超高强度X100管线钢埋弧焊焊丝研制*
2014-01-23毕宗岳温宝京赵红波徐红庄刘刚伟
毕宗岳, 牛 辉,温宝京, 赵红波,徐红庄, 刘刚伟
(1.宝鸡石油钢管有限责任公司,陕西 宝鸡721008;2.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008)
X100管线钢是当今世界超高强度管线钢,也是国内外管线钢开发的热点之一,超高钢级钢管的应用可显著降低长距离油气输送管线建设的总成本。近年来,国内在高强度管线钢研制方面投入了大量的资金和人力,并计划进行试验段建设。根据X100管线钢标准要求,X100焊缝的抗拉性能至少要达到760 MPa以上,且在较高的焊接速度下,对焊缝和热影响区的低温韧性提出了较高要求。仅仅依靠普通合金焊丝焊接,已不能满足X100焊缝预期的要求,因此,研究开发出相配套的X100焊丝,必将为国产化X100焊管批量生产应用提供重要的技术支撑。
1 焊丝合金体系的确定
根据API SPEC 5L和BG/T 12470—2003要求,所开发的X100焊丝应具备以下性能:①焊丝加工性能良好;②采用1.5 m/min以上焊速进行平焊或螺旋焊接后,焊缝外观形貌良好,焊道表面光亮、平整;③在匹配相应的焊剂焊接后,焊缝抗拉强度760 MPa以上,焊缝冲击韧性值80 J以上;焊缝熔敷金属760 MPa以上,屈服强度在690 MPa以上,-40℃冲击功在27 J以上。
综合以上要求,为了能够适应高焊速、大线能量焊接,保证焊缝具有较高的强韧性,应当降低显著影响冲击韧性C,Si,P和S等有害元素含量,并严格控制能引起焊缝金属的碳当量Ceq、淬硬倾向及裂纹敏感系数Pcm增加的Ti,Cr和Cu等合金元素的含量;同时,提高Mn,Ni和Mo等脆化矢量较小的元素,以获得可提高强韧性的针状铁素体及粒状贝氏体组织;适量添加Ti和B等微合金元素产生有效夹杂物形核质点,促进晶内的针状铁素体的形成,以控制针状铁素体和粒状贝氏体的组成相比例。根据以上确定Mn-Ni-Mo-Ti-B作为X100焊丝合金系。
2 焊丝成分设计
2.1 C
C是焊缝金属中最重要的合金元素,它作为一种间隙固溶强化元素,常通过基体点阵畸变而易于使基体产生微裂纹和扩展,并致使焊缝金属冲击韧性大幅度下降。另外,C含量的增加还会引起AF比例的增加,先共析铁素体的数量减少。因此,w(C)应限制在0.05%~0.10%之间。
2.2 Mn
Mn在焊缝中的含量对焊缝金属的力学性能有很大的影响,它通常作为固溶强化基体,可有效地提高焊缝强度。由于管线钢中对C含量的严格控制使得焊缝强度稍显不足,所以应相应的提高Mn含量来弥补强度。又由于焊接过程中常采用低Mn焊剂,焊缝中的Mn会发生烧损。因此,焊丝中含量应当稍比母材高一些,即w(Mn)应限制在1.8%~2.0%。
2.3 Si
Si在焊缝金属中主要起脱氧作用,尤其当Mn和Si同时存在时,对焊缝金属组织和性能都有较大的影响,在进行管线钢焊接时,为了达到一定的工艺性能所配套焊剂中常采用高含量的SiO2,极易引起焊缝中硅含量增加,而影响焊缝性能。因此,焊缝中w(Si)一般应控制在0.25%~0.40%。
2.4 Ni
Ni无限固溶于γ-Fe,其作用与Mn相似,只是较Mn的作用弱,是弱合金元素。在焊缝中能降低点阵中的位错运动抗力和位错与间隙元素交互作用能量,促进应力松弛,减少脆性断裂倾向。
2.5 Ti
Ti为强脱氧剂及Ti(C,N)形成元素,它所形成的高熔点化合物质点可作为结晶核心,细化焊缝晶粒。另外在焊缝金属中加入Ti,由于其与N的亲和力极高,可降低焊缝金属中自由N的含量。
2.6 B
B可明显抑制铁素体在奥氏体晶界上的形核,使铁素体转变曲线明显右移,同时使贝氏体转变曲线变得扁平,可在较大的冷却范围内得到贝氏体。Ti与B同时存在时,Ti可在焊接过程中保护B不被氧化,使B抑制先共析铁素体的效果将更好。但由于w(B)超过0.003%,形成的B相沿晶界析出,产生热脆现象;另外,由于B与N和O有很强的亲和力,过多含量易于在焊缝中形成夹杂物。因此,w(B)在0.0004%~0.001%较为合宜。
2.7 Mo
Mo是缩小γ相区的元素,是中强碳化物形成元素,其主要作用是推迟先共析铁素体转变而有利于形成贝氏体结构。Mo在焊缝中固溶于奥氏体或以碳化物的形式存在,并强烈地抑制珠光体转变,可以改善焊缝冲击韧性。
2.8 S和P
S和P等有害元素由于会引起焊缝韧性的降低和提高韧性转变温度,并且会增大焊缝热脆和焊接结晶裂纹的倾向性。所以,应当严格限制,本次焊丝研制限制w(S)在0.006%以下,w(P)在0.015%以下。
3 熔敷金属试验
3.1 熔敷金属力学性能
采用研制的X100焊丝匹配BG-SJ101H2焊剂,依据GB/T 12470—2003《埋弧焊用低合金钢焊丝和焊剂》要求进行熔敷金属焊接试验,结果见表1。可知,-30℃下熔敷金属的冲击韧性、拉伸强度实现了良好的强韧性匹配。

表1 X100焊材熔敷金属力学性能结果
3.2 熔敷金属微观组织
研制焊丝配合BG-SJ101H2焊剂所得到的焊接接头熔敷金属的组织如图1所示。从图中可以看出,熔敷金属组织以铁素体为主,呈篮筐编结形态分布,且大小、分布较为均匀,除此之外,在铁素体之间分布有少量的珠光体。该组织形态充分保证焊缝在低温下具有较高的冲击韧性。

图1 熔敷金属组织
4 管材焊接试验
焊接方法为双丝交直流内外双面埋弧焊接,焊接设备为林肯DC-1500/AC-1200焊机。焊接材料采用研制的X100焊丝及BG-SJ101H2焊剂,试验用钢板为本钢集团有限公司生产的X100卷板,厚度为14.8 mm,化学成分见表2,焊接时的工艺参数见表3。试板采用X形坡口,内焊坡口角度为70°,外焊坡口角度为100°, 钝边大小为8~9 mm。

表2 X100板材化学成分%

表3 焊接参数
4.1 焊缝接头拉伸性能
采用研制的X100焊丝进行焊接,依据API SPEC 5L及X100管线钢标准对于焊缝金属进行拉伸性能检测,并对试验结果汇总统计,如图2所示。从图2中可以看出,焊缝拉伸性能分布在780~860 MPa,均满足X100管线钢的强度要求,满足API SPEC 5L标准中 对X100管线钢的强度要求。

图2 X100焊丝焊接后焊缝的拉伸性能
4.2 焊缝接头冲击性能
研制的X100焊丝匹配本钢X100原料进行焊接,对焊缝金属进行-10℃冲击韧性试验,试验结果汇总统计如图3所示。由图3可知,所研制焊丝焊缝的冲击性能优良,完全满足API SPEC 5L(44版)及X100管线钢标准要求。
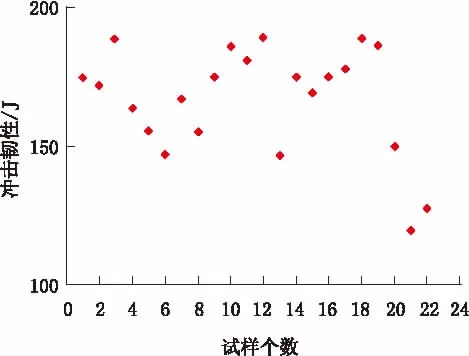
图3 X100焊丝焊接后焊缝的冲击韧性
4.3 断口及组织分析
研制的焊丝与BG-SJ101H2焊剂匹配焊接所得焊缝组织如图4所示,其中焊缝组织为混杂分布状态的针状铁素体(AF)和少量先共析铁素体(PF)组织存在,主要以针状铁素体为主,且组织大小,形态及分布都较为均匀;焊缝断口形貌如图5所示,由观察可得断口形貌除有少量的二次浅裂纹外,其余为较浅且分布均匀的韧窝,由此说明焊缝韧性较好,通过对断口进行扫描,未发现有明显的MnO和Al2O3夹杂物存在。

图4 焊缝组织

图5 焊缝断口形貌
5 结 论
(1)所研制焊丝匹配BG-SJ101H2焊剂进行焊接后,焊缝低温冲击韧性良好,且拉伸强度较高,完全达到API SPEC 5L管线标准中X100指标要求。
(2)熔敷金属试验表明所研制焊丝不仅具有较高的强度,而且有较好的低温冲击韧性,力学性能指标达到了BG/T 12470—2003标准要求,可以满足X100母材与焊缝等强匹配的要求。
(3)通过采用Mo,Ni,Ti和B等多元微量合金元素设计焊丝,焊接后可使焊缝获得较好的针状铁素体组织,并确保了焊缝较高的强韧性。
[1]唐伯钢,尹士科,王玉荣.低碳钢与低合金高强度钢焊接材料[M].北京:机械工业出版社,1987.
[2]张敏,姚成武,付翀,等.X80管线钢埋弧焊匹配焊丝研制[J].焊接学报,2006,27(04):64-68.
[3]崔忠圻,刘北兴.金属学与热处理原理[M].哈尔滨:哈尔滨工业大学出版社,1998.
[4]齐俊杰,黄运华,张跃.微合金化钢[M].北京:冶金工业出版社,2006.
[5]陈伯蠡.高强钢埋弧焊缝的强韧化研究[J].焊接学报,1987(03):33-35.
[6]张豪,魏金山,张京海.熔敷金属中筐篮编织状针状铁素体组织研究[J].材料开发与应用,2005(06):14-17.
[7]马凤辉,李春范,王亚.中国焊接材料的生产与应用[J].焊接,2002(08):8-10.
[8]赵明纯,单以银,肖福仁,等.管线钢中针状铁素体的形成及其强韧性的分析[J].材料科学与工艺,2001,9(04):356-158.
[9]陈伯蠡,周运鸿.高强度埋弧焊焊缝强韧化研究[J].焊接学报,1987,8(03):153-161.
[10]张炳范,李午申,曾悦坚.高韧性焊条的研究[J].焊接学报,1993,14(04):227-232.
[11]林文彬,葛玉宏,吕世俊,等.X70直缝钢管4丝埋弧焊焊接工艺试验[J].焊接技术,2002(02):24-25.
[12]李继红,杨亮,张敏.X100管线钢埋弧焊焊接接头的力学性能分析[J].热加工工艺,2013(11):171-172,175.
[13]薛小怀,钱百年,国旭明,等.高强高韧性管线钢埋弧用焊丝的研制[J].焊接学报,2002(05):30-34.
[14]薛小怀.X80管线钢埋弧焊用焊丝、工艺及焊接性研究[J].材料导报,2002(08):53.
[15]李亚江.微合金化钢[M].北京:冶金工业出版社,2010.
