高韧性钢Q345LCLA焊接工艺研究
2014-01-23肖德政刘须收吴建英黄钰豪
肖德政,刘须收,吴建英,黄钰豪
(中信重工机械股份有限公司焊接工艺研究所,河南 洛阳471039)
0 前 言
目前国内外用于球磨机筒体板的材质主要有ASTM A36和Q235B。其中,Q235B的抗拉强度≥375 MPa,室温冲击吸收功为27 J;ASTM A36的抗拉强度≥400 MPa,对冲击吸收功不做要求。
中信重工机械股份有限公司生产的φ4.9m×8.1m溢流型球磨机[1-3]的筒体板及法兰采用新材质Q345LCLA。该材质含有少量能够细化晶粒的Nb[4],具有高韧性(要求室温冲击功不小于34J,实测室温冲击吸收功高达237~301J)、高强度 (不小于470 MPa)的特点[5-7]。与ASTM A36和Q235B相比较,新材质Q345LCLA抗拉强度≥470MPa,冲击吸收功257~301 J,具有更高的冲击韧性和强度,因此选择与其相匹配的焊接材料、制定合理的焊接工艺难度较大。
本研究通过按照AWSD1.1—2010对2种焊接材料进行焊接工艺评定[8-9],针对焊接接头进行了拉伸和弯曲试验,并在不同温度条件下进行冲击试验,经维氏硬度和金相分析[10-12],以评定其是否与Q345LCLA相匹配,同时形成焊接规范,并用于筒体焊接。
1 试验过程
1.1 试验前期准备
按照AWSD1.1—2010对2种焊接材料进行焊接工艺评定,采用45mm厚400mm×400 mm的焊接试板,焊接接头如图1所示,焊接规范见表1。

图1 焊接接头形式

表1 接头形式及焊接规范
1.2 焊接试验
焊接前采用煤气对试板进行100℃的预热处理,层间温度控制在100~200℃。正面焊完后,采用碳弧气刨进行清根,再用砂轮打磨,彻底清除氧化皮后再进行背面焊接,如图2所示。焊后对焊缝进行UT和MT探伤,达到AWSD1.1—2010要求。焊后进行去应力退火,退火时温度为600℃,保温时间≥2 h,退火曲线如图3所示。

图2 试验中温度控制过程

图3 退火曲线
2 试验结果
2.1 拉伸、侧弯试验
对2种焊接接头按照AWSD1.1—2010制备拉伸、侧弯试样,并进行拉伸以及侧弯试验。第一组焊接材料为H10Mn2/SJ101,第二组焊接材料为Primerweld Ni1K/JF-B。两组材料的导向弯曲试验结果见表2和表3,拉伸试验结果见表4和表5。
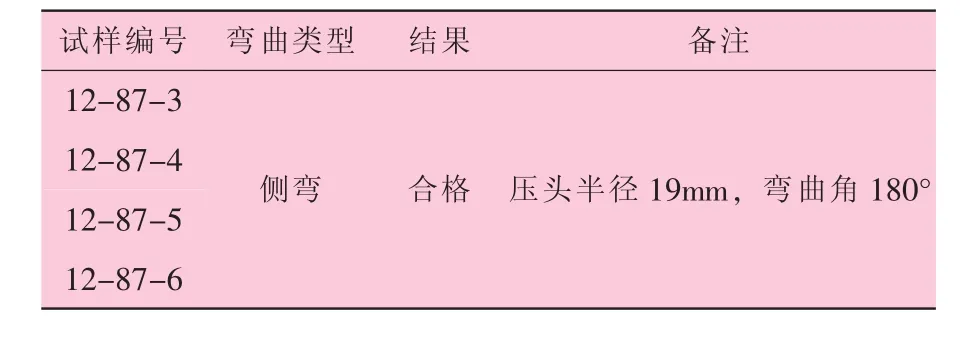
表2 H10Mn2/SJ101焊材焊接接头导向弯曲试验结果

表3 Primerweld Ni1K/JF-B焊材焊接接头导向弯曲试验结果
从表2和表3可以知道,焊接接头侧弯试验全部合格,2种材料的塑性均满足AWSD 1.1—2010标准要求;从表4和表5可知,2种焊接材料的焊接接头均断裂于母材,其接头强度均满足AWSD1.1—2010标准要求。
2.2 冲击试验

表4 H10Mn2/SJ101焊接接头拉伸试验结果

表5 Primerweld Ni1K/JF-B焊接接头拉伸试验结果

图3 H10Mn2/SJ101焊接接头冲击功曲线
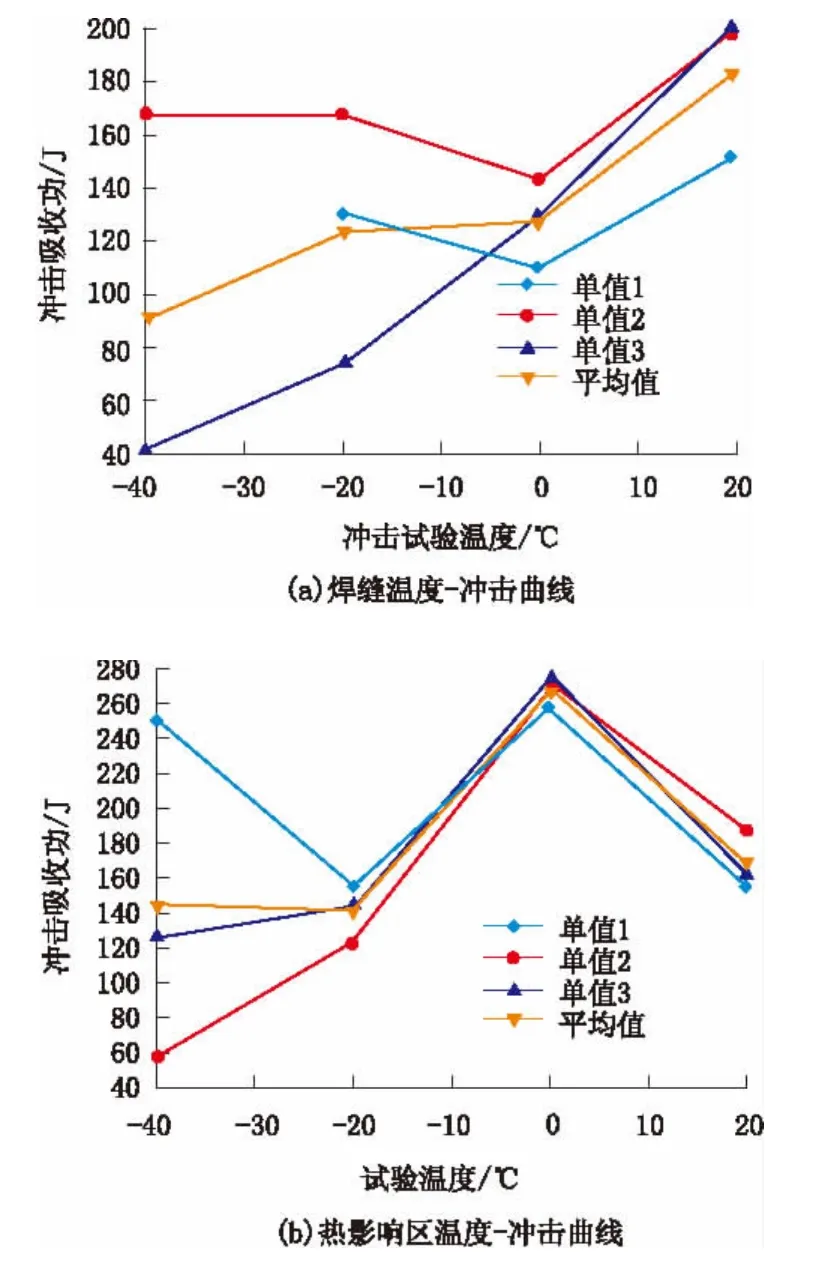
图4 Primerweld Ni1K/JF-B焊接接头冲击功曲线
对2种焊接接头分别在室温,0℃,-20℃和-40℃四种温度条件下进行冲击试验。第一组焊接材料H10Mn2/SJ101,其焊缝及热影响区的温度-冲击功曲线如图3所示。第二组焊接材料为Primerweld Ni1K/JF-B,其焊缝及热影响区温度-冲击曲线如图4所示。由图3和图4可知,2种焊材焊制的焊接接头,其焊缝及热影响区的冲击韧性均高于母材规定的值,达到AWSD1.1—2010标准要求。比较而言,进口焊材Primierweld weldNi1K/JF-B在各种试验温度下,焊缝的冲击吸收功均高于相同温度下国产焊接材料H10Mn2/SJ101的冲击吸收功,两种焊接接头的热影响区均具有较好的冲击韧性。
2.3 维氏硬度检测
对2种焊接接头进行维氏硬度检测,第一组焊接材料为H10Mn2/SJ101,其硬度分布及曲线图如图5所示。第二组焊接材料为Primerweld Ni1K/JF-B,其硬度分布图及曲线图分别如图6所示。
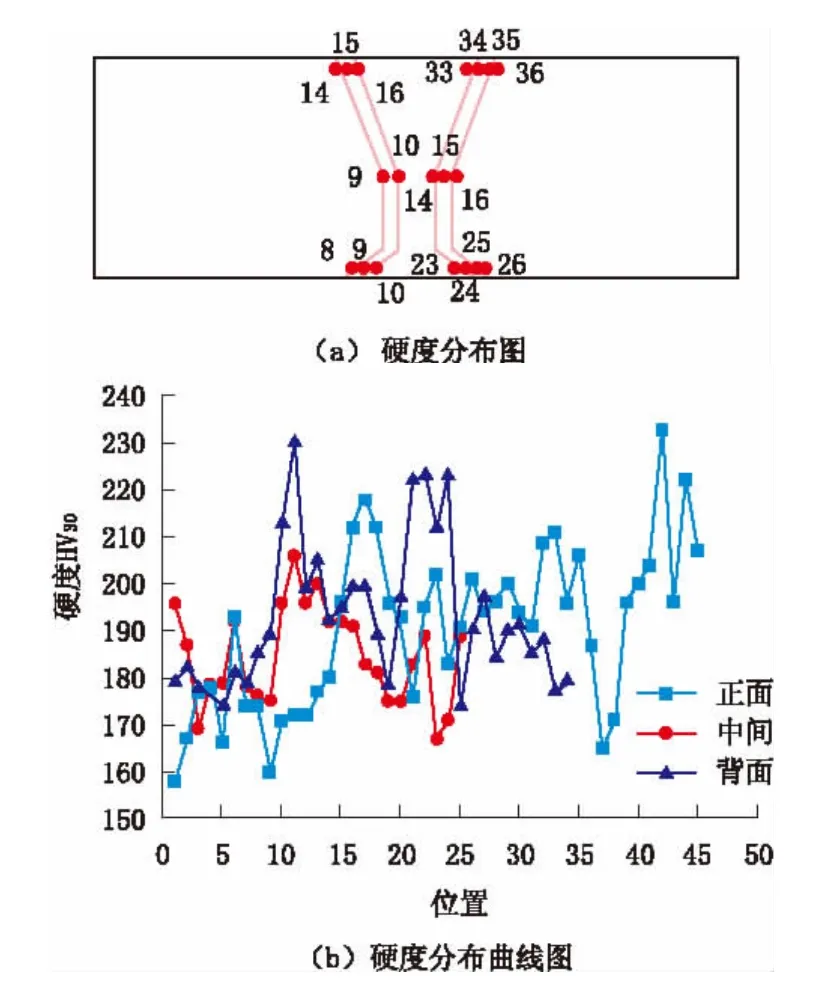
图5 H10Mn2/SJ101焊接接头的硬度分布
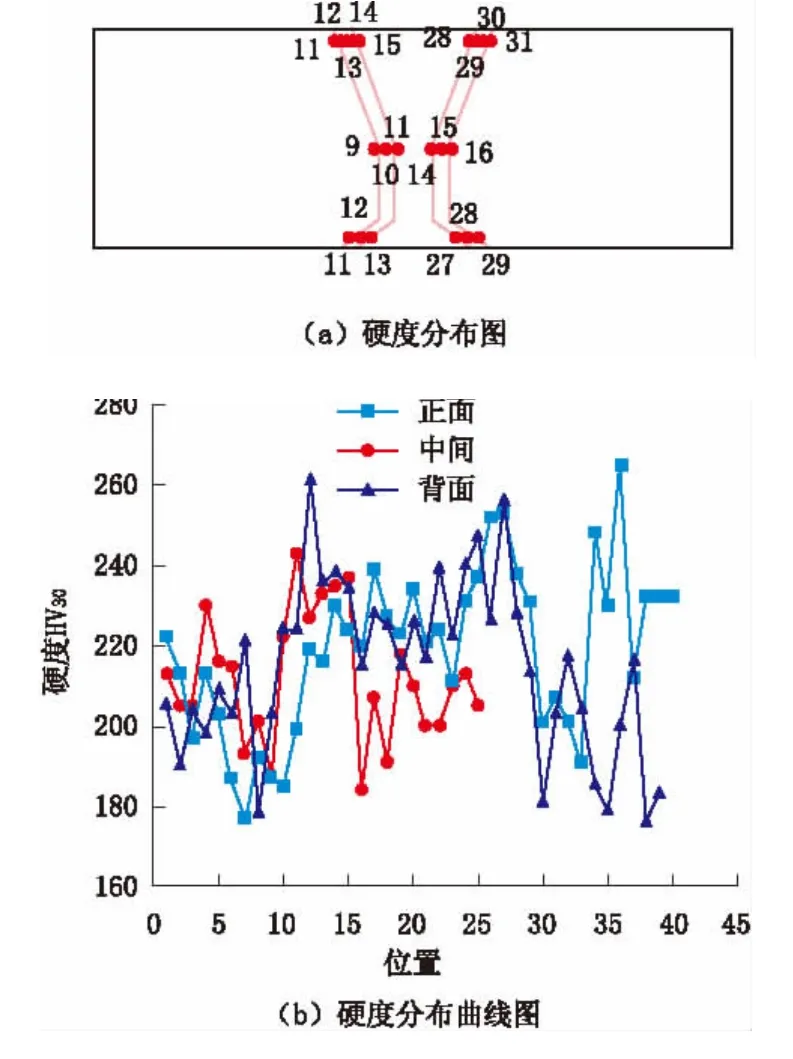
图6 Primerweld Ni1K/JF-B焊接接头的硬度分布
从图5和图6可知,2种焊接材料焊接接头的硬度均与母材接近,焊缝及热影响区的硬度值均在母材范围之内,未出现淬硬性很高的点,其采用的焊接规范及预热温度比较合理。
2.4 金相组织
分别对2种焊接接头进行金相组织分析。第一组焊接材料为H10Mn2/SJ101,其焊接接头金相组织如图7所示。

图7 H10Mn2/SJ101焊接接头金相组织形貌
图7(a)为焊缝区柱状晶金相组织,在柱状晶的晶界上分布着白色的先共析铁素体,晶内为粒状贝氏体和少量的珠光体,铁素体百分比占40%,晶粒度为2级;图7(b)为焊缝区等轴晶金相组织,主要为块状铁素体,并含有少量的粒状贝氏体和珠光体,块状铁素体约占75%,晶粒度为8级;图7(c)为焊热影响区粗晶区金相组织,为羽毛状贝氏体,并含有少量的块状铁素体,铁素体含量约占20%,晶粒度为6级;图7(d)为焊热影响区正火区金相组织,呈块状的铁素体和珠光体,铁素体含量约占75%,晶粒度为8级。
第二组焊接材料为Primerweld Ni1K/JF-B,其焊接接头金相组织如图8所示。
图8(a)为焊缝区柱状晶金相组织,在柱状晶的晶界上分布着白色的先共析铁素体,晶内为粒状贝氏体和少量的珠光体,铁素体百分比占30%,晶粒度为1级;图8(b)为焊缝区等轴晶金相组织,主要为块状铁素体,并含有少量的粒状贝氏体和珠光体,块状铁素体约占75%,晶粒度为8级;图8(c)为焊热影响区粗晶区金相组织,为羽毛状贝氏体,并含有少量的块状铁素体,铁素体含量约占20%,晶粒度为6级;图8(d)为焊热影响区正火区金相组织,呈块状的铁素体和珠光体,铁素体含量约占75%,晶粒度为8级。

图8 Primerweld Ni1K/JF-B焊接接头金相组织形貌
3 结 论
(1)采用合适的预热温度及焊接规范,选择H10Mn2/SJ101和Primerweld Ni1K/JF-B来焊接Q345LCLA,均可以获得力学性能良好的焊接接头,其焊接接头的强度以及塑性均可以达到AWSD1.1—2010标准的要求,并且其具有较好的低温和常温的冲击韧性,相对而言,进口焊接材料Primerweld Ni1K/JF-B的冲击吸收功稍高。
(2)采用合适的预热温度及焊接规范,选择H10Mn2/SJ101和Primerweld Ni1K/JF-B焊接Q345LCLA,焊缝及热影响区的硬度值均在母材范围之内,未出现淬硬性很高的点。2种焊接材料的金相组织比较接近,焊缝及热影响区未出现晶粒粗大的魏氏组织及脆硬的马氏体组织,具有良好的金相组织。
(3)本试验的预热温度及焊接规范,已成功用于中信重工机械股份有限公司为巴西某公司生产的φ4.9m×8.1m溢流型球磨机筒体的焊接,得到用户的好评。
[1]韩德久.大型球磨机的控制与保护[J].矿业工程,2010,8(02):29-31.
[2]张静,刘红枫.球磨机45钢大齿轮的焊接[J].金属加工,2012(24):32-33.
[3]康清华,高海勇,熊健,等.大型球磨机振动测试分析[J].矿山机械,2011,39(10):70-72.
[4]缪成亮,刘振伟,郭晖,等.Nb含量和热输入量对X80管线钢焊接粗晶区的影响[J].材料热处理学报,2012,33(01):99-105.
[5]冯兆龙,郑晓光.00Cr21Ni14Mo2Mn5N钢立焊HAZ冲击韧性偏低的原因分析[J].电焊机,2012,42(02):26-29.
[6]逯来俊,任世宏,马小兵,等.电流种类对Cr-Mo-V钢埋弧焊焊缝冲击韧性的影响[J].电焊机,2012,42(08):53-56.
[7]王好林,李信峰.低合金高强度结构钢焊接强度试验研究[J].煤矿机械,2009,30(01):41-43.
[8]于华,段世新,马岩,等.φ5 m×80 m大型回转窑筒体的焊接工艺评定[J].焊接技术,2010,39(10):23-25.
[9]尚贺军,田宝林,牟永田,等.2530钢焊接工艺评定[J].金属加工,2012(04):46-47.
[10]曹扬,陈光,盛婧,等.Nb对Zr基块体金属玻璃形成能力与显微硬度的影响[J].有色金属,2011,63(01):62-65.
[11]章友谊,冉传海,侯勇.12Cr2Mo1R钢焊接接头显微组织及显微硬度分析[J].热加工工艺,2012,41(09):62-65.
[12]刘进益,袁红霞,张鸿.熔化焊缝金相分析[J].东方电机,2007(03):66-69.
