。宝钢通过严格的质量设计和全流程一贯制质量控制,保质、保量、按时地完成了该合同,为宝钢管线钢管进一步走向海外奠定了基础。

表6 宝钢X70钢级HD大应变管线钢管的性能
4 结语
宝钢经过多年来的设备改造、新建生产线以及持续不断的技术进步,目前已经成为具有全球竞争力的钢管供应商之一。宝钢钢管产能在扩大,钢管产品规格组距配套更加完善,品种更加健全,可以不断满足能源工业发展的需求。随着“十二五”规划的实施,宝钢也将迎来新一轮发展的契机。宝钢将进一步完善并开发市场急需的高强度耐酸性环境腐蚀钻杆、油套管、管线钢管等碳钢产品以及马氏体、双相不锈、奥氏体合金等高合金产品,从而为国家乃至世界能源工业的发展做出更大的贡献。
[1]刘玉文,余大典,李建新,等.宝钢ERW 610焊管机组的技术先进性分析[J].钢管,2006,35(1):32-36.
[2]黄卫锋,李建新,姚士杰,等.宝钢UOE大口径直缝埋弧焊管机组的技术特点与优势[J].宝钢技术,2008(5):11-14.
[3]孙澄澜.用幂函数建立张力减径机工作机组减径率分配通式[J].宝钢技术,1999(4):53-59.
[4]单恩芝.自动化技术在宝钢钢管轧机改造中的应用[J].宝钢技术,2006(3):27-30.
[5]殷国茂.中国钢管50年[M].成都:四川科学技术出版社,2004:42,221.
[6]王旭午,杨为国,李学进.ARE高精度轧扩管机组的改进研究[J].宝钢技术,2008(5):30-34.
[7]付博,杨为国,张少莹.浅谈烟宝PQF Ф460机组热轧线投产调试与试生产[J].宝钢技术,2013(3):75-79.
[8]王琍,黄子阳,宋生印.宝钢钻井用套管实物性能试验研究[J].宝钢技术,2010(2):49-53.
[9]沈琛,张忠铧,张春霞.高酸性腐蚀气田用BG2250-125镍基合金油管开发[J].中国工程科学,2010,12(10):35-36.
[10]邹炯强.宝山钢铁股份有限公司顺利完成首批BTS13Cr110超级13Cr油管生产[J].钢管,2010,39(1):52.
[11]王琍.宝钢集团有限公司新一代高气密封特殊螺纹油套管产品BGT2通过国外第三方评估[J].钢管,2014,43(2):10.
[12]王起江,邹凤鸣,张瑞,等.宝钢T91高压锅炉管性能试验与研究[J].宝钢技术,2003(4):46-50.
[13]王起江,邹凤鸣.宝钢T91高压锅炉管的研究与开发[J].宝钢技术,2003(增):28-32.
[14]郑磊,傅俊岩.高等级管线钢的发展现状[J].钢铁,2006,41(10):1-10.
Development of Steel Pipe Technology of Baosteel
DING Weijun,ZHANG Zhonghua
(Baoshan Iron&Steel Co.,Ltd.,Shanghai 201900,China)
Fully summarized here are the configurations and characteristics of the main steel pipe plants of Baosteel.Described are the equipment revamps of the Φ140 mm full floating mandrel mill line and the Φ114 mm Accu Roll plant,as well as the general conditions of the Φ460 mm PQF plant.Baosteel’s product variety R&D history is reviewed,concerning OCTG,boiler pipe and welded pipeline pipe etc.,and actual application cases of typical products are elaborated.
Baosteel;steel pipe mill;equipment revamp;steel pipe;variety R&D;research progress
TG335.7
A
1001-2311(2014)03-0009-08
2014-04-29)
丁维军(1971-),男,硕士,高级工程师,钢管条钢事业部副总经理,从事钢管技术管理工作,曾获国家技术发明二等奖。