汉麻纤维非织造汽车内饰材料的加工工艺及性能研究
2014-02-02孔维嘉薛少林顾金丹
孔维嘉,薛少林,顾金丹
(西安工程大学,陕西 西安 710048)
汉麻纤维被誉为“会呼吸”的生态产品和“21世纪最具有发展前景的绿色产品”[1-2];但其在我国纺织生产中应用得还不十分广泛,特别是在非织造布领域中几乎空白[3]。随着汽车工业的发展,汉麻纤维的优良特性作用越来越大,如消除车内有害气体,使车内空气清新:抵抗紫外线辐射,以减少紫外线对人体的照射,降低车内的温度;良好的吸湿、放湿性能,以平衡车内湿度,从而保持车内清洁和舒适的环境;阻燃整理后极限氧指数大于30,以达到防火要求等[4-6]。此外汉麻非织造汽车内饰材料以其原料来源广泛、工艺过程简单、生产速度快、产量高、成本低等优势[7-8],必将推广应用于更多汽车,既有益于消费者的健康及生活品质,又会为企业带来可观的利润。
1 实验与工艺设计
1.1 纤维混纺比设计
本课题采用汉麻纤维、涤纶纤维和棉纤维按一定比例混纺进行实验,每次实验使用纤维总重量为700 g。所设计的汉麻纤维/涤纶纤维/棉纤维的混纺比例为:70/20/10,60/25/15,50/30/20。
本课题实验采用正交实验法进行,表1为本课题研究所设计的三因素三水平正交实验表头。

表1 三因素三水平正交实验表头设计
1.2 加工工艺流程设计
本课题设计加工工艺流程为:

1.3 开松工艺参数设计
本课题非织造上机实验开松机进料电机频率均设定为50 Hz,开松机进料速度设计为2.36 m/min。开松过后的混合纤维通过风管传送到混棉机中进行混合。
1.4 混合工艺参数设计
本课题非织造上机实验混棉机角钉帘电机频率设定为18 Hz,即角钉帘运动速度设计为1.53 m/min。混合后的纤维经水平喂给帘进入梳理工序。
1.5 梳理工艺参数设计
本课题使用的WL小型梳理机工作示意图如图1所示。非织造上机实验梳理机进料、梳理机锡林、梳理机道夫工艺参数设计如表2所示。

图1 WL小型梳理机工作示意图
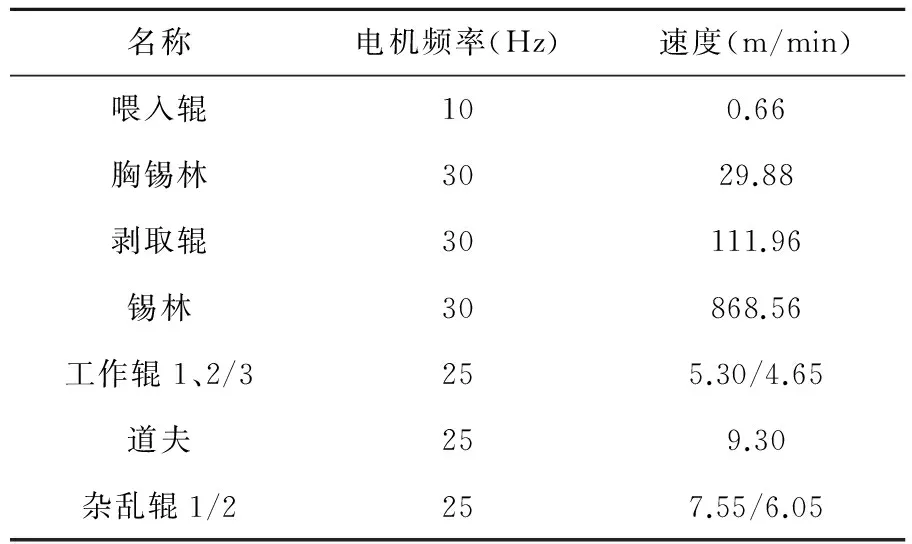
名称电机频率(Hz)速度(m/min)喂入辊100.66胸锡林3029.88剥取辊30111.96锡林30868.56工作辊1、2/3255.30/4.65道夫259.30杂乱辊1/2257.55/6.05
1.6 铺网工艺参数设计
本课题的铺网机设备为交叉式铺网中的二帘式铺网机。其工作原理如图2所示。
铺网机必须保证梳理机道夫的纤网下机速度VD等于上铺网帘的速度V2,并且必须等于下铺网帘4的速度V4,否则会引起牵伸断网或纤网堆集。铺网后的形状如图3所示。

图2 双网帘式加持铺网机[9]1-纤网 2-上铺网帘 3、7、8-传动辊 4-下铺网帘 5、6-铺网辊 9-丁帘

图3 铺网形状[9]L-成网宽 W-单网宽 V4-铺网速度 V5-丁帘速度
其铺网层数N应等于输出纤网的总面积,除成网后的总面积,即:
N=V4W/(V5L)
(1)
式中:N——铺网层数;V4——铺网速度(m/min);V5——丁帘速度(m/min);
W——单网宽度(m);L——成网的宽度(m)
本课题非织造上机实验铺网机上铺网帘、铺网机下铺网帘、铺网机丁帘工艺参数设计如表3所示。

表3 实验铺网机工艺参数设计
1.7 针刺工艺参数设计
1.7.1预针机刺工艺参数设计
本课题的送网机构为压网帘式进料机。压网帘式进料机将压网辊改成压网帘,压网帘与送网帘相配合,形成进口大、出口小的喇叭状,使纤网受到逐步压缩而顺利进入针刺区,如图4所表示。

图4 压网帘式送网装置[9]1-压网帘 2-喂入辊 3-小罗拉 4-导网片
进料机电机频率均设定为4 Hz,速度设计为0.34 m/min。预针刺机预出料频率均设定为7 Hz,速度设计为0.595 m/min。
(1)预针机刺针刺深度
本课题实验的预针刺采用下刺式针刺机进行实验,所设计的三种预针刺深度如表4所示。

表4 实验预针刺机针刺深度
(2)预针机刺机针刺密度
本课题研究中,汉麻非织造汽车内饰材料针刺密度由预针刺机针刺密度与倒针刺机针刺密度加和构成,所设计的三种汉麻非织造汽车内饰材料针刺密度如表5所示。

表5 实验针刺密度
根据三组9种不同的实验,设定当汉麻非织造汽车内饰材料总针刺密度为180刺/cm2时,预针刺机针刺频率为12 Hz;当汉麻非织造汽车内饰材料总针刺密度为210刺/cm2时,预针刺机针刺频率为14 Hz;当汉麻非织造汽车内饰材料总针刺密度为240刺/cm2时,预针刺机针刺频率为16 Hz。
根据非织造预针刺机设备说明书得知,预针刺机针刺频率为1 Hz=20刺/min;预针刺机植针密度为1750枚/m;预针刺机预出料电机频率均设定为7 Hz,速度设计为0.595 m/min。
由针刺密度计算公式:
(2)
式中:D—针刺密度(刺/cm2);N—植针密度(枚/m);
f—针刺频率(刺/min);V—纤网输出速度(m/min)。
表6为计算得到的实验预针刺机针刺密度。

表6 实验预针刺机针刺密度
本课题实验的汉麻非织造汽车内饰材料预针刺机针刺道数为1次。
(3)预针刺刺针
非织造实验室中提供的预针刺机刺针标号为:15×18×36×3.5 R222 Y4012。
1.7.2倒针刺工艺参数设计
经过预针刺机加工形成的非织造材料已经初步形成非织造布的形态,但其强力还远达不到产品设计要求,因此要经过一道倒针刺机针刺工艺,这样不仅使产品达到设计的针刺密度,也使得非织造布的两面更加均匀。
(1)倒针刺针刺深度
本课题实验的倒针刺采用上刺式针刺机进行实验,我们所设计的三种倒针刺针刺深度如表7所示。

表7 实验倒针刺机针刺密度
(2)倒针刺针刺密度
根据非织造预针刺机设备说明书得知,倒针刺机针刺频率为1 Hz=20刺/min;倒针刺机植针密度为3076枚/m;倒针刺机进出料频率均设定为11 Hz,进出料速度设计为0.935 m/min。
针刺密度=预刺机针刺密度+倒刺机针刺密度
由预针刺针刺密度设计可知1~3号实验预针刺机针刺密度为71针刺/cm2;4~6号实验预针刺机针刺密度为82针刺/cm2;1~3号实验预针刺机针刺密度为94针刺/cm2。通过计算,倒针刺机针刺密度如表8所示。

表8 实验倒针刺机针刺密度
(3)倒针刺刺针
非织造实验室中提供的倒针刺机刺针标号为:15×18×40×3 R222 J12301。
1.8 成卷工艺参数设计
由于倒针刺机出料频率为11 Hz,即出料速度为0.935 m/min,因此卷绕速度等于小于0.935 m/min即可。实际实验中,根据实际情况调整卷绕速度,保证产品不被拉伸的同时尽量加快卷绕速度,避免成品非织造布在地面上堆积。
2 测试与结果分析
2.1 汉麻非织造汽车内饰材料拉伸强力测试
测试仪器:YG(B)026D—500型电子织物强力机。
测试条件:试样大小200 mm×50 mm,实验次数5次。
测试依据:FZ/T60005-91 非织造布断裂强力及断裂伸长的测定。
2.2 汉麻非织造汽车内饰材料撕裂强力测试
测试仪器:YG(B)026D—500型电子织物强力机。
测试条件:试样大小200 mm×50 mm,实验次数5次。
测试依据:FZ/T 60006-91 非织造布撕破强力的测定。
2.3 汉麻非织造汽车内饰材料顶破强力测试
测试仪器:YG(B)026D—500型电子织物强力机。
测试条件:实验次数5次。
测试依据:FZ/T60019-94 非织造布破裂强力实验方法。
2.4 实验结果及分析
表9为力学性能测试结果,对汉麻非织造汽车内饰材料进行正交实验分析,如表10所示。由实验结果分析可以看出,不同指标所对应的优方案是不同的。通过综合平衡,因素A:对于顶破强力和撕破强力这两个指标取A2好,对于断裂强力取A2、A3相差不多,选取A2。因素B:对于顶破强力和撕破强力这两个指标取B1好,对于断裂强力取B1、B2相差不多,选取B1。因素C:对于顶破强力这个指标取C2好,对于撕破强力取C2或者C3。对于断裂强力取C2、C3相差不多,选取C2。故通过综合平衡确定最优方案为A2B1C2。

表9 汉麻非织造汽车内饰材料力学性能测试

表10 汉麻非织造汽车内饰材料正交实验分析
3 结论
汉麻纤维汽车内装饰织物具有十分优良的性能,本课题通过生产工艺设计及一系列性能测试实验,得出制造汉麻非织造汽车内饰材料的最佳针刺加工工艺,为系统研究麻类非织造汽车内饰材料提供依据。
(1)制备出不同物理机械性能的汉麻非织造汽车内饰材料,通过测试性能,优化汉麻非织造汽车内饰材料加工工艺,得出了最佳的汉麻非织造汽车内饰材料加工工艺,即汉麻纤维/涤纶纤维/棉纤维混纺比为60/25/15,纤维重量为420 g/175 g/105 g,针刺密度为210刺/cm2,预针刺机针刺深度为9 mm,倒针刺机针刺深度为7 mm。
(2)通过正交实验分析可得,针刺时适当地加大针刺深度,可以加大刺钩带动纤维移动的距离,加强纤维间的纠缠,增加纤维之间的抱合力及摩擦力,从而加大纤网的强度。但刺得过深,纤网中纤维损伤太大,其强力反而下降。
(3)通过实验可知,针刺密度越大,纤维网的强力也越大,产品也越坚实硬挺。当针刺密度达到一定值时,纤网就相当紧密,继续针刺下去,刺钩带动纤维位移就十分困难,针的受力加大。这既容易造成针的折断,又会增加纤网中纤维的损伤,使纤网强力下降。
[1] 李清华, 李铁忠, 刘咏梅.大麻纤维在非织造布领域的应用初探[J].非织造布, 2009,17(3):30—31.
[2] 陶旭升, 李清华.大麻纤维性能及其在非织造布领域的应用[J].非织造布, 2010,18(4):24—26.
[3] 赵永霞, 李波.汽车用非织造布技术与市场[J].纺织导报, 2007,25(12):29—38.
[4] Wang Bei, Sain Mohini, oksman Kristiina. Study of structural morphology of hemp fiber from the micro to the nanoscale[J].Appl Compos Mater, 2007,14(2):89—103.
[5] Ingle N P. 张子涛译.大麻:未来最有前途的纤维素纤维[J].国外纺织技术,2001, 28(1):7.
[6] 叶早萍, 张声明, 陈建丽. 汽车用纺织品产业的发展和技术进步[J].产业用纺织品, 2013, 31(8):1—6.
[7] 张建春,张华,来侃,等.汉麻纤维的结构与性能[M].北京:化学工业出版社, 2009.
[8] 曲丽君.麻纤维在汽车用装饰材料中的应用[J].产业用纺织品, 2002, 20(8):36—38.
[9] 郭秉臣.非织造布学[M].北京:中国纺织出版社, 2002.
[10] 单丽娟,郭秉臣.非织造布在汽车工业中的应用[J].山东纺织科技,2005,46(6):42—44.
