瓶盖垫片冲塞机的设计与研究*
2014-02-11刘楚辉彭姣娇
黄 晋,刘楚辉,徐 乐,夏 琳,彭姣娇
(嘉兴学院机电工程学院,浙江嘉兴 314000)
瓶盖垫片冲塞机的设计与研究*
黄 晋,刘楚辉,徐 乐,夏 琳,彭姣娇
(嘉兴学院机电工程学院,浙江嘉兴 314000)
针对现有瓶盖垫片冲塞机所存在的生产能力不足的问题,提出一种新的设计方案。采用传送带取代传统的振动送料盘送盖,以大大提高理盖速度并降低噪声。利用盖口朝向不同的瓶盖重心位置上的差异进行瓶盖筛选,剔除盖口朝向不满足要求的瓶盖,方法简单而有效。将瓶盖垫片的冲裁和填塞进行合并,缩短了工序,可显著提高生产效率。通过更换不同型号的冲裁模、转盘和推杆,并调节送盖滑道两侧夹板的间距就能适应不同规格瓶盖的要求,为实现瓶盖的高速全自动生产奠定了基础。关键词:理盖;重力选盖;送盖;垫片冲塞
0 引言
瓶盖自动塞垫技术是近几年随着瓶盖生产自动化水平提升产生的,利用该技术可提高瓶盖生产效率,保证瓶盖卫生。北京先略投资咨询有限公司对瓶盖垫片自动冲塞机市场进行了深入、广泛的调查,并结合国家统计局、商务部、工商部门、海关和行业协会等官方权威数据,整理发布了《2013年中国瓶盖垫片自动冲塞机市场调研报告》。根据该报告,我国瓶盖垫片自动冲塞机的产量逐年增长,且增长比例呈上升趋势。然而,与西方发达国家相比,我国的瓶盖垫片冲塞机依旧存在机械性能落后,自动化水平低,对不同规格瓶盖的适应性差等诸多不足[1]。
河南省安阳市华强包装有限责任公司于2010年推出了效率高、清洁度好、能适合于不同规格的瓶盖及铝箔垫片的高速瓶盖塞垫机。该机器具有自动理盖、瓶盖输送、塞垫入盖和点胶4大功能,采用振动上料盘将凌乱的瓶盖排列输出,并使所有瓶盖盖口朝上,理好的瓶盖被有序、准确地输送至垫片入盖机构完成点胶和垫片塞入动作;但是,该机器需提前把垫片剪切好才能再加工,不能完全实现自动化生产,且成本较高[2]。我国虽然有巨大的市场以及良好的发展前景,但在瓶盖垫片冲塞机研制上存在技术瓶颈,长期受制于人,严重阻碍了行业的发展。因此,有必要设计适应性强、效率高、自动化程度更高的瓶盖垫片冲塞机,从而提高我国在该行业中的竞争力[3]。
1 瓶盖垫片冲塞机的结构与工作原理
如图1所示,瓶盖垫片冲塞机的工作过程可分为理盖、送盖、送纸、冲裁、塞垫和废纸料回收6个主要工序。
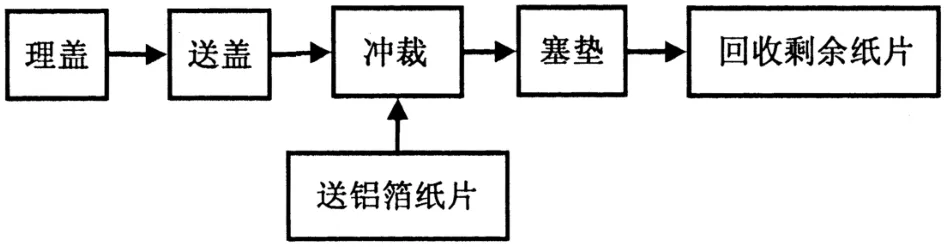
图1 瓶盖垫片冲塞机的工作过程
瓶盖垫片冲塞机的基本结构如图2所示,主要包括理盖机构、送盖机构、送纸机构、冲裁机构、塞垫机构和废纸料回收机构六大组成部分。理盖机构由一个槽型传送带和两根固定于传送带上方的档杆组成。送盖机构由送盖滑道和旋转送盖机构组成,送盖滑道位于传送带左侧,靠近传送带的部分与传送带位于同一平面上,并带有一个选盖缺口,送盖滑道通向其下部安装的旋转送盖机构。
瓶盖在经过理盖机构的传送与整理后进入送盖机构,此时瓶盖的盖口存在两种不同的朝向,当它们滑至选盖缺口时,开口方向不满足要求的瓶盖翻倒并滑回料箱,其余瓶盖则顺利通过缺口并继续下滑,经送盖滑道底部的开孔和竖管,按顺序落入下面连接的旋转送盖机构。旋转送盖机构可准确控制其转角和停止位置,按一定时间间隔将瓶盖送到指定冲塞位置。瓶盖定位夹紧机构夹紧瓶盖实现精确定位,冲裁塞垫机构将纸料冲裁成垫片并进一步将其塞入瓶盖。完成垫片冲塞后,纸料输送机构将纸料向前输送给定的距离,冲裁后余下的废纸料由废料回收机构向前卷起,之后旋转送盖机构转动一个指定的角度,使完成塞垫的瓶盖从送盖转盘的定位孔中落下至成品箱,并将新的未塞垫的瓶盖送至冲塞位置。
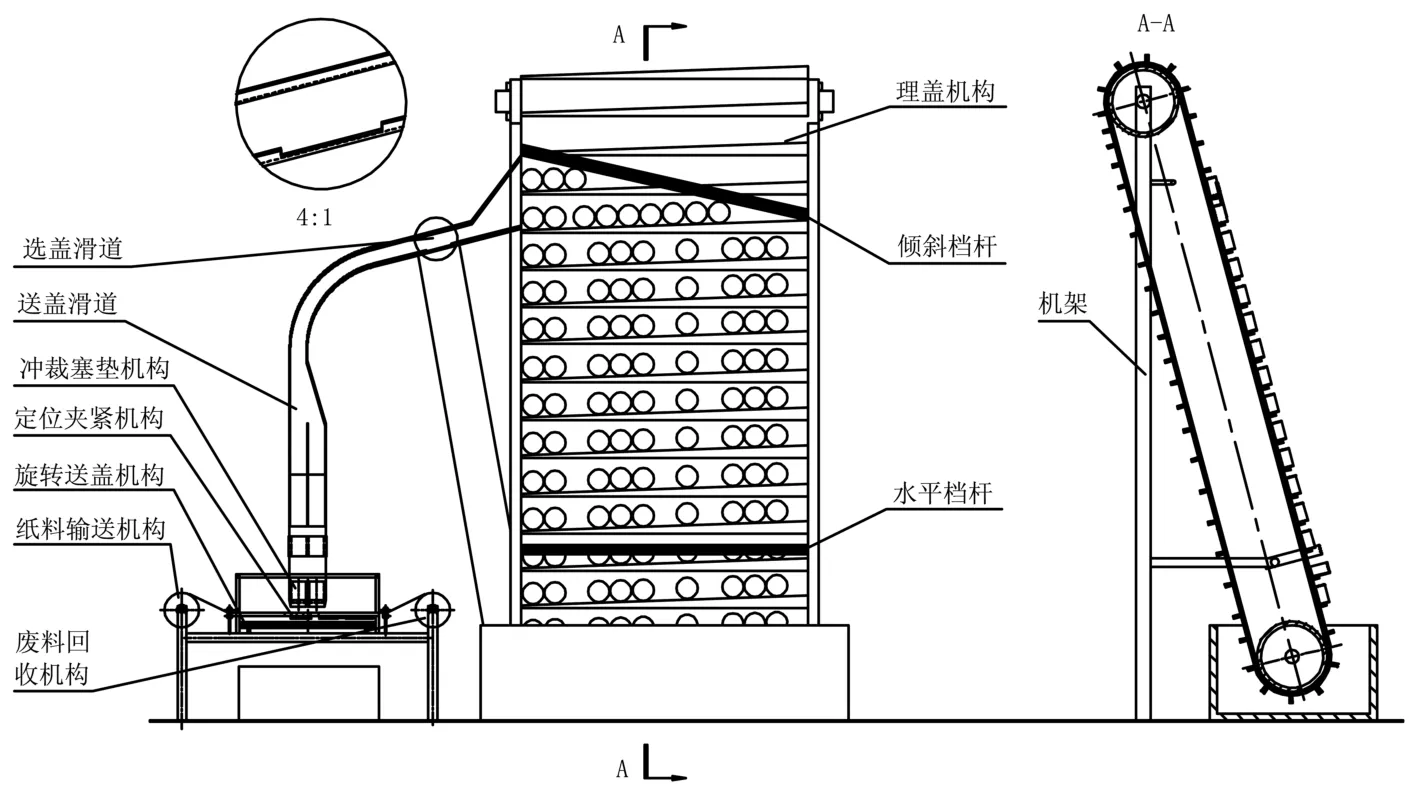
图2 瓶盖垫片冲塞机的结构
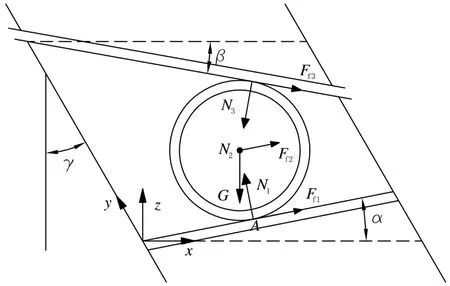
图3 瓶盖在传送带和倾斜档杆共同推动下的受力分析
2 瓶盖输送与初选
传送带的整体高度为1 000 mm,宽度为400 mm,与竖直面成一定角度γ倾斜布置。传送带的表面分布有一系列凹槽,每条槽可容纳一定数量的瓶盖,将其向上输送并完成初步筛选。每条凹槽从料箱中带上来的瓶盖有一部分未完全躺卧于槽内,当它们碰到水平档杆时将被刮落,掉回料箱。每条凹槽内剩下的瓶盖均完全躺卧于槽内,不会互相重叠、干扰。这部分瓶盖可随输送带一起继续向上运动,直至碰到倾斜档杆,然后在其推动下进入选盖滑道。为了保证瓶盖能顺利地被推送进入送盖滑道,传送带上的每条凹槽的下侧面均向左倾斜α角,取值范围为2°~5°,同时,倾斜档杆与水平面之间的夹角β也必须取适当的角度值。
躺卧于传送带凹槽内的瓶盖在传送带和倾斜档杆的综合推动下向左滑动时的受力如图3所示。瓶盖受到一个空间力系的作用,包括:重力G、凹槽下侧面施加的支撑力N1和摩擦力Ff1、凹槽底面施加的支撑力N2和摩擦力Ff2以及倾斜档杆施加的正压力N3和摩擦力Ff3。当瓶盖在传送带和倾斜档杆的综合推动下,沿着凹槽向左匀速滑动时,需满足以下力平衡方程和力矩平衡条件[4]:
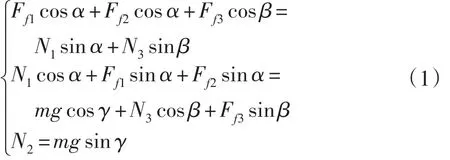
其中,m为单个瓶盖的质量;g为重力加速度。根据摩擦力和正压力的关系,又有:

其中,f为橡胶传送带与塑料瓶盖间的摩擦因数。当瓶盖在传送带和倾斜档杆的综合推动下,沿着凹槽向左匀速滑动时,它在xoy坐标平面内需满足以下力矩平衡条件:

其中,r为瓶盖外圆柱面的半径。
取瓶盖与传送带的摩擦因数f=0.33,单个瓶盖质量为m=2.087克,瓶盖外圆柱面的半径r= 28 mm,传送带上每条凹槽下侧面的左倾角α= 2°,传送带与竖直面之间的夹角γ=15°,联立(1)式、(2)式和(3)式即可解得倾斜档杆与水平面之间的夹角β=33.248°,设计取值为β=34°。
3 瓶盖筛选
要保证能够将垫片塞入瓶盖内,通过送盖滑道进入垫片冲塞机构的瓶盖必须是盖口朝上的。为了获得朝向满足这一要求的瓶盖,在送盖滑道的前段上开出一个缺口,具体结构如图4所示。
如图4所示,瓶盖重心点到盖口平面的垂直距离为a,到滑道底面的垂直距离为c,滑道底部的选盖缺口沿宽度方向的尺寸为b。当瓶盖的盖口朝向选盖缺口一侧时,瓶盖滑至选盖缺口处时的受力平衡方程为:
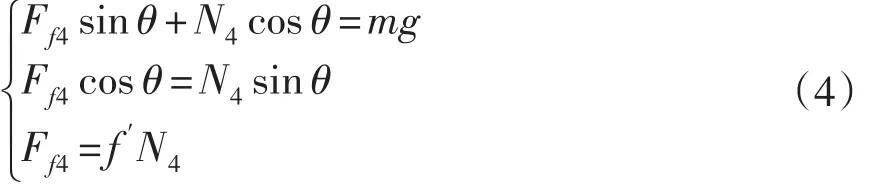
其中,f‘为送盖滑道底面与塑料瓶盖间的摩擦因数。由上式可解得:

当瓶盖的盖口朝向选盖缺口时,瓶盖不会绕B点翻倒的力矩条件为:

将(5)式代入(6)式有:

对于那些盖口背对选盖缺口的瓶盖,若有:

瓶盖重力和选盖滑道对瓶盖的支撑力所产生的力矩钧为翻转力矩,瓶盖必将翻倒并滑回料箱;若有:

选盖滑道对瓶盖的支撑力所产生的力矩为翻转力矩,而瓶盖重力所产生的力矩为阻止瓶盖翻转的力矩,此时瓶盖绕B点翻倒的力矩条件为:

将(5)式代入(10)式有:

当瓶盖的盖口背对选盖缺口时,综合以上(8)、(9)和(11)式有瓶盖必将翻倒的条件为:b>h-2a-2rtanθ。于是,选盖缺口的尺寸须满足条件:

才能保证选盖滑道能实现选盖的功能。
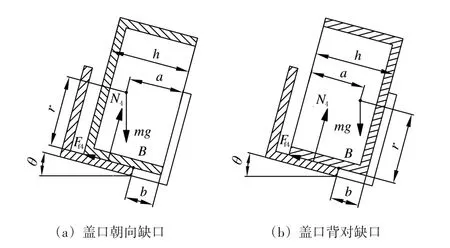
图4 瓶盖滑至选盖缺口时的受力分析
4 旋转送盖与定位夹紧机构
如图5(a)所示,旋转送盖机构包括一个由电机驱动的转盘、一个固定不动的扇形档板和一个弧形挡条。如图5(b)所示,固定于冲裁模下表面上的气缸及其推杆与转盘和扇形档板一起构成了瓶盖定位夹紧机构。
瓶盖经送盖滑道底部的竖管,两个一组按顺序落入旋转送盖机构的转盘的定位孔内,转盘在步进电机的驱动下旋转60°,推动瓶盖使之进入冲塞位置,然后气缸驱动推杆将瓶盖从转盘定位孔的大端推送至小端,并与转盘一起压紧、固定瓶盖,接着由冲塞机构进行垫片的冲裁与填塞。冲塞杆完成冲塞时触发行程开关,气缸驱动推杆回缩,转盘再次转动。完成塞垫的瓶盖在转盘和扇形档板上的弧形挡条的共同推动下,从转盘定位孔的小端逐渐回到大端,并向扇形档板的边缘靠近,当其失去扇形档板的托举作用时便从转盘固定孔的大端中掉落至成品箱[5-6]。
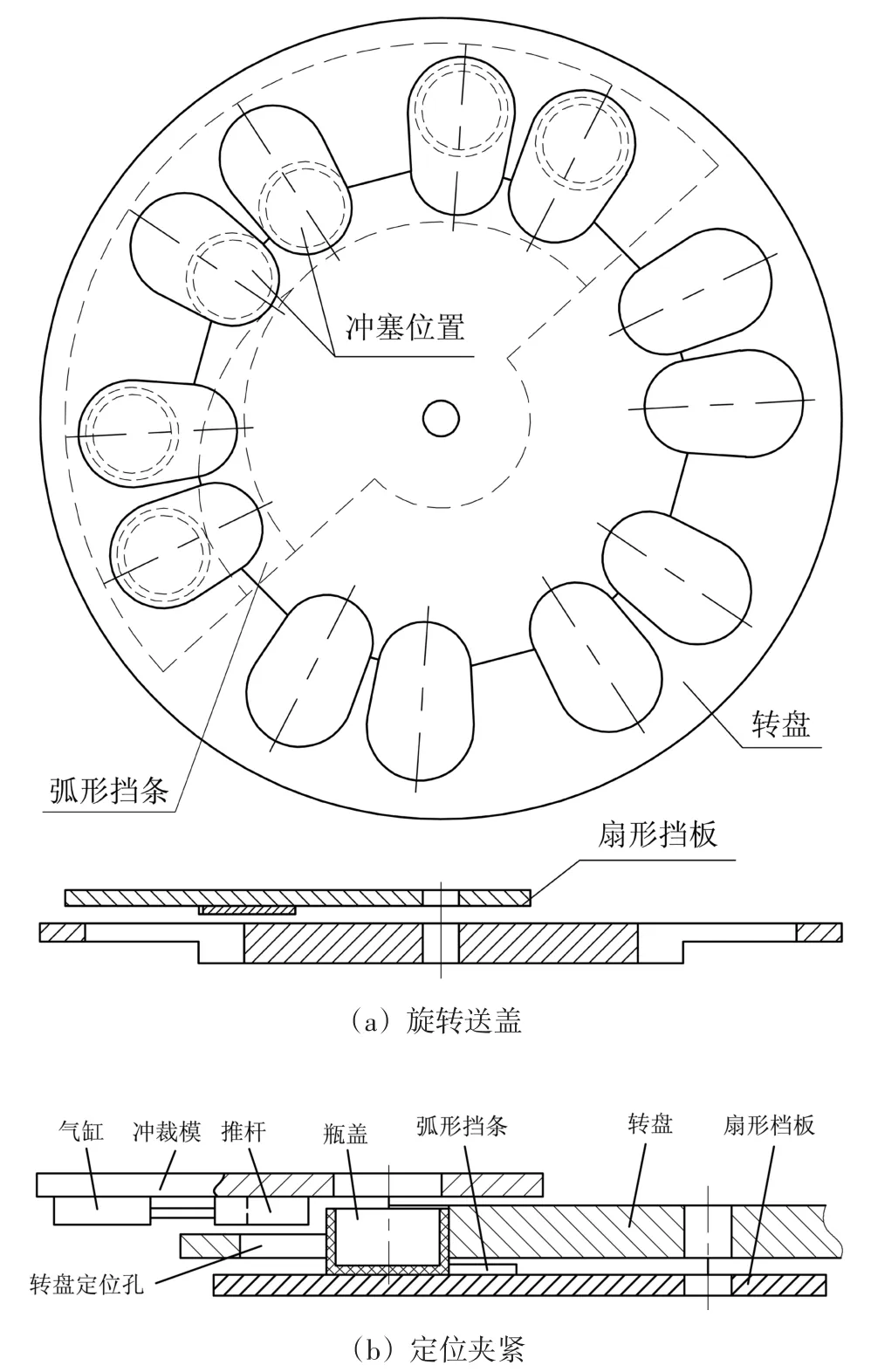
图5 旋转送盖与定位夹紧机构的结构与组成示意图
5 瓶盖垫片冲塞
为了大幅度提高瓶盖垫片冲塞机的工作效率,将瓶盖垫片的冲裁和填塞工序合并。如图6所示,冲塞机构主要由冲塞头座、冲裁杆、填塞压轴、冲裁杆档板、压轴档板、冲裁弹簧、填塞弹簧、压轴头以及若干螺钉组成。冲裁杆与塞垫压轴合而为一,冲裁杆为中空结构,填塞压轴安装在冲裁杆内,填塞压轴头的直径略小于冲裁杆的内径。冲裁杆完成垫片的冲裁后,冲塞头继续向下运动,当冲裁杆刀口上方的凸台与冲裁模上表面接触时,冲裁杆向下的运动受到阻挡,冲裁弹簧被压缩,而填塞压轴则继续向下运动,将垫片压入瓶盖,当压轴头下表面到达瓶盖底部时,填塞弹簧被压缩,然后触发行程开关,冲塞头反向运动并回到初始位置。由于冲塞杆总行程不超过40 mm、动作迅速,且冲裁剪切力较小,故冲塞机构采用气压缸驱动。
图6 冲塞机构的结构与组成
6 总结
针对我国现有瓶盖垫片冲塞机所存在的问题,设计了一种新的高效瓶盖垫片冲塞机。从瓶盖垫片冲塞的功能需求出发,对瓶盖冲塞机的理盖机构、送盖机构和冲塞机构进行了分析与设计。采用传送带送盖,利用盖口朝向不同的瓶盖在重心位置上的差异进行瓶盖筛选,方法简单有效,提高理盖速度并降低了噪声。所设计的送盖滑道为活动机构,通过调节两侧夹板的间距,并更换不同型号的送料板和挡料板,即可适应不同规格瓶盖的生产。通过实现双排送盖设计,使得该高效瓶盖垫片冲塞机的加工速度较之同类产品提高一倍。
[1]于策.包装机械行业发展预测[J].中国包装工业,2006(3):24-25.
[2]龚晔.国外包装机械市场需求两旺[J].中国包装工业,2006(4):16-18.
[3]李杨.医用瓶盖冲塞机的机械设计与控制研究[D].上海:上海大学,2007.
[4]郑文纬,吴克坚.机械原理[M].北京:高等教育出版社,2011.
[5]徐海琴,陶纪明,朱俊,等.瓶盖冲塞机输送滑轨结构动力特性分析与改进[J].机械工程师,2007(10):54-56.
[6]焦昊昊.瓶盖同向排列的创新设计[J].现代制造工程,2006(1):111-112.
Design and Research of Machine for Blanking and Filling Paper Pad into Bottle Cap
HUANG Jin,LIU Chu-hui,XU Le,XIA Lin,PENG Jiao-jiao
(College of Mechanical-Electrical Engineering,Jiaxing University,Jiaxing314000,China)
Aim to the inefficiency of production which medicine bottle cap paper pad washing exists,a new design scheme is put forward. This project adopts the conveyor belt to replace the traditional vibration feeding plate to send cap that greatly enhances the speed of cap sorting as well as reduces noise.It takes advantages of the difference of cap center of gravity position because of caps mouth towards different direction and gets rid of the caps whose mouths’ direction cannot meet the requirements.This approach is quite easy and effective.In addition,combing blanking and tamping of cap gasket shorten the process and improve the efficiency of production significantly.What’s more,it can adapt to different caps of specification requirement by means of replacement of blanking die,turntable and push rod of different models and adjust to distance between slides to send cap on both sides of the plywood.It lays a solid foundation for the realization of high speed and automatic production of caps.
bottle cap sorting;bottle cap selection by gravity;bottle cap transportation;paper blanking and padding
TB486
:A
:1009-9492(2014)12-0047-04
10.3969/j.issn.1009-9492.2014.12.011
黄 晋,男,1991年生,浙江人,大学本科。研究领域:瓶盖垫片冲塞机设计。
(编辑:阮 毅)
*2014年浙江省大学生科技创新活动计划暨新苗人才计划资助项目(2014R417011)
2014-06-29