一种棒球发球机的永磁直流电机开发
2014-02-11周锦添
周锦添
(广东工程职业技术学院,广东广州 510520)
一种棒球发球机的永磁直流电机开发
周锦添
(广东工程职业技术学院,广东广州 510520)
通过阐述棒球发球机的永磁直流电机开发过程,介绍了生产永磁直流电机所需关键设备及仪器,总结了永磁直流电机电枢、定子、总装等各个部件的制造工艺,帮助电机制造工艺人员和生产现场管理人员掌握最新的永磁直流电机制造技术。
棒球发球机;永磁直流电机;电枢;碳刷
0 引言
棒球运动是一种靠球棒挥击的运动,当运动员一个人练习时,就需要棒球发球机为其发球,它能自动按规定轨迹发出符合标准的棒球。滚轮式棒球自动发球机是陪伴运动人员训练球技的运动器材,分单摩擦轮及双摩擦轮两种形式,它们均是利用离心力及摩擦力将球投出,像是车子轮胎上的水分被甩出去,发球机的发球原理见图1。双摩擦轮由两个垂直安装的直流电机分别装在轮子底部中心处,直流电机的安装方式为轴向垂直安装,调至两个电机的转速不同组合,可投掷出直线球、弧线球,球速最快达140 km/h。为了给发球机配置大扭矩、高转速的电机,开发了一种大扭矩、高转速、体积小、性能稳定的永磁直流电机。
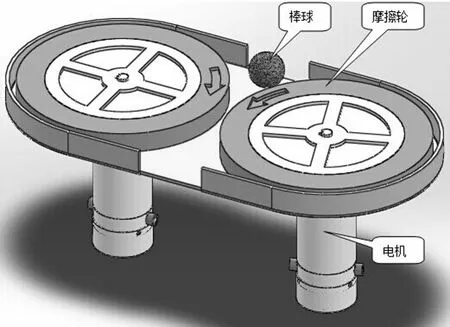
图1 棒球发球机发球机构
1 电机设计中的参数确定
永磁直流电机由磁钢建立恒定激磁磁场,通过电刷换向器作用,实现外部电路的直流电与电枢绕组内部交流电之间的转换,借助静止气隙磁场,产生电磁力和电磁转矩,实现电枢绕组中交流电与转轴上恒定转矩的相互变换,实现了机电能量转换[1],从而驱使电机旋转起来。
经过走访调研和十多次电机样机试验,要使棒球投出140 km/h速度,电机连续运转1 000 h无故障,电机需要满足主要参数如下。
(1)电机使用电压在DC 0~90 V之间使用,空载电流≤0.85 A,当DC82.5±0.1 V时,电机转速为2 650±150 r/min,输出功率200±15 W,扭矩达到0.8 N·m时,电流3~3.5 A。
(2)绝缘电阻≥20 MΩ,绝缘等级A级,噪声≤50 db(1米处测试)。
(3)电机外形尺寸为ϕ83×272.5 mm,电机前端安装法兰尺寸为ϕ108×12.5 mm。
(4)电机碳刷使用寿命≥1 000 h。
2 电机总体结构设计
为了满足电机以上参数,结合磁路设计,最终设计出电机整体结构见图2。电机壳体选用无缝钢管圆筒,经过机械精加工达到安装精度要求;前后端盖结构形式为圆盘式,采用铝合金压铸模压铸成型后,再经过机械精加工至使用要求;后端冷却风叶为尼龙制造,它需制作塑料模具注塑成形;风叶保护罩利用薄板冲压、拉伸成形;磁钢采用铁氧体成型,它须满足电机磁路设计的要求;轴承采用静音高精度滚动球轴承。
电机轴的设计需考虑它的伸出段与摩擦轮安装后,伸出段在工作时将受到交变应力的作用,容易引起疲劳失效的状况,因此,轴的材料选用40Cr,调质热处理,伸出段增加至足够大的直径,取ϕ16 mm,保证足够的机械强度和抗疲劳失效能力。
电机电枢铁芯设计为15槽,铁芯长度为90 mm,铁芯直径56 mm,斜槽设计,材料选用W540牌号;选用30换向片的带钩片的整流子,整流子直径ϕ32 mm(外径)×12.7 mm(内孔)×20 mm(高);铁芯内槽与线包绝缘采用环氧树脂粉末涂覆工艺,考虑到使用直流电压达DC 90V,在铁芯两端增加绝缘盖板,保证通过耐压测试。电枢绕线接线图见图3。为了提高电机输出扭矩、功率和转速,在研制时,曾经调整过几次电枢线包匝数和线径,经过试验比较,最终确定电枢内毎个线包匝数为15匝,线径ϕ0.64 mm,转速达2800 r/min。调整参数组见表1。

图3 电机电枢绕线接线图
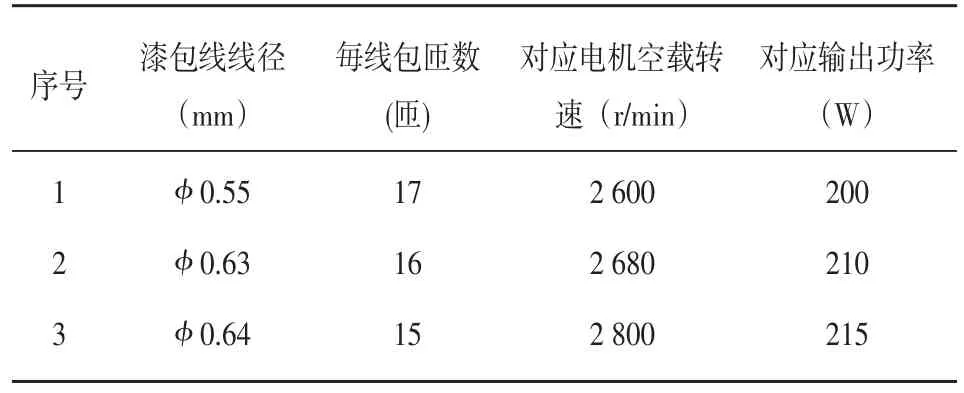
表1 电枢调整参数组(测试输入DC电压为82.5 V)
3 电机制造设备及其工艺
在开发制造过程中,棒球发球机永磁直流电机的制造首先要考虑的是既能保证产品质量,又能降低成本的大批量生产途径,还要考虑设备与工艺的适应性,如制造和检测设备要适应现有材料质量的供应环境,保证各个工序能够使用市场现有的零部件和材料。更要适应维保费用低廉要求,保证买得起用得起。
3.1 电机电枢组件生产设备与制造工艺
转子制造所需的设备,根据各个工艺要求配置了转子叠片入轴机、环氧树脂粉末涂覆机、绝缘端板和换向器压入机、自动双飞叉绕线机、整流子自动焊接机、整流子精车机、耐压测试仪、电枢综合测试机、自动滴漆机和动平衡机等。
所对应的转子制造工艺流程是:检验硅钢片冲压质量——转子迭片、齐片、扭斜槽——转子轴压装至铁芯——检验压装斜槽角度、压装轴与铁芯的垂直度——转子内槽环氧树脂粉末涂覆——检验涂覆层厚度、均匀性以及是否有涂层缺陷——压装整流子——检验整流子与铁芯槽对应位置是否正确——转子绕线——检验绕线质量(如整流子是否有漏钩现象)——整流子焊接——检验毎线包电阻值(如是否有虚焊或短线现象)——插绝缘槽板——测试对地耐压和对地绝缘电阻——转子滴浸绝缘漆——车削整流子——去除铜屑及检验表面粗糙度——转子动平衡检验——电枢综合测试(如测试电气强度、绝缘电阻、绕组电阻、匝间绝缘、匝间冲击试验等)。
在转子内槽涂覆绝缘层时,由于转子铁芯直径大而且长度较长,按常规涂覆工艺必将影响到对铁芯槽的涂覆效果和质量,因此,在涂覆工艺上必须加以改善,高频加热模式要改成间歇加热多次,在每次加热到位时,马上将已经被加热过的转子移至流化床上粉,这样经过多次上粉,绝缘粉末才能均匀粘附于每一线槽里面,再进行固化加热,粉末流平以致固化,从而保证了涂层质量。
整流子车削时,要保证车削圆柱面的表面质量,粗糙度Ra≤0.2 μm,这样的表面质量,电机运转中火花减少,碳刷寿命长。车削后,要注意清理铜屑,首先要使用专用的扫屑装置,把镶嵌粘附于整流子片槽的铜屑清扫干净,然后使用压缩高压空气吹干净。这样,就能够在匝间耐压测试或者使用过程中,避免由于未清理干净铜屑引起的转子短路。
3.2 电机定子组件生产设备与制造工艺
定子组件制造所需设备,根据工序要求,配置了磁钢涂胶机、磁钢气动压装机、磁钢固化烘炉、电容式充磁机及充磁夹具、磁通测量仪等。
所对应的转子制造工艺流程是:电机壳体尺寸检验和除锈、除油——壳体涂粘接剂——磁钢尺寸检验和外观检验——专用夹具压装、固定磁钢——粘接加温固化粘结剂——铁氧体磁钢充磁——测量磁通量是否饱和。
为满足电机磁路设计要求,磁钢采用四块瓦形铁氧体材料[2],并按图1所示对称粘接到壳体内圆柱面上,铁氧体型号为Y30H-2,符合ST/T10410-93标准,此材料剩磁感应强度Br≥4 000 G,矫顽力Hc≥3 400 Oc。充磁工序的安排是采用把铁氧体装在电机壳体上形成定子组件后进行充磁工序。
因此,为得到高效充磁,采用电容式充磁设备,此类充磁设备的电源优点是对磁钢的充磁速度快,电压在DC900 V~1 200 V之间,且电容箱中能量可以在一个很短的时间内释放出一个很大幅值的电流脉冲,这些电流(幅值最高可达5 000 A)能够产生很大的磁场。而这个充磁磁场的磁场强度通常大于永磁材料内矫顽力的3~5倍[3],足够能量对铁氧体磁钢进行高效的充磁达到磁饱和状态。
3.3 电机总装制造工艺
电机总装配是在装配好电枢组件、定子组件以及其他如碳刷组件等后进行,目的就是装配后电机能顺畅运转,震动小,噪音低,达到安全性能和电气各参数。
总装配需要的主要设备是压装轴承小型气压机及其夹具、转速表、量程DC 0~90 V专用直流调压表、电机出厂综合测试机。
所对应的装配工艺流程如下:检查电枢组件、定子组件、碳刷组件、前后端盖、轴承等尺寸和外观质量——在后端盖固定碳刷盒——电源引出线焊接及电源线盒固定在后端盖上——分别装压滚动轴承进前后端盖轴承孔——装配挡圈至转子轴挡圈槽上及热压装轴承垫套至轴承颈上——装后端盖组件——装定子组件——压装前端盖组件——用M5长螺钉穿过定子组件内部固定前后端盖——分别装进一副碳刷组件——测量碳刷两端电阻是否符合要求——装风叶及风叶罩——接通从小至大调至DC75 V电机试运行——调整轴向间隙和装配精度——转速、震动、噪音检验及对地耐压试验680 V/min——电机出厂测试。
整机装配式需注意的问题:为了电机整机装配后转动顺畅,便于调整整机装配后的轴向间隙和轴向预紧力,在压装轴承至前端盖轴承孔前,需预先放置波形垫圈至轴承孔内。
4 结论
通过对棒球永磁电机结构优化设计、电机各参数的调整、电机制造新方法应用与新工艺的完善、各关键零部件材料的合理选择,开发出寿命长,体积小,扭矩大,适合棒球自动发球机使用的永磁直流电机,电机产品经过三年实际应用,效果良好。
[1]陈景华.民用微电机原理与设计[Z].电子部21所,1990.
[2]张子忠,王铁成.微电机结构工艺学[M].哈尔滨:哈尔滨工业大学出版社,1997.
[3]龚垌.电机制造工艺学[M].北京:机械工业出版社,1988.
A Baseball Pitching Machine Permanent Magnet DC Motor Development
ZHOU Jin-tian
(Guangdong Engineering Polytechnic,Guangzhou510520,China)
The permanent magnet DC motor development process on baseball pitching machine,introduced the production of permanent magnetic DC motor is the key equipment and instrument,sums up the manufacturing process of each component of permanent magnetic DC motor armature,stator and assembly,the motor manufacturing technology and production site management personnel to grasp the current permanent magnetic DC motor manufacturing technology.
baseball pitching machine;permanent magnet DC motor;armature;carbon brush
TM351
:A
:1009-9492(2014)12-0215-04
10.3969/j.issn.1009-9492.2014.12.055
周锦添,男,1965年生,广东新兴人,大学本科,高级工程师。研究领域:机械设计、电机生产系列设备、电机生产工艺、机电一体化技术。已发表论文6篇。
(编辑:王智圣)
2014-07-17