多功能分配器设计
2014-02-07李意明罗庆青叶镇波陈诗煌
李意明,罗庆青,叶镇波,陈诗煌
(广东达诚机械有限公司,广东汕头 515061)
0 前言
为了提高塑料片材的性能,降低塑料片材的生产成本,生产塑料片材时大都采用多层共挤复合的方式挤出,其具有节省材料、材料可多样化、不用有毒胶黏剂、符合环保要求等优点,而且片材各层材料之间结合良好,阻透效果十分理想,并且层数越多,阻透效果越好。而为了使多层材料能均匀地复合在一起,关键部件之一就是分配器。现有的分配器可用于生产在厚度方向上的多层塑料包装材料,即挤出模头中的材料由前后依次排列的多层构成,经压延后即可生产出在厚度方向上分层的多层片材[1]。
然而,近年来,随着塑料包装材料的多样化,许多塑料包装制品厂家要求能在一台生产设备上生产多种多样的制品,以尽可能地使设备的利用率达到最大,从而减少设备的投资成本。当要求生产在宽度方向上由两种不同颜色材料构成的双色或多色片材(例如片材的左半部为红色,右半部为透明色)时,现有的分配器就达不到要求,且目前国内未见到用于宽度方向上不同颜色材料的分配器相关报道。为了解决这问题,有些厂家通过配备可更换的较多部件,能够实现在一台挤出成型设备上既可生产在厚度方向上的多层塑料包装材料,又可生产在宽度方向上由两种不同颜色材料构成的双色或多色塑料包装材料。当需要生产在厚度方向上的多层塑料包装材料时,将普通的分配器和挤出模头安装在挤出成型设备上;当需要生产在宽度方向上由两种不同颜色材料构成的双色或多色塑料包装材料时,则将一个具有两个流道的一个双衣架式模头安装在挤出成型设备上,替换原来的分配器和挤出模头。这样客户厂家必须多购买一套过渡体及双衣架式模头,设备的投资成本较高;而且更换部件都必须经过拆卸、安装和调试,花费的时间较长,影响生产效率。
多功能分配器通过简单快捷的部件更换,能够实现在一台挤出成型设备上既可生产在厚度方向上的多层塑料包装材料,又可生产宽度方向上由多种不同颜色材料构成的塑料包装材料。
1 多功能分配器工作原理概述
在生产厚度方向上的多层塑料包装材料的情况下,采用导流棒和插块,可拆式插块安装在本体中,将分流道与主流道分隔开。这样,从分流道流入的物料复合在主流道流出的物料的两侧,最后在主流道中形成前后排列的多层物料,经挤出模头后形成在厚度方向上的多层塑料包装材料。
在生产宽度方向上由两种不同颜色材料构成的双色或多色塑料包装材料的情况下,采用导流棒和分流块,用可拆式分流块代替插块,将分流道与主流道分隔开,从分流道流入的物料分布在主流道物料左右两侧,最后在主流道中形成左右排列的单层物料,经挤出模头后形成在宽度方向上的单层塑料包装材料。
2 多功能分配器各部分的设计
2.1 多功能分配器结构组成
如图1为多功能分配器的结构简图。主要由本体、调节装置、分流块、导流棒、插块等组成。

图1 多功能分配器结构简图
2.2 调节装置部分设计
图2 为调节装置结构简图。在生产厚度方向上的多层塑料包装材料的情况下,通过调节装置来控制各层物料的厚度,从而达到各层物料厚度可任意调节。
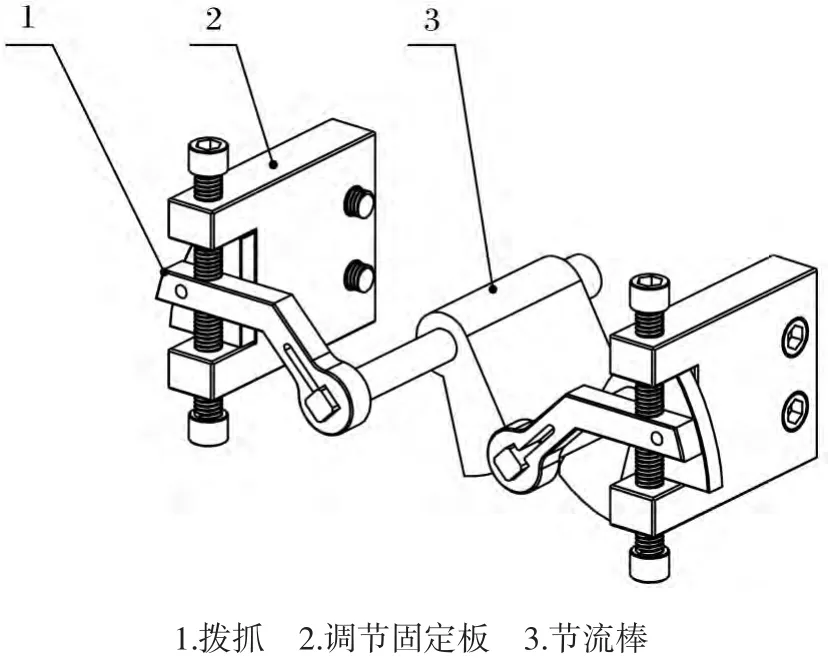
图2 调节装置结构简图
通过螺钉的顶和推带动拨抓旋转,从而带动节流棒旋转调节分流道大小,控制各层物料的厚度[2]。
2.3 分流块设计
图3为分流块简图。分流块的作用是在生产宽度方向上由两种不同颜色材料构成的双色或多色塑料包装材料的情况下,将分流道与主流道分隔开,从分流道流入的物料分布在主流道物料左右两侧,最后在主流道中形成左右排列的单层物料,经挤出模头后形成在宽度方向上的单层塑料包装材料。

图3 分流块简图
2.4 导流棒设计
图4 为导流棒简图。导流棒的作用是将分流道与主流道的物料导向分配器,通过变化导流棒上的流道多少,流道方向从而使生产出来的制品在厚度方向分层和宽度方向多种物料。
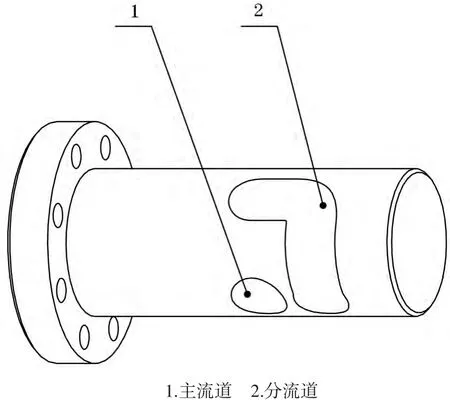
图4 导流棒简图
2.5 插块设计
图5 为插块简图。插块安装在本体中,将分流道与主流道分隔开。这样,从分流道流入的物料复合在主流道流出的物料的两侧,最后在主流道中形成前后排列的多层物料,经挤出模头后形成在厚度方向上的多层塑料包装材料。

图5 插入块简图
2.6 生产厚度方向多层塑料包装材料示意图
图6 为生产厚度方向多层塑料包装材料示意图,采用导流棒和插块,可拆式插块安装在本体中,将分流道与主流道分隔开。这样,从分流道流入的物料复合在主流道流出的物料的两侧,最后在主流道中形成前后排列的多层物料,经挤出模头后形成在厚度方向上的多层塑料包装材料。
2.7 生产宽度方向塑料包装材料示意图
图7为生产宽度方向多层塑料包装材料示意图,在生产宽度方向上由两种不同颜色材料构成的双色或多色塑料包装材料的情况下,采用导流棒和分流块,用可拆式分流块代替插块,将分流道与主流道分隔开,从分流道流入的物料分布在主流道物料左右两侧,最后在主流道中形成左右排列的单层物料,经挤出模头后形成在宽度方向上的单层塑料包装材料。
3 系统实验
多功能分配器通过简单快捷的部件更换,能够实现在一台挤出成型设备上既可生产在厚度方向上的多层塑料包装材料,又可生产宽度方向上由多种不同颜色材料构成的塑料包装材料。在片材挤出机连线后,生产了厚度方向上的多层塑料包装材料和宽度方向上由多种不同颜色材料构成的塑料包装材料,各项性能指标达到了设计要求。

图6 生产厚度方向多层塑料包装材料示意图

图7 生产宽度方向塑料包装材料示意图
4 结论
(1)设计的多功能分配器结构合理、操作简易、成本较低,可以进行推广使用。
(2)经用户连续使用,在生产厚度方向片材时多层材料均匀地复合在一起,各层材料之间结合良好,阻透效果十分理想;在生产宽度方向片材时不同颜色材料构成的双色片材左右对称均匀,各项性能指标都达到了设计要求。
[1]周祥兴,任显诚.塑料包装材料成型及应用技术[M].北京:化学工业出版社,2003.
[2]《机械设计手册》编委会.机械设计手册[M].北京:机械工业出版社,2004.