深孔车刀杆的改进
2014-02-09大连橡胶塑料机械股份有限公司辽宁116036王明岩
大连橡胶塑料机械股份有限公司 (辽宁 116036) 王明岩 郑 军
我公司针对轴类深孔的加工,设计制作了一种深孔车刀杆,利用卧式车床车削轴类深孔,可以提升效率,同时能够解决镗床及钻床无法完成的一些轴类零件深孔加工问题。现要加工一种轧辊如图1所示。
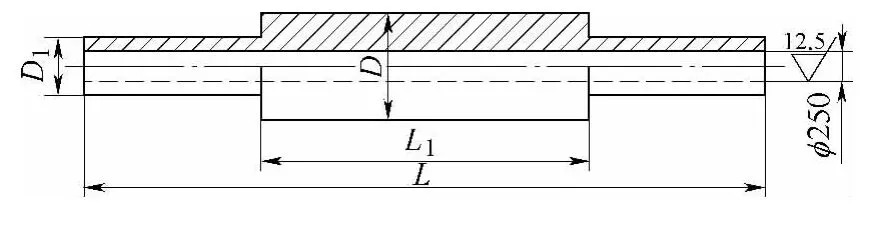
图1 工件简图
此工件材料为合金冷硬铸铁,其中心冷却孔直径为250 mm,总长L约为6000 mm,长径比高达24。
1.原车刀杆结构
原车刀杆结构如图2所示,因其结构设计不够合理,造成如下缺陷:①排屑不畅,加工中要经常退刀,效率较低。②没有冷却系统,刀、工件、导向套受热膨胀,易造成导向套与深孔内壁“胀死”,出现“闷车”现象。③拆卸、更换、检修很麻烦,由于“闷车”曾造成零件1~14都报废的情况。④刀具磨损严重,刀杆体10中装刀的槽口位置扭曲变形。
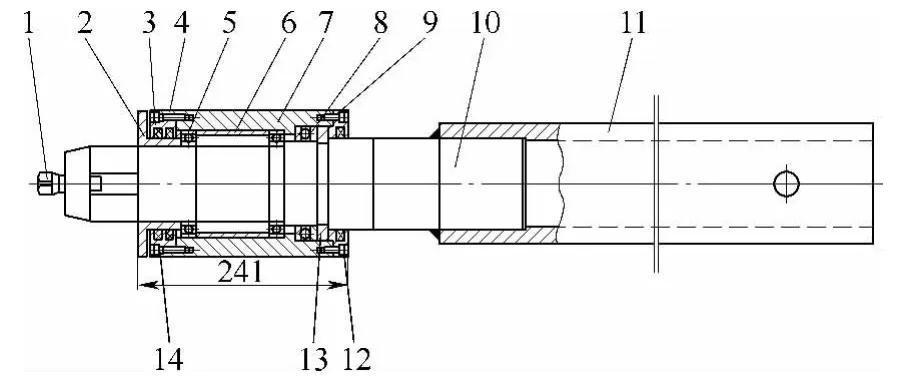
图2
2.刀杆的改进
根据上述问题和分析,我们对现有刀杆进行改进,将定距套6改在轴承内圈,导向套相对缩短,取消单向推力轴承8与挡环13,在刀杆体上增加冷却液孔,增加胶质软管接头,使该刀杆在车削过程中可以通冷却液进行冷却,既降低了导向套及刀头的温度,又利用水流的作用,使排屑更为顺畅。改进后的刀杆结构如图3所示。
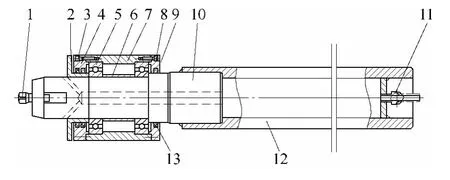
图3
采用此种结构后,刀具的加工温度明显降低,刀具寿命延长,刀杆体10不再出现变形,加工顺利进行。
3.刀具材料及参数的选择
冷硬铸铁和耐磨合金铸铁硬度高、脆性大,工件表面硬质点和夹砂较多,要求刀具材料红硬性高、耐冲击、耐磨性好、抗弯强度高、导热系数大。可选用含TaC或NbC的K类新牌号硬质合金,如600、610、 643、 643M、 726、 YS2、 YM0511、 YM052、YM053等,切削效率和刀具寿命比使用YG3、YG6、YG6A等高得多,也可选用陶瓷刀具材料。在此次试验中选用刀具材料是YG6X硬质合金。
冷硬铸铁和耐磨合金铸铁的硬度、强度都很高,切削时多是粗加工的断续切削,要求刃口有足够的强度,应选择负前角和较小的后角。切削用量为切削速度vc=5~7 m/min,背吃刀量ap=3~6 mm,进给量 f=1.5 ~2.5 mm/r。
4.结语
通过改进后,轴类深孔的加工极限进一步提高,并且提高了生产效率,提升了内孔加工的质量,达到了预期要求,取得了良好的效果。
