阀门防护盖质量问题分析与改进措施
2014-02-19裴润有毛升好
裴润有,毛升好,李 祚
中国石油长庆油田分公司技术监测中心 (陕西 西安 710018)
根据油气田现场反映情况,经检验合格的阀门,在运输过程中密封面碰坏、启闭件损伤,导致无法正常使用。为进一步提高阀门防护盖防护作用,入库质量检验单位对各厂家阀门的防护盖暴露出的质量问题进行了分析,提出了改进措施,对防护盖在运输、存储过程中保护阀门具有重要意义。
1 阀门防护盖使用情况统计
据不完全抽查统计,入库质量检验发现1 653只法兰连接式阀门中,带防护盖的阀门数量有1 488只,占总数量的90%;防护盖配带规范的阀门数量有1 056只,占71%。另外,抽查DN15-DN25小通径螺纹连接截止阀均没有配带防护盖。
带有防护盖的阀门中,95%的阀门防护盖为凸台式,5%的阀门防护盖为套盖式。
2 阀门防护相关标准规定
标准一:SH/T 3064-2003《石油化工钢制通用阀门选用、检验及验收》[1]阀门订货与包装5.5规定“阀门两端应有防护盖板保护法兰密封面、焊接端或螺纹端部及阀门内腔。防护板应用纤维板或塑料制成,其外径应大于法兰密封面的外径,并固定牢靠,且易于安装和拆卸”;5.7规定 “用于SH 3059规定的SHA级管道阀门、有特殊要求的阀门及公称通径小于或等于40mm的各类阀门,均应装箱发运;对于公称通径大于或等于50mm的其他阀门除合同有规定外,可以散装或用其他方式包装,但必须保证在运输过程中不被破损和丢失零件。”
标准二:JB/T 7928-1999《通用阀门供货要求》[2]装运6.3规定 “阀门两端法兰密封面、焊接端、螺纹端和阀门内腔应用端盖等加以保护,且应易于装拆。”
标准三:SH 3518-2000《阀门检验与管理规程》[3]外观检验2.2.3规定“阀门两端应有防护盖保护”;阀门防护4.2.4规定“阀门试验合格后,内部应清理干净,阀门两端应加盖防护盖”。
进一步查阅发现,国家目前没有阀门防护盖的制造标准。从以上标准可看出,防护盖具有双重作用:一是保护法兰密封面、焊接端或螺纹端部不受损坏;二是保护阀门内腔不进脏污。因此,应要求阀门防护盖材质较硬、连接配带紧密不松脱、尺寸完全能够覆盖密封面或凸台,才能够有效保护阀门内腔不进脏污和密封面不受损伤。
3 阀门防护盖质量问题
在阀门入库质量检验中,防护盖常见的主要问题有:
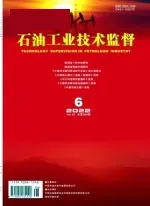
1)防护盖外径过小,起不到保护密封端面的作用。防护盖外径小于法兰密封面外径,未将密封面完全覆盖,占法兰连接阀门配带防护盖不规范总数的82%。图1为2种不同密封面阀门所配带防护盖尺寸过小的情况。
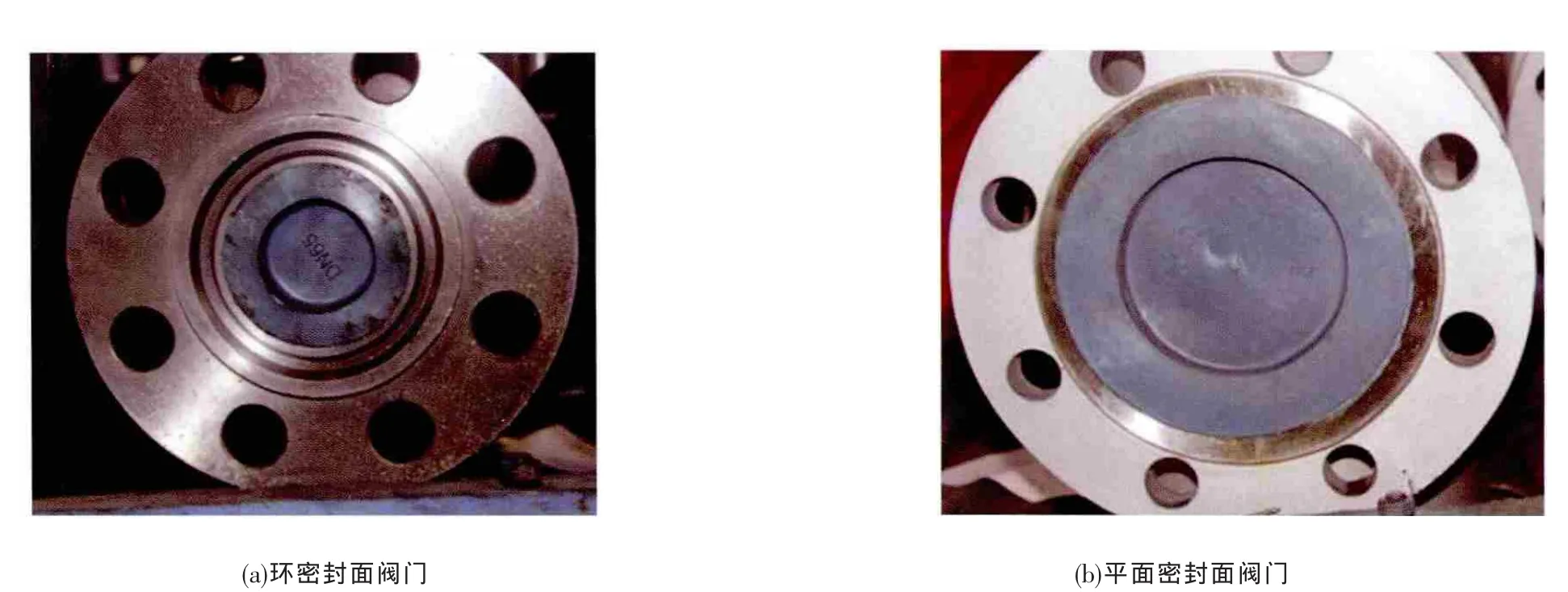
图1 防护盖尺寸过小
2)防护盖凸台尺寸小,无法固定。因凸台尺寸小,不能牢固固定在端面上,占法兰连接阀门配带防护盖不规范总数的12%。图2为DN15的阀门所使用的防护盖,其凸台小径仅8mm,无法牢固固定在端面上。

图2 防护盖凸台尺寸过小
3)卡口不符合使用要求,易松脱。因卡口不符合要求,未能固定牢固,易松脱的,占法兰连接阀门配带防护盖不规范总数的3%。
公称通径并不等同于阀门端部的内径。截取标准GB/T 12224-2005《钢制阀门 一般要求》“附录A阀门公称尺寸与阀体端部基本内径的关系”表A.1中DN50、DN80的阀门部分。
阀门端部内径是根据管道的实际内径取值,以DN80的阀门为例,当压力为42MPa时,其端部内径范围为57.2~76.2mm。因此防护盖的小径往往小于阀门的公称通径,必须留有较大余量做卡口结构,使适用范围更广。常见的卡口结构有卡瓣式、螺纹凸台式、套盖式等。实践证明,图3中防护盖非卡瓣卡口结构使用中易松脱,不能满足使用要求。
4)防护盖材质较差,易损坏。防护盖材质较差,易损坏的,占法兰连接阀门配带防护盖不规范总数的3%。防护盖大部分都采用低密度聚四氟乙烯材料,在实际检验中发现,有少量防护盖采用质量较差的聚四氟乙烯材料,造成撕裂、卷起等现象。

图3 卡口不符合使用要求
5)颜色不统一。同一厂家防护盖中,约80%的防护盖为蓝色,另外还有少量绿色、红色和棕色。
6)防护盖缺失,起不到双重保护作用。法兰连接、对夹式阀门与螺纹连接阀门防护盖缺失分别占阀门总数的50%、35%、15%。小通径螺纹阀外露螺纹端均未进行保护。
4 质量问题原因分析
4.1 设计尺寸不规范,生产制造源头控制不力
通过对防护盖存在质量问题的阀门厂家咨询调研,阀门厂家将防护盖生产委托塑料制品小企业生产,未对尺寸、颜色、卡口形式进行严格要求,质量控制不严。特别是防护盖外径小于法兰密封面外径情况比较普遍,从而导致生产出来的防护盖起不到保护密封面的作用,见表1。
4.2 合同约束不力
合同管理上对防护盖配备未做明确要求,没起到约束作用,导致厂家不对阀门配带防护盖,或配带防护盖不规范。
4.3 厂家认识不足,忽视防护盖的保护作用
阀门生产厂家不了解运输现场实际情况,未认识到防护盖对阀门保护的重要性。阀门出厂后要经过中转销售驻点库房、检验单位、前线转运站、施工现场等环节,共经历5道以上的程序、8次以上的装卸,长途运输几百至几千公里以上。特别是在前线施工现场,存在着人力卸车滚滑、摔等行为,以及在砂石、石子地上随意摆放等现象,容易对阀门密封面碰伤,阀瓣、球面进砂磨损[4]。

表1 流道形塑料防护盖的设计尺寸与法兰面实际尺寸对比
5 改进措施
5.1 加强规范阀门防护盖设计生产环节
为确实发挥阀门防护盖保护作用,阀门生产厂家应从阀门防护盖制造源头加强质量控制,其尺寸、材质必须符合SH/T 3064-2003《石油化工钢制通用阀门选用、检验及验收》第5.5条规定,建议按照以下技术要求进行设计、生产。
5.1.1 阀门防护盖的形状结构
对比以下几种结构形式的阀门防护盖,建议对法兰连接阀门使用带卡瓣结构的凸台式阀门防护盖,对于卡箍、焊接连接形式的阀门,使用套盖式防护盖(图4)。其主要优点有:①安装余量较大,应用范围广;②固定牢固可靠,不易脱落;③装卸方便。

图4 阀门防护盖结构形式选择
5.1.2 阀门防护盖制造尺寸
法兰连接阀门防护盖多采用流道形塑料防护盖(图 5)。

图5 流通形塑料防护盖
法兰密封面形式包括:突面、凹面/突面、榫面/槽面、全平面和环连接面,参照HG/T 20592-2009《钢制管法兰(PN 系列)》中表 3.2.5-1,突面、凹面/突面、榫面/槽面法兰密封面形式的阀门防护盖尺寸见表2,环连接面法兰密封面尺寸可参照该标准表3.2.5-2 制造[5]。
5.1.3 阀门防护盖材质
建议使用低密度聚乙烯,因其有以下优点:①质品轻,化学性稳定,在使用中不会发生质变;②一般成型性、着色性好,加工成本低;③绝缘性好,导热性低;④具有较好的耐磨性、耐冲击性。
5.1.4 阀门防护盖颜色
如订货商对阀门防护盖无其他特殊要求,为实行标准化管理,建议厂家将阀门防护盖的颜色统一制作为蓝色。
5.2 加强采购管理合同约束与入库质量检验环节把关
5.2.1 采购环节约束
针对阀门保护防护盖没有配带或配带不规范的情况,建议采购管理方在采购合同中对厂家提出明确相关技术要求,用经济合同进行约束,确保在阀门出厂前采取保护措施全部配带防护盖。
5.2.2 入库质检环节把关
入库检验单位加强入库质量检验前的验收,严格执行 SH/T 3064-2003、JB/T 7928-1999和 SH3518-2000等规范要求,对于未装防护盖的阀门不予接收检验,以保证检验后有防护盖重新加装,以加强阀门检后运输途中的成品保护。

表2 凸台式塑料防护盖尺寸

[1]SH/T 3064-2003石油化工钢制通用阀门选用、检验及验收[S].
[2]JB/T 7928-1999通用阀门供货要求[S].
[3]SH 3518-2000阀门检验与管理规程[S].
[4]GB/T 12224-2005钢制阀门 一般要求[S].
[5]HG/T 20592-2009钢制管法兰(PN系列)[S].