变速箱上盖拔叉孔加工夹具设计
2014-02-10彭玉年
彭玉年
(广东省工业高级技工学校,广东韶关 512000)
变速箱上盖拔叉孔加工夹具设计
彭玉年
(广东省工业高级技工学校,广东韶关 512000)
变速箱上盖是汽车用来换档的重要零部件之一,它可以改变传动比,满足不同行驶条件对牵引力的需要。就变速箱上盖拔叉孔加工夹具设计方案进行论述,通过采用这套夹具体和钻模,不但保证了工件的形位要求,提高了该产品的加工质量,同时也缩短了辅助加工时间,提高了生产效率。
变速箱上盖;夹具;刀具选用;定位基准;钻模;同轴度
1 产品图纸技术要求的分析
产品如图1所示,此产品从形状特征分析可知,是一个薄壁腔形零件,材料为灰口铸铁毛坯件,形状较复杂,加工的部位较多,零件的公称尺寸、形位公差要求、表面粗糙度精度要求都较高。如工件上下表面平面度要求是0.15 mm,四组孔每组孔的同轴度要求是ϕ0.04 mm,由于每组孔的轴向长度很大,从此同轴度要求可以看出加工这四组孔要保证这每组孔的同轴度难度较大,另外在三组孔的一端都有mm深10 mm的台阶孔,另一组的另一端也有深10 mm的台阶孔,四组孔ϕ20+0.153 +0.120mm的表面粗糙度要求是Ra0.8。因此,要保证加工质量,提高生产率,加工出合格的产品,不设计一套专用钻模是难以做到的。所以要加工好这四组长孔,钻模设计的是否合理是夹具设计的关键。

图1 产品图
2 夹具体的设计与制造
实现这四个孔的加工有多种途径,考虑到批量生产,如果用卧式加工中心加工,虽加工质量较好,但是加工效率不高且加工成本高。现在通过上面对技术要求的分析,设计制造了一种专用夹具,如图2所示,用它来保证加工质量,提高加工效率。

图2 专用夹具
(1)设计的思路
1设计一种钻模,将钻模安装到摇臂钻床工作台的侧面,把工件定位夹紧到夹具体上进行加工,首先将快换钻套装入模板,钻出ϕ18的孔,用扩孔钻扩出ϕ19.8的孔,用ϕ20的铰刀半精铰孔,再用ϕ20.08的铰刀精铰。在第二层孔上面也得设计一套钻模板,以保证刀具准确定位,不发生偏斜。对最长组的另一端的孔将模板旋转180°,再钻铰另一端的孔。
2对于两端ϕ22的孔换成另一组ϕ22的快换钻套装铣刀铣出。
(2)夹具结构介绍
夹具结构设计如图3所示。

图3 模具装配示意图
3 定位误差的综合分析与计算
由此变速箱拨叉盖板结构特点可知,此工件在夹具中的定位体常适合平面双销组合定位方案,而且采用一个为圆柱销,另一个为削边销结构比较合理[1]。由技术要求可看出,4组拨叉孔中同一组孔的同轴度ϕ0.040 mm,是第一精度要求,每一组孔之间的孔距公差为±0.05为第二精度要求,其他形位精度要求均不高,则此较容易保证。现以保证每一、第二精度要求为条件进行分析计算。
3.1 定位销参数设计
图3中已给出了工件两个工艺孔(把图中左下角孔称为A孔,右上角孔称为B孔),其两销孔基本尺寸及公差为
(1)确定A圆柱销直径dA及其公差带
销A直径基本尺寸取孔A直径的最小极限尺寸dA=DAmin=10.040mm其基本偏差取g,公差等级取IT7,查轴的极限偏差表得:
(2)确定两销中心距及其公差带
图中给出了两销孔在纵向及横向的基本尺寸及公差分别为:321±0.025、214±0.025,不难算出两定位孔中心距及公差应是以上两项的算术和即L=385.794 mm,公差等级IT7级取为 L孔= 385.794±0.028。取两定位销中心距基本尺寸为工件定位孔中心距基本尺寸L销=L孔=385.794,取两销距公差为孔距公差的1/4,则:T销=,销距公差带按双向对称分布,那么两销距及公差带为
(3)确定削边销及其公差带
当d孔=10 mm时,削边销圆弧宽度b=4,
于是由公式得:

由销B装入条件:

Db的公差等级为IT7,查标准公差数值表得:

由此确定两定位销孔的公差带为:
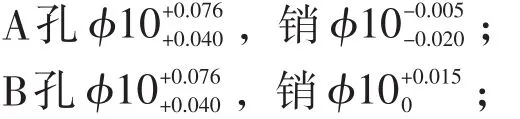
在制作加工中,除了要保证孔按上计算出的A、B孔(销)的尺寸及公差带外,并满足工件中321±0.025或214±0.025的要求,才能保证工件能够正确地装入模板中,并保证工件两定位销的位置精度要求。
3.2 快换钻套与模板孔配合的设计
因为该工件四组孔对上下底表面及则面没有规定形位公差要求,主要规定了同一组孔间的同轴度ϕ0.040,及相邻两孔之间距32±0.050,所以钻套外径与模板孔配合性质及精度要求选取极为重要。具体讲就是钻套外径在最小极限尺寸,而模板孔在最大极限尺寸状态时的配合,所形成两孔的同轴度误差最大,所以,必须使两者配合后所形成的最大偏心量小于同轴度公差要求[4]。
以模板孔为基准孔,设计其尺寸为ϕ30,精度等级为IT8,则为,钻套相应精度等级选用IT6,配合性质为g,则为两者配合后形成的最大轴心偏差为,满足同轴条件[4]。
(1)定位元件
一面两销式定位,其中一销为短圆柱销,另一销为削边销,分别限制2个和1个自由度。采用削边销标准(TB/T8014、1-8014、3-1995)。
(2)定位销
(标准TB/T8014、2-1995)材料T8A2具钢制造,并整体淬硬。
3.3 两孔一面定位
根据两孔一面定位原则和定位方式,能保证工件在夹具当中的完全定位,此夹具非常适合这种定位方式,在设计中就采用了这种定位方式制作定位面和定位销,为满足工件的技术要求提供了可靠的保证。
4 此钻模板的安装及使用
为了保证工件上下表面的平面度0.15,模座板的上下表面必须在磨床磨出,且其平面度小于2件平面度允差的1/3即0.050、Ra0.8;设计的定位块上下面,前后面(26)必须同时磨出,达到相应的尺寸和形位精度要求。
钻套选用快换方式,考虑到ϕ20的孔的形成工艺,是先用ϕ17~ϕ18的钻头粗钻出孔,再用扩孔钻扩孔,最后用粗、精铰刀铰削出该孔,因而工序中要能够更换钻套。
对于最长的(约61+93+67+153+19+6=409)那一组孔的最右端的加工,应将模板座旋转180°,调正检查各尺寸合格后,单独加工出。
5 加工工艺
(1)夹具体安装
把夹具体安装在钻床工作台侧面用定位块定位好,校正好,锁紧在钻床工作台侧面,把工件安装在夹具体上,用压板固定好[3]。
(2)钻孔ϕ18
用钻头在工件实体部位加工孔称为钻孔。钻孔属粗加工,可达到的尺寸公差等级为IT13~IT11,表面粗糙度值为Ra50~12.5 μm。
(3)扩孔ϕ19.8
用扩孔钻对已有的孔(铸孔、锻孔、钻孔)作扩大加工称为扩孔。扩孔所用的刀具是扩孔钻。扩孔钻的结构与麻花钻相似,但切削刃有3~4个,前端是平的,无横刃,螺旋槽较浅,钻体粗大结实,切削时刚性好,不易弯曲,扩孔尺寸公差等级可达IT10~IT9,表面粗糙度Ra值可达3.2 μm。扩孔可作为终加工,也可作为铰孔前的预加工。
铰孔是在半精加工(扩孔或半精镗)的基础上对孔进行的一种精加工方法。铰孔的尺寸公差等级可达IT9~IT6,表面粗糙度值可达Ra3.2~0.2 μm。
1)铰削方式
铰削的余量很小,若余量过大,则切削温度高,会使铰刀直径膨胀导致孔径扩大,使切屑增多而擦伤孔的表面;若余量过小,则会留下原孔的刀痕而影响表面粗糙度。一般粗铰余量为0.15~0.25 mm,精铰余量为0.05~0.15 mm。铰削应采用低切削速度,以免产生积屑瘤和引起振动,一般粗铰=4~10 m/min,精铰=1.5~5 m/min。机铰的进给量可比钻孔时高3~4倍,一般可达0.5~1.5 mm/ r。为了散热以及冲排屑末、减小摩擦、抑制振动和降低表面粗糙度值,铰削时应选用合适的切削液。铰削钢件常用乳化液,铰削铸铁件可用煤油。
6 各模板组装好后各位置精度指标的校验
根据图样技术要求,各组孔的同轴度ϕ0.040和相邻孔的孔距允差32±0.05必须得到保证,所以,应对此两项指标严格进行校验与检测。
(1)按孔的最小极限尺寸制作四根校验棒,在各钻模板安装钻套后并调正,使校验棒能在各钻套孔内顺利插入并能轴向流利滑移。
(2)用外径千分尺在每相邻两棒间(并在轴向不同位置处)测校验棒的中心距,经检测换算后的中心距应完全满足图样对各孔距的要求,即各孔距32±0.050的条件。
7 结束语
随着科学技术和社会生产的迅速发展,机械产品日趋复杂,对机械新产品的质量和生产率的要求越来越高,而对零件要求精度高,生产效率就底,质量也难以保证。通过采用这套夹具体和钻模,不但保证了工件的形位要求,提高了该产品的加工质量,同时也缩短了辅助加工时间,提高了生产效率。生产效率由原来的53min/件,提高到33min/件,取得了良好的经济效益。
[1]李洪.机械加工工艺手册[M].北京:北京出版社,1990.
[2]何洁.机械工程师简明手册[M].郑州:河南科学技术出版社,1989.
[3]肖继德,陈宁平.机床夹具设计[M].北京:机械工业出版社,2011.
[4]韩丽华.公差配合与技术测量基础[M].北京:中国电力出版社,2010.
(编辑:向 飞)
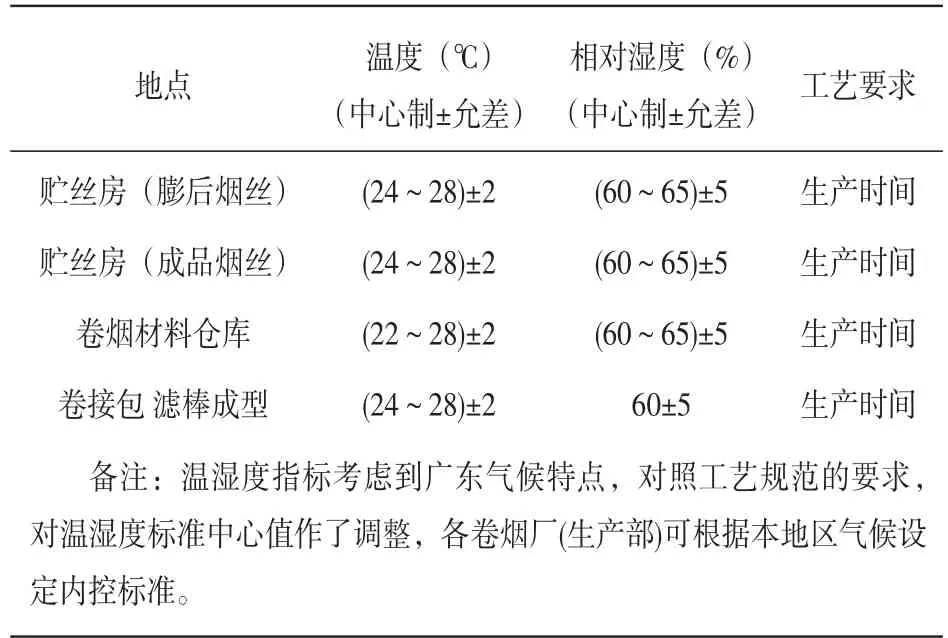
表2 空调环境的温湿度指标及要求
控制模式上由原来的点控制模式更新为采用温湿度范围控制模式。智能空调控制模块在保留温度和湿度设定点进行控制的功能外,能根据温湿度PID的计算结果,自动实现围绕温度和湿度设定点向减少阀门开度的方向作上或下偏移,从而实现节能(即当加热阀打开后,温度偏移设定值自动降低;当加湿阀打开,湿度偏移设定值自动降低,反之亦然)。
经过半年多的反复测试及气候季节变更的考验,第二阶段的节能效果显著。通过能源管理系统的数据显示,与原系统对比可达约30%的节能效果。
3 结束语
为节省能源并提高控制环境温湿度的快速响应性和平稳性,通过调节送风口的空气中的含湿量来调节环境的空气相对湿度;并采用温湿度独立串级PID双环调节;多机组联动可获得一定的节能效果。进一步通过根据温湿度PID的计算结果,在满足生产要求的前提下,自动实现围绕温度和湿度设定点向减少阀门开度的方向作上或下偏移,能获得显著的节能效果。
参考文献:
[1]张立群.热力系统串级控制PID参数优化研究[J].系统仿真学报,2005,17(8):1849-1854.
[2]刘克维.基于模糊逻辑的微乳液搅拌釜温度串级PID控制[D].上海:上海交通大学,2009.
[3]胡蕾,詹惠琴,刘子宽.串级PID控制在风柜控制中的应用[J].电子测试,2011(10):83-88.
[4]魏纪君,袁哲,杨敏玲,等.PLC对冷凝压力控制的应用研究[J].机电工程,2013(10):1233-1236.
[5]田德允,翁志刚.湿空气含湿量的解析计算[J].佳木斯大学学报:自然科学版,1999,17(2):149-151.
[6]马兆玉.对湿空气焓值近似计算公式的研究[J].铁道车辆,1996,34(12):29-32.
作者简介:戴建国,男,1957年生,广东人,大学专科,工程师。研究领域:发变电技术设计、电气技术。
(编辑:阮 毅)
Processing Clamp Design of the Gearbox Cover Fork Hole
PENG Yu-nian
(Guangdong Province Industry Senior Technical School,Shaoguan512000,China)
The transmission cover is one of the important parts of automobile used to shift,and it can change the transmission ratio to meet the needs of different driving conditions ontraction.In this paper,the gearbox cover fork hole processing fixture design scheme is discussed. By using this set of fixture and jigs,not only to ensure the requirements on the form and position of the workpiece,improve the processing quality of the product,but also shortens the processing time,improve production efficiency.
gearbox cover;fixture;cutting tool selection;positioning;jigs;coaxial degree
TG75
:A
:1009-9492(2014)10-0040-04
10.3969/j.issn.1009-9492.2014.10.011
彭玉年,男,1973年生,江西宜春人,大学本科,高级技师。研究领域:机械加工。
2014-04-22
