L0周边Mura分析及其改善研究
2014-02-05王志龙郑英花朱载荣廖燕平
王志龙,郑英花,马 亮,朱载荣,孙 鹏,廖燕平
(北京京东方显示技术有限公司CELL PI部,北京 100176)
1 引 言
TFT-LCD凭借其低重量、低功耗、高清晰、被动发光等诸多优点取代CRT成为目前主流显示器件,广泛应用于手机、电脑、TV、Monitor等电子显示产品中[1-3]。随着人们认识水平和对显示要求的不断提高,液晶显示器的显示品质也越来越受到人们重视。Mura一词来自日本[4],特指显示产品中视觉上的明暗不均现象。L0周边Mura是指在L0灰阶下液晶屏边缘出现画面发白现象。判断方法就是在暗室中切换到黑色画面,俯视或者侧视观察,平板周边区域可见明显发白现象,Mura严重程度不同,发白区域宽度会有变化。
目前,常见的周边Mura产生原因有2种:一种是由液晶污染引起,通过调整封框胶活性成分或提高紫外光照量可以一定程度改善[5];另一种是液晶屏盒厚不均引起,即为盒厚性不良,液晶屏盒厚均一性影响因素很多,如面内衬垫料粒径和密度、液晶量、封框胶内衬垫料粒径、辅助封框胶涂布形状等,只有将各影响因素合理搭配与协调,才可以实现盒厚均一,提高产品显示品质[6]。L0周边Mura产生原因偏向于后者,液晶屏边缘盒厚整体偏高。然而该不良还具有其他显著特点,如特定位置发白现象同比更加严重,故L0周边Mura有别于传统的周边Mura。
本文针对8.5G工厂18.5 in(1 in=2.54 cm)量产品出现的L0周边Mura,从不良点灯现象确认开始,以实验数据为依托,通过对液晶屏盒内及盒外因素影响分析,发现了L0周边Mura产生的直接原因,即液晶屏周边局部区域辅助柱状隔垫物缺失;进一步从理论上对不良产生机理作了科学论述,找到了L0周边Mura产生的根本原因——真空对盒工艺进行过程中玻璃表面受力不均使力学合成力较少的局部位置发生形变并引起液晶屏周边区域盒厚波动;最后通过优化辅助封框胶工艺有效地解决了液晶屏周边区域力学失衡难题,大幅降低了不良发生率;另外,提出液晶屏周边优化设计方案有助于其他产品开发阶段避免L0周边Mura发生。
2 实验数据
2.1 现象描述
L0灰阶画面正常点屏,如图1所示,液晶屏下边缘发白,中间区域现象严重:宽约10 mm,长约150 mm;Mura区域按压状态(按压部位盒厚变薄)下发白现象减弱,压力释放后恢复原状;旋转偏光片Mura现象不消失且无变化。
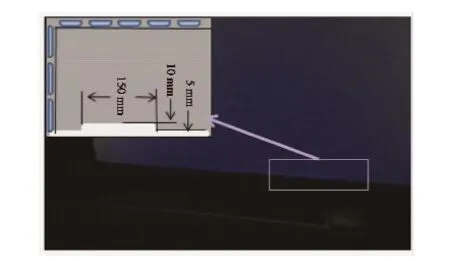
图1 L0周边Mura现象示意图Fig.1 Schematic of L0 side Mura phenomenon
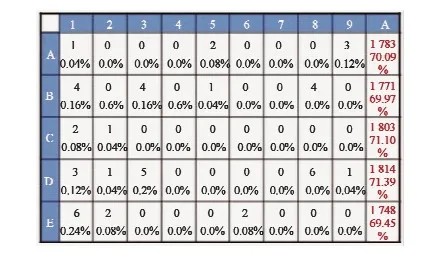
图2 L0周边Mura点灯检查结果位置分布图Fig.2 Glass mapping of L0 side Mura cell test result
该不良具有明显的盒厚性且在目视检查机可见,即对盒厚玻璃短边(2200向)两侧方向的各个平板特定区域均可见同一异常现象,但点灯检查时只有如图2所示的“A”列平板处显示为不良。主要原因有2种:视角差异和Pad设计相关。视角差方面[7],“1”列平板不良发生在信号极Pad处,本产品视角设计为6视角方向,仰视环境下看不见此不良;Pad设计方面,1列平板和A列平板离玻璃边缘距离一样,但1列平板左侧有Pad,Pad宽度为2.2 mm,1列平板的有效像素区域距离玻璃边缘比A列平板更远,玻璃受力变形部位发生在有效像素区域以外位置,故不良现象1列比A列较轻。这类盒厚不良在产品对合的时候已经形成,不管放置长时间(48 h以上)或高温老化修复都不会减弱或消失。
2.2 参数测定
为确认L0周边Mura不良区域与正常区域相关参数是否存在异常,本实验取正常屏和Mura屏两张,利用盒厚测试仪,垂直方向从液晶屏下边缘往中心处(贯穿不良区域和正常区域)盒厚测量,结果如图3所示,Mura 屏不良区域的盒厚发生明显变化,不良严重区域比正常区域盒厚高0.4 μm;且不良较轻区域盒厚略高0.15 μm。而正常屏相同位置盒厚数值无明显变化。TN显示模式为常白,根据透过率随盒厚变化曲线可以判断[8],当盒厚增大时该区域漏光(发白),与L0周边Mura不良现象相符合。由此可推断造成该不良的直接原因为面板制作过程中,外力(盒外因素)或内力(盒内因素)作用于液晶屏下边缘并在特定区域产生应力集中,导致盒厚偏高且无法恢复。

图3 盒厚数据正常屏与Mura屏的比较Fig.3 Comparison of cell gap between normal panel and Mura panel
2.3 基板各层膜厚及段差测量
盒厚控制是TFT-LCD生产中的关键点,盒厚变化将直接影响产品的显示质量[9-10]。液晶屏下边缘盒厚偏高是L0周边Mura发生的主要原因,为了探索盒厚偏高的原因,首先从彩膜和阵列基板原材着手,盒厚测量值表示CF基板Blue亚像素到TFT基板Pixel ITO间的距离,两基板各层膜厚对盒厚将产生直接影响。经过多次测量,无论是将正常屏和Mura 屏同一区域对比,或是将同一液晶屏的不同区域对比,结果来看:TFT基板如Gate、S/D、Active等膜层,CF基板如R/G/B、OC、BM等膜层,数据基本无差异。考虑到PS的回弹性可能引起盒厚的变化,取样多次测量结果也显示无异常。由此得知,TFT和CF基板各层膜厚度正常,基板原材与L0周边Mura无直接关联。
3 原因分析
3.1 盒内因素影响
基板原材不予考虑,盒内能引起盒厚变化的因素大致有液晶量、PS高度、周边封框胶隔垫物粒径等因素。对ODF工艺而言[11],液晶量的多少是决定液晶屏盒厚的主要因素,液晶量多时,盒厚整体偏大,反之,盒厚整体偏小;而L0周边Mura不良屏中心区域盒厚并无明显异常,仅Mura区域(液晶屏下边缘)盒厚偏高,故液晶量的变化不是L0周边Mura的产生原因。
此外,垫料粒径大小对周边盒厚影响较大,其原理与液晶量影响相反,即垫料粒径增大时,周边盒厚偏高,有可能引起L0周边Mura;而垫料粒径减小时,周边盒厚偏小。实际产品中,当垫料粒径偏大时,起到的支撑作用较强,周边区域自然被支撑翘起,由于液晶量一定,柱状隔垫物受压增强,面内盒厚偏小,周边盒厚明显增大,显示效果为周边发白[6]。这与L0周边Mura现象类似,但该不良“下边缘中间150 mm”现象严重无法解释的,故垫料粒径大小对L0周边Mura有一定影响,但不是主要原因。
3.2 盒外因素影响
在基板原材和盒内因素影响较小的情况下,需要进一步分析盒外因素对其产生的可能性。首先考虑辅助封框胶开环和闭环的影响,开闭环方式决定主封框胶内外侧压差大小,并间接影响到周边盒厚。其次是液晶屏周边设计,设计差异带来基板表面膜层高度变化,该变化将直接造成液晶屏周边应力分布差异并引起周边盒厚波动。
3.2.1 辅助封框胶开闭环的影响

图4 封框胶涂布形状Fig.4 Pattern of sealant dispenser
开环和闭环的区别,如图4,蓝色线部分代表主封框胶,绿色线部分代表辅助封框胶,若辅助封框胶(外围一条,中心多条)首尾不连接,称为开环;反之,则为闭环。开环时,主封框胶一侧是液晶,一侧是大气,且内外差相等,内外基板可以保持平衡。若使用闭环,则一侧是液晶,一侧是真空,且内外压差失衡,对盒后液晶侧基板产生翘起,盒厚偏大。从L0周边Mura不良分布结果(如图2)看,玻璃短边边缘处不良高发且盒厚偏大,与闭环理论结果一致,故外围辅助封框胶闭环是L0周边Mura产生的重要原因之一。但它仍无法解释Mura严重区域150 mm盒厚偏高现象。
3.2.2 液晶屏周边设计的影响
在成盒封框胶工艺中,辅助封框胶的设计由两大好处:其一,平衡主封框胶内外两侧基板变形量;其二,有利于对盒后基板的切割。实际产品中还会设计辅助柱状隔垫物来增强液晶屏周边力学平衡,其作用与辅助封框胶一样。而18.5产品中,如图5所示,CF基板周边局部区域辅助柱状隔垫物缺失,最大缺失长度136.9 mm,该位置靠近Mura严重区域且宽度(150 mm)近似相同。该部分缺失导致该区域支撑力降低,主封框胶内外两侧基板变形量增大,盒厚升高。因此该设计缺陷是L0周边Mura产生的直接原因。
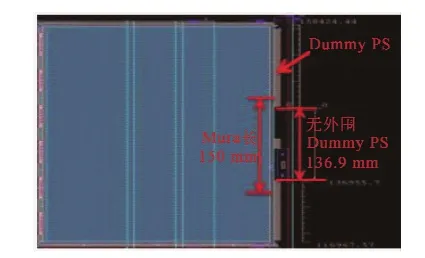
图5 彩膜基板周边设计示意图Fig.5 Schematic of Design around CF
3.3 L0周边Mura形成机理
如图6所示,FD1表示辅助封框胶作用力,FM1表示主封框胶作用力,FΔv表示真空压力,FD表示FD1与FΔv的合力,而FM表示FM1与FΔv的合力;由于FM1明显大于FD1,合力FD大于FM,故玻璃基板发生弯曲变形;当有辅助柱状隔垫物时,FD1增大,FD减小,基板弯曲度变小,表现为液晶屏周边Gap波动小,Mura现象轻微;当无辅助柱状隔垫物时,FD1变小,FD增大,基板弯曲度变大,表现为液晶屏周边Gap波动大,Mura现象严重。由于18.5产品CF基板设计上局部区域无辅助柱状隔垫物,所以该区域基板变形量大,液晶屏下边缘凸起,盒厚升高;而有辅助柱状隔垫物区域基板也存在变形,只是变形量小,盒厚略高;对于整张玻璃而言,真空对盒后玻璃边缘基板容易发生形变,造成玻璃边缘液晶屏周边盒厚偏大,L0周边Mura发生率高,这与图2、3结果一致。故真空对盒工艺过程中玻璃表面受力不均使力学合成力较少的局部位置发生形变并引起液晶屏周边区域盒厚波动,产生Gap性不良,这是L0周边Mura产生的根本原因。

图6 L0周边Mura形成机理Fig.6 Formation mechanism of L0 side Mura
4 改善措施及效果
从前文分析得知,液晶屏周边区域基板变形是L0周边Mura产生的本质原因,减少或消除基板变形量是改善的总体方向,为此从辅助封框胶开环、Fiber粒径减小、优化周边设计三方面着手,寻找合适的解决方法。
4.1 辅助封框胶开环改善效果
本实验采用辅助封框胶开环模式,其他工艺条件不变制作液晶屏。结果如图7所示,辅助封框胶开环有助于降低L0周边Mura发生率,5/23将辅助封框胶由闭环变更为开环模式,不良发生率大幅降低,而重启闭环模式,不良发生率逐渐升高。当辅助封框胶开环模式,对盒后主封框胶两侧内外压差趋于平衡,基板变形量减小,不良发生率降低。
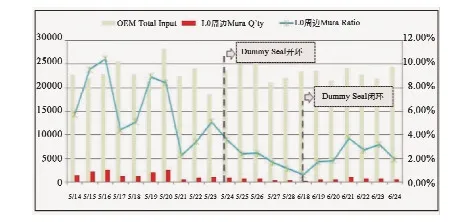
图7 开环/闭环模式L0周边Mura发生率Fig.7 Ratio of L0 side Mura with dummy seal open/close mode
4.2 Fiber粒径减小改善效果
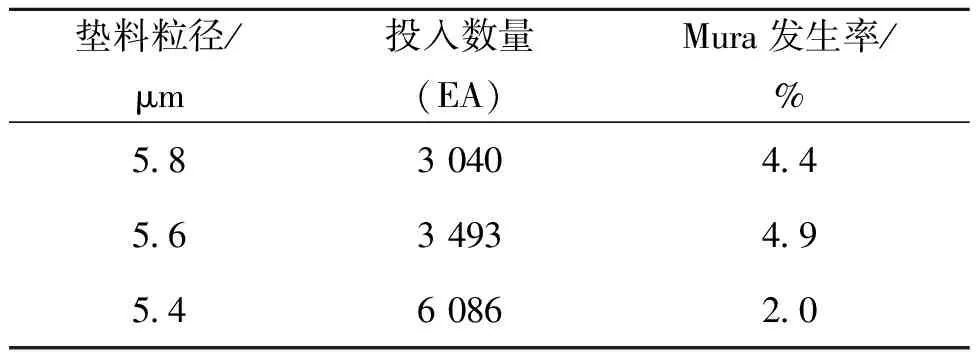
本实验采用5.8、5.6、5.4 μm 3种垫料粒径,辅助封框胶均采用开环模式,其他工艺条件不变制作液晶屏。
结果如表1,垫料粒径5.4 μm条件下L0周边Mura发生率较低,5.8 μm和5.6 μm粒径不良发生率相近且均高于前者。由此可知,Fiber粒径减小可适当程度降低液晶屏周边盒厚,但无法从根本上解决问题。
表1垫料粒径与L0周边Mura发生率关系
Tab.1 Relationship between fiber size and L0 side Mura
垫料粒径/μm投入数量(EA)Mura发生率/%583040445634934954608620
4.3 优化液晶屏周边设计改善效果

图8 Panel周边优化设计方案Fig.8 Optimized design scheme around panel
液晶屏周边区域基板弯曲变形且局部区域辅助柱状隔垫物设计缺失是主要问题点,优化周边设计如图8所示,长期对策:液晶屏周边CF基板增加BM膜层及辅助柱状隔垫物,目的使FD≈FM,基板变形量趋近于0;短期对策:辅助封框胶变更,即额外添加辅助封框胶替代辅助柱状隔垫物。前者需要变更掩膜板,代价昂贵,后者调整封框胶涂布工艺即可实现,成本低可操作性强。
本实验采用辅助封框胶变更方式,即在特定区域添加辅助封框胶,设置4个条件,除辅助封框胶开环模式,其他工艺条件不变制作液晶屏。
Pattern 1,玻璃短边1和A系列增加1条辅助封框胶; Pattern 2,玻璃短边1和A系列增加多条辅助封框胶; Pattern 3,在Pattern 1基础上将原有的外围辅助封框胶内移4mm;Pattern 4,使用原先量产工艺,即辅助封框胶不做任何变更。结果如表2,Pattern 1~3,Mura发生率均有所降低,其中Pattern 3 Mura发生率最低,降至0.3%,改善效果最佳。由此可知,辅助封框胶变更方式有助于降低L0周边Mura发生率,达到预期效果,其中Pattern 3条件最佳,可以导入量产。
表2不同辅助封框胶变更方式对L0周边Mura的影响
Tab.2 Effects of L0 side Mura with varied dummy seal updated way

辅助封框胶变更方式投入数量(EA)Mura发生率/%Pattern1483711Pattern2234018Pattern3231203Pattern4225430
5 结 论
L0周边Mura是一种Gap性不良,首先采用辅助封框胶开环模式和粒径较小的垫料,使周边整体盒厚趋于正常,但局部区域盒厚异常问题仍无法解决。通过对液晶屏周边区域力学分析,得知真空对盒工艺过程中基板表面受力不均使力学合成力较少的局部位置产生形变,而局部区域辅助柱状隔垫物缺失使形变量增大,故造成局部区域盒厚严重偏高,这是L0周边Mura产生的根本原因。
由L0周边Mura形成机理可知,优化液晶屏周边设计可以解决该不良。现提供两种方案:一、CF基板增加BM等膜层及辅助柱状隔垫物;二、添加辅助封框胶并调整封框胶变更方式。前者可在新产品开发阶段避免L0周边Mura不良产生,而后者采用最佳封框胶涂布工艺不良发生率降至0.3%。目前采用第二种方案已经解决了现有产品中出现L0周边Mura,显示品质显著提升。而第一种方案也得到开发部门认可并应用于新产品设计,效果符合预期。
[1] 黄锡珉.液晶显示技术发展轨迹[J].液晶与显示,2003,18(1):1-6.
Huang X M.Road-map of LCD technology [J].ChineseJournalofLiquidCrystalsandDisplays,2003,18(1):1-6. (in Chinese)
[2] Pauluth D T.Optimization liquid crystal for television [J].JournaloftheSocietyforInformation,2005,13(8):693-702.
[3] 张方晖,席俭飞,王秀峰,等.液晶面板取向层与液晶层界面的电荷累积效应分析[J].发光学报,2009,30(1):123-125.
Zhang F H, Xi J F, Wang X F,etal.Analysis of the flaw of electric charges accumulation between alignment layer and liquid crystal layer of liquid crystal cell [J].ChineseJournalofLuminescence,2009,30(1):123-125. (in Chinese)
[4] 齐鹏,施园,刘子源.TFT-LCD Touch Mura不良研究和改善[J].液晶与显示,2013,28(2):205.
Qi P, Shi Y, Liu Z Y. Research and improvement of touch Mura in TFT-LCD [J].ChineseJournalofLiquidCrystalsandDisplays,2013, 28(2):205. (in Chinese)
[5] 石天雷,杨国波,刘亮,等.ODF工艺用封框胶的研究[J].光电子技术,2011,31(3):212-214.
Shi T L, Yang G B, Liu L,etal.The research of sealant used in ODF process [J].OptoelectronicTechnology,2011,31(3):212-214. (in Chinese)
[6] 张晶思.在液晶滴下工艺中保持盒厚均一性的研究[D].上海:上海交通大学,2008.
Zhang J S.Disquisition of how to make cell gap unfirm [D]. Shanghai: Shanghai Jiao Tong University, 2008. (in Chinese)
[7] 刁庚秀,徐丽华,孙晓平,等.TN型TFT产品视角影响因素浅析[J].LCD, 2006:156-158.
Diao G X, Xu L H, Sun X P,etal.Analysis of the influence factor of TN type TFT products [J].LCD,2006:156-158. (in Chinese)
[8] Ge Z B, Zhu X Y,Thomas X. High transmittance in-plane switching liquid crystal display [J].AdvanceDisplay,2006(10):13-19.
[9] 王志高,周刚.STN-LCD盒厚的控制方法[J].现代显示,2002(34):38-43
Wang Z G, Zhou G. The controlling method of STN-LCD cell gap [J].AdvanceDisplay,2002(34):38-43. (in Chinese)
[10] Chisso Corporation. Manufacturing Process of STN LCD [R]. Chisso Corporation, 1996.
[11] Louis. Method of manufacturing one drop fill liquid crystal display panel: United States,0030471 AL [P]. 2005-02-10.
