数控仿真系统在实践教学中的应用*
2014-02-11朱同波
朱同波
(闽南理工学院,福建泉州 362700)
数控仿真系统在实践教学中的应用*
朱同波
(闽南理工学院,福建泉州 362700)
数控仿真系统是基于计算机应用技术对数控机床加工操作过程进行模拟仿真的一门新技术。在数控加工操作之前,利用该技术的特点,在实践教学中应用数控仿真软件,通过三维动态仿真,进行数控加工操作,建立感性认识,以提高教学效果,为熟练掌握数控加工技术发挥显著作用。
数控;仿真;操作;实践教学
0 前言
数控仿真系统是基于计算机应用技术对数控机床加工操作过程进行模拟仿真的一门新技术。随着社会的需求不断发展,学校和培训机构在实践教学中将不断面向新的数控系统、新的数控机床、新的教学培训内容,加快了数控仿真技术的发展[1]。该技术面向实际生产过程的机床仿真操作,加工过程三维动态的逼真再现,能使每一个学生对数控加工建立感性认识,可以反复动手进行数控加工操作,有效解决了因数控设备昂贵和操作危险性,很难做到学员“一人一机”的问题,在培养全面熟练掌握数控加工技术的实用型技能人才方面发挥显著作用。
1 数控仿真系统
1.1 数控仿真系统介绍
目前国内较为流行的仿真软件有上海宇龙、南京斯沃、南京宇航、北京斐克、广州超软等数控加工仿真软件。这些软件都是以计算机为平台进行的,一般都具有数控加工过程的三维显示和模拟真实机床的仿真操作功能。
1.2 数控仿真系统的优点
针对目前市场上流行的几款数控仿真系统软件,相比较数控机床而言,一般具有以下技术性能。
(1)模拟数控系统的操作和使用,支持多种数控系统,能够从编程、毛坯准备、刀具准备、安装、对刀到虚拟数控加工的全过程进行数控仿真,等同于对真正的CNC机床进行操作。
(2)具有车、铣等各种加工功能,可对各种刀具和多种工件材质的加工工艺参数进行设定和在加工过程中进行实时监测,能够提供刀具补偿、坐标系设置等系统参数设定,同时具有报警提示功能。
(3)可进行对加工工件自动测量。
(4)支持Internet/Intranet,适应支持TCP/IP UDP协议的网络环境;系统采用工业标准OpenGL图形库,显示效果真实、准确
(5)具有远程教学和管理功能。
1.3 数控仿真系统的局限性
目前存在的数控仿真系统中预先设定了大量假设因素,如设定工艺系统刚性满足要求,无振动,无硬点等缺陷等理想情况,而现实加工过程中,则存在大量不确定因素。这种假定的理想状态不能将切削过程中的随机干扰如工件硬点造成的材质变化、振动造成的切深变化等因素考虑进去,使仿真系统不能真实地反映实际切削过程。
数控仿真系统中大多设有危险预警系统,完全没有危险性。恰恰是这些特点,长时间使用仿真软件会降低学生的安全意识,可能会随意操作。另外,数控仿真系统对于宏程序等高级功能方面的支持还有待提高。
1.4 数控仿真系统的发展方向
数控仿真系统是一个极具潜力的前沿研究领域,由许多先进学科、先进知识形成的综合技术系统,目前正朝着网络化、智能化、集成化、开放式的系统发展,甚至可以根据用户要求自行定制。很多机床厂家把某一类型的虚拟机床作为该类型数控机床的附件,提高数控机床的市场竞争力、增加机床产品的附加值,使得数控仿真系统得到了更大的发展[2]。
2 数控仿真实例
如图1,工件毛坯尺寸为140 mm×100 mm× 20 mm,完成图1零件的数控铣削仿真加工(本文以宇龙数控仿真软件为例)。
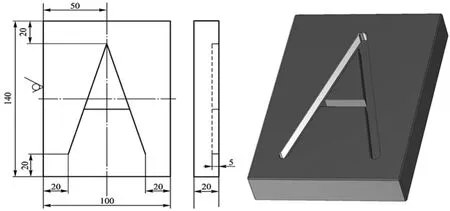
图1 零件图
2.1 软件界面操作
(1)进入数控加工仿真系统
首先启动加密锁管理程序,然后启动数控加工仿真系统,系统弹出“用户登录”界面,点击“快速登录”按钮或输入用户名和密码,再点击“登录”按钮,即可进入数控加工仿真系统。
(2)选择机床类型
打开菜单“机床/选择机床”,在选择机床对活框中选择控制系统类型和相应的机床,并按确定按钮,选择北京第一机床厂的立式加工中心,如图2。
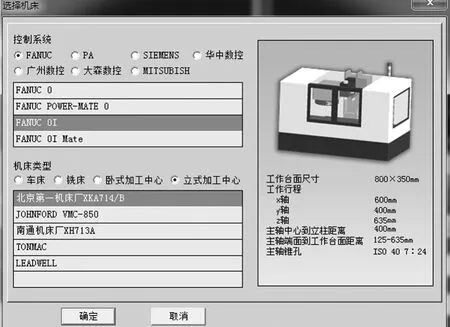
图2 选择机床类型
(3)工件的定义
打开菜单“零件/定义毛坯”,按照题目要求定义尺寸,如图3。
(4)选择夹具
打开菜单“零件/安装夹具”命令,先在“选择零件”列表框中选择毛坯。然后在“选择夹具”列表框中间选夹具,长方体零件可以使用工艺板或者平口钳,该题选择工艺板,调整夹具尺寸,如图4。

图3 定义工件
(5)安装工件
打开菜单“零件/放置零件”命令,根据实际情况调整零件位置,同时选择安装压板,并根据工件大小选择压板的尺寸。如图5。
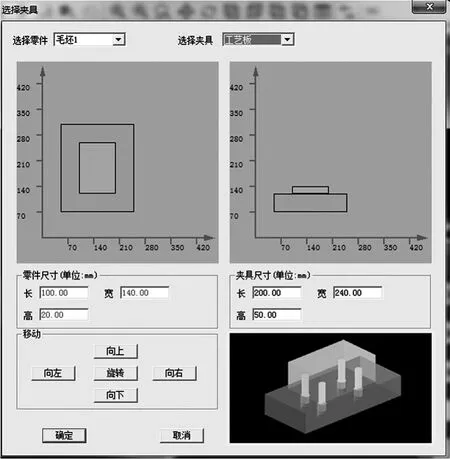
图4 选择夹具
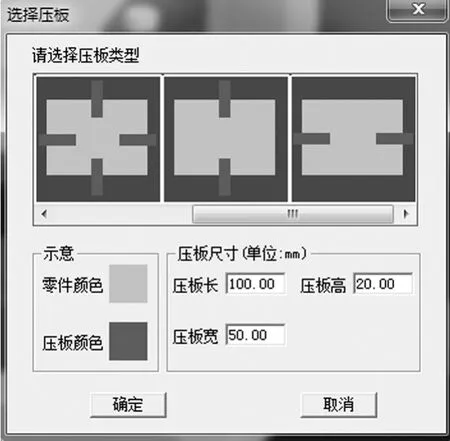
图5 选择压板
(6)选择刀具
打开菜单“机床/选择刀具”,根据题目,该题选择直径为6 mm的平底刀,如图6。
2.2 加工界面仿真操作
(1)机床准备
开机:将急停按钮松开。按下操作面板上的“启动”按钮,加载驱动,当“机床电机”和“伺服控制”指示灯亮,表示机床已被激活。
回参考点:在回零模式,依次选择操作面板上的X、Y、Z轴,点击“+”按钮,此时X、Y、Z轴将回零,当回到机床参考点时,相应操作面板上“X、Y、Z原点灯”的指示灯亮,同时LCD上的X、Y、Z坐标变为“0.000”,如图7。
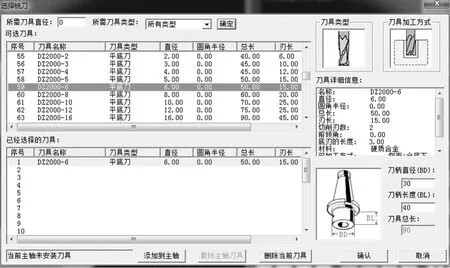
图6 选择刀具
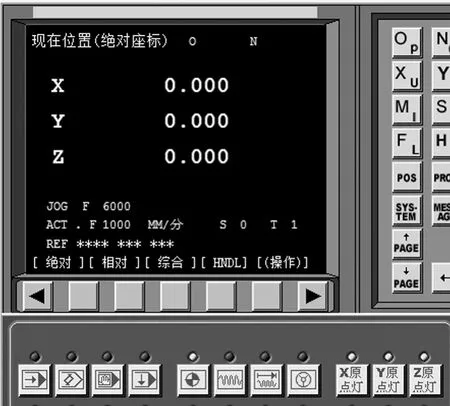
图7 回参考点
(2)对刀管理及参数录入
对于铣床或加工中心X、Y向对刀通常采用寻边器对刀和刚性棒对刀。该题选用寻边器对刀。寻边器有固定端和测量端两部分组成。固定端由刀具夹头夹持在机床主轴上,中心线与主轴轴线重合。在测量时,主轴以400 r/min左右旋转。
1)X轴方向对刀
先让装有寻边器的主轴靠近工件左侧,区别是在碰到工件前使主轴转动起来,正反转均可,寻边器未与工件接触时,其测量端大幅度晃动。这时使用点动方式或手轮方式微调进给,寻边器继续向工件移动,偏心距逐渐减小,直至测量端和固定端的中心线重合。
定义X为刀位点与机床为的相对值,将基准工件直径记为X1,将定义毛坯数据时设定的零件长度记为X2,则:
如果以工件上表面中心为工件坐标系原点,其X=X1/2+X2/2;
本例中:X=-50-5=-55 mm。
2)Y轴方向对刀
在左视图中,同样先让装有寻边器的主轴靠近工件左侧,区别是在碰到工件前使主轴转动起来,正反转均可,寻边器未与工件接触时,其测量端大幅度晃动。这时使用点动方式或手轮方式微调进给,寻边器继续向工件移动,偏心距逐渐减小,直至测量端和固定端的中心线重合。
定义Y为刀位点与机床为的相对值,将基准工件直径记为Y1,将定义毛坯数据时设定的零件长度记为Y2,则:
如果以工件上表面中心为工件坐标系原点,其Y=Y1/2+Y2/2;
本例中:Y=-70-5=-75 mm。

图8 寻边器X方向对刀

图9 寻边器Y方向对刀
3)Z轴对刀
铣床对Z轴对刀时采用的是实际加工时所要使用的刀具,塞尺检查法。
当工件的上表面不能作为基准或切削余量不一致时,可以采用试切法对刀。
将X、Y、Z的参数录入G54参数中,分别点“测量”,系统会自动计算出机床坐标,如图10。
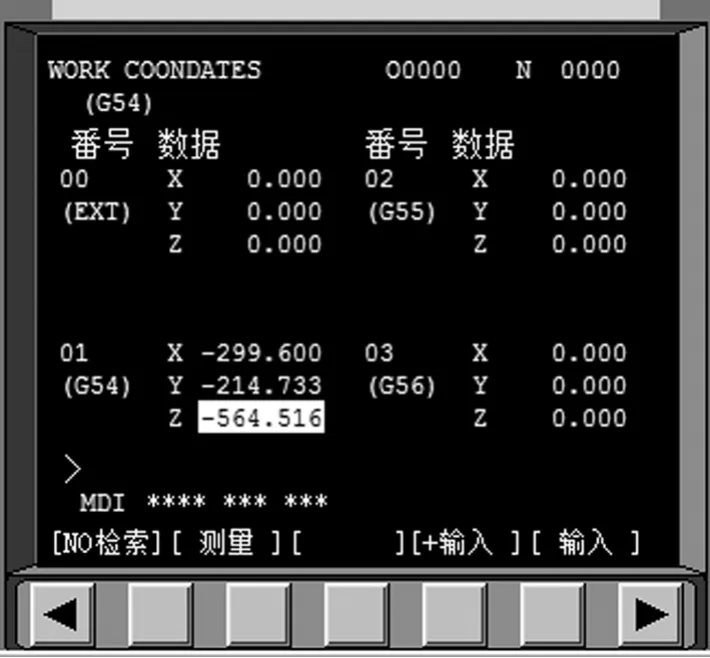
图10 对刀参数输入
(3)数控程序处理
在编辑模式下,将数控程序可以通过记事本或写字板等编辑软件输入并保存为文本格式文件,打开菜单“机床/DNC传送…”,在打开文件对话框中选取文件。在文件名列表框中选中所需的文件,按“打开”确认;在按LCD画面软键“[(操作)]”,再点击画面软键,再按画面“[READ]”对应软键。
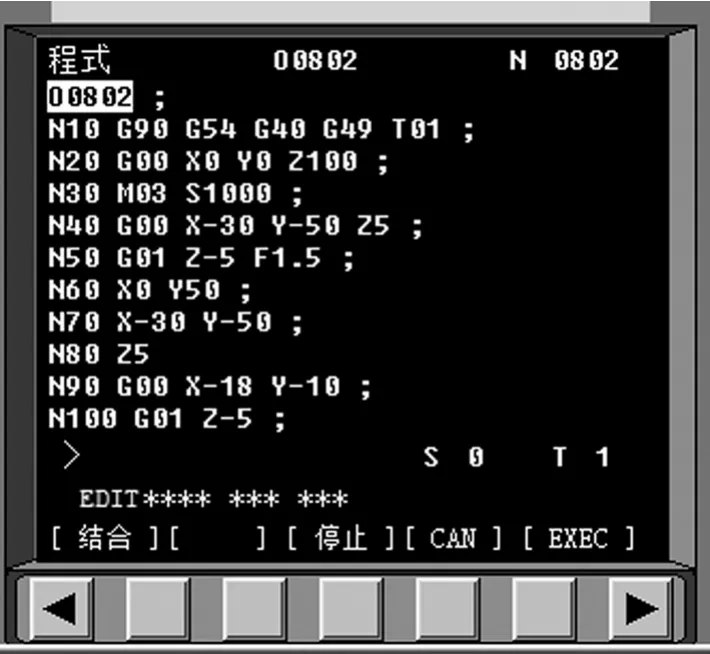
图11 程序录入
用MDI键盘在输入域键入文件名,Oxx,(O后面是不超过9999的任意正整数),如“O0820”。
点击画面“[EXEC]”对应软键,即可输入预先编辑好的数控程序,并在LCD显示,如图11。
(4)自动加工
在一切准备就绪后,调用程序,在自动模式下,点击“循环启动”,开始加工,如图12。

图12 自动加工
(5)测量工件
待加工完后,点击“测量”按钮,对所加工工件的长、宽和槽深等参数进行测量,确保加工精度,如图13。
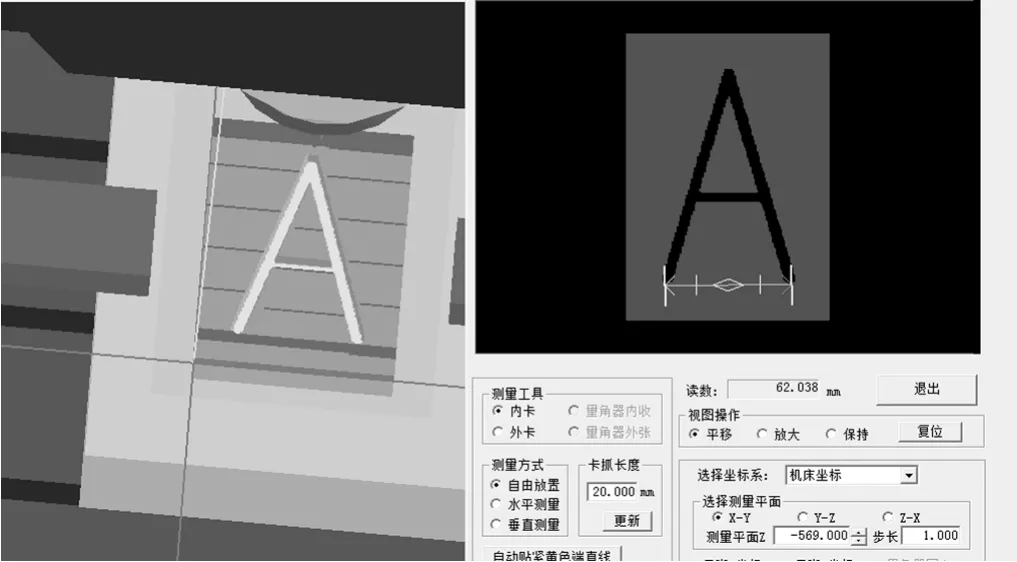
图13 测量工件
3 结束语
数控技术是制造业信息化的重要组成部分。而数控仿真软件技术不仅在传统的工程技术领域(航空、航天、化工等方面)继续发展,而且扩大到社会经济、生物等许多非工程领域,可见,数控仿真软件在实践教学中的作用更是不容忽视。
[1]齐洪方.数控编程与加工仿真[M].北京:北京理工大学出版社,2010.
[2]李桂云.宇龙数控仿真软件使用指导[M].北京:高等教育出版社,2008.
NC Simulation System Application in Practical Teaching
ZHU Tong-bo
(Minnan University of Science and Technology,Quanzhou362700,China)
The numerical control simulation system is based on computer application technology of numerical control machine operation process simulation of a new technology.Before NC machining operation,using advantage of the characteristics of the technology,applicates numerical control simulation software in the practical teaching,through 3D dynamic simulation,for NC machining operation,establishs perceptual knowledge,in order to improve the teaching effect,plays a significant role for mastering the numerical control processing technology.
CNC;simulation;operation;practice teaching
TG659
:A
:1009-9492(2014)12-0061-05
10.3969/j.issn.1009-9492.2014.12.016
朱同波,男,1986年生,黑龙江人,硕士,助教。研究领域:机械设计制造。
(编辑:阮 毅)
*闽南理工学院教学改革与研究项目(编号:2013B09);福建省中青年教师教育科研项目(编号:JB13233)
2014-08-21