浅淡刚挠结合多层板的工程制作
2014-01-13任军成
葛 春 任军成
(珠海方正科技高密电子有限公司,广东 珠海 519175)
1 前言
刚挠结合印制板(R-FPC)俗称软硬结合板,具备挠性印制板(软板)与刚性印制板(硬板)两者的特性,提供了电子组件之间一种崭新的连接方式,大大减少了连接点,极大地提高了产品的性能,特别适合最新式的便携电子产品市场的需求。
软硬结合板的优点显现,可是工程设计及制作工艺上的复杂,生产工序繁多周期长,以及制作成本高的缺点,是个不争的事实。现就软硬结合板的工程资料设计、制作过程中所应注意的问题进行总结和分享。
2 软硬结合板的工程设计制作
2.1 软硬结合板的结构
软硬结合板是在挠性印制板上粘结刚性外层,刚性层的电路与挠性层的电路通过金属化孔相互连通。每块软硬结合板有一个或多个刚性板区及挠性板区。其结构形式较多样化,而实现的工艺形式稍有变通。
2.2 工艺流程设计
(1)软硬结合板制作指示(MI)流程相对刚性PCB的流程,需要关注新增工序:软板制作(包括软板开料→图形制作→压合覆盖膜→冲孔),Low-Flow PP 开窗、 Plasma 清洗、Plasma 粗化、预锣(预铣外形)、激光切割/控深切割(UV激光)、贴/压屏蔽膜、贴/压补强板。
(2)目前PCB业界针对软板和硬板均有专业的工程制作辅助软件,但对于软硬结合板还没有专门的软件支持,因此,对于软硬结合板工程资料的处理和制作自然带来诸多不便。
这篇短文描述的是作者在绘制巴黎地图时的构思和细节,此段描写的是绘制地图时作者遇到的困难,陈译本这样处理原文的翻译:
Inplan软件(由Frontline公司开发,PCB工厂所采用的一个制前工程自动化软件)具有自定义叠构图的功能,即MI工程师可以先按硬板制作出相似的叠构图,然后将图片导出,利用其它图片编辑软件将其中的PP等修改成相应的软板材料,然后再将修改好的图片导入inplan系统上传ERP。借助此方法可以快速、准确地制作适合于软硬结合板生产的直观、明了的叠构示意图。
如今,很多农村学校为了方便离家远的学生上学,节省学生时间,保障学生安全,减少家长负担,常常会采用寄宿制管理方式。寄宿制管理是一把双刃剑,一方面方便了学生上下学,另一方面如果管理不当,则会存在很多隐患。为此,本文将对农村寄宿制学校学生住宿的有效管理展开实践研究。
另外,该软件也支持通过软件的二次开发,自动化产生细化到每一张PP的工序流程(如图1所示),可极大地方便产线人员的操作,避免每一批订单、每一个工序均需要人为跟进,提升批量生产的效率。
后来几经辗转,终于在2002年又重新搬回到场部。这3年多,我只有寒暑假才回来,是母亲用她柔弱的肩膀撑起了这个家。不知有多少人劝她,这样的家庭条件就别让孩子上学了。母亲坚决不同意,她说:“我就吃了没文化的亏,只要孩子能考上,砸锅卖铁我也供!”正是母亲的坚持,我和妹妹都顺利地读完了大学。
2.3 排版设计
软板原材料(FCCL)有两种宽度:250 mm和500 mm,由于软板制作能力限制,目前一般仅能制作宽度250 mm、长度任意的软板,考虑到软板涨缩较大,长度控制在500 mm以内,常用的尺寸为250 mm×100 mm ~ 250 mm×250 mm。硬板制作常用尺寸为:18 in×24 in和21 in×24 in,如果制作软硬结合板,需要组合叠板工艺,常用的组合叠板方式为:
(1)四合一即四张软板组合成一张大板,大板尺寸与硬板尺寸相同(图2)。

图1 Low-Flow PP 开窗流程
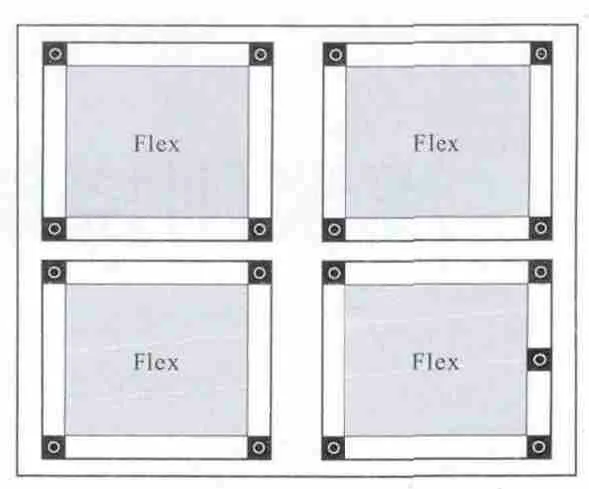
图2 四合一拼板
(2)六合一即六张软板组合成一张大板,大板尺寸与硬板尺寸相同(图3)。
(2)为更好地控制后续De-Cap精度,建议在叠构的单面或双面硬板的相应层次上加12 mil宽的铜线设计(软区硬区各6 mil),铜线长度较客户原稿软板外形单边长2 mm,如图9黑线所示,需问客户ICS。激光刀径必须控制预留的铜线范围内,深度以不击穿铜线为控制标准。
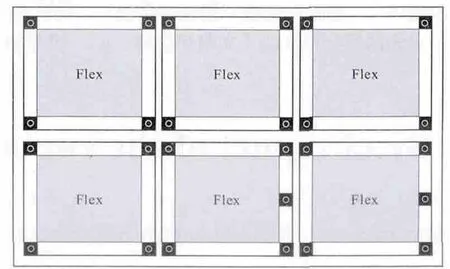
图3 六合一拼板
2.4 低流动度半固化片( Low-Flow PP)
(1)常用有ITEQ:IT-140G NF、IT-180 NF;EMC:EM-37B(L)、EM-285B(L);Panasonic:R-1551W(中Tg 无卤材料)、生益SP120N;TUC:TU-84P NF/MF(高Tg无卤材料);常规的No-Flow PP 介厚范围为40 μm ~ 125 μm,常规的硬板芯板为3 mil或以上厚度,常规的单面软板为0.5 mil(12.5 μm); Low-Flow PP 补偿规范:以0.7 mm溢胶量为临界点,若客户要求的溢胶量≥0.7 mm,则沿着客户原稿De-Cap 线向软板区补偿5 mil设计(即开窗尺寸减小);若客户要求的溢胶量<0.7 mm,则在NPI 中提出。Low-Flow PP工具按照完成软板的涨缩补偿系数制作(图4)。
部分区域贴Coverlay软板在压合前需增加Plasma清洗,清洗条件(1);整板贴Coverlay(即硬板区全部贴覆盖膜),在层压前增加Plasma粗化,清洗条件(2)。见表1。
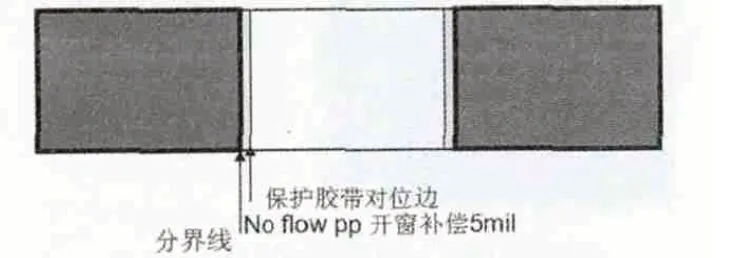
图4 Low-Flow PP开窗要求
(2)Low-Flow PP工具孔:Low-Flow PP与各Core的对位是利用OPE机冲孔对位,OPE孔在做完芯Core后由OPE机冲出,在Low- Flow PP的相应位置激光钻出对应孔。孔尺寸与位置固定不做涨缩补偿,建议同时在板边多添加一套如上所述的对位孔备用。板四角增加一组开窗PP与芯板对位检查孔,如图5所示。
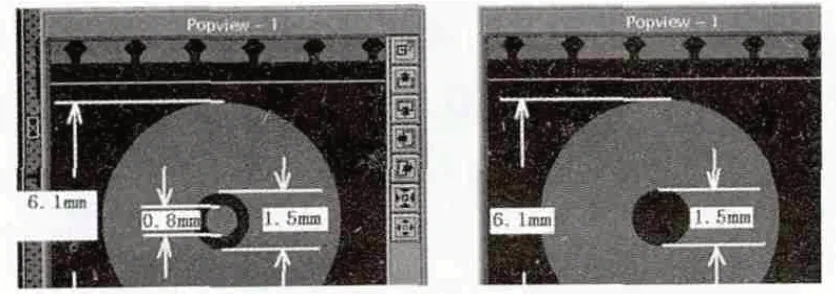
图5 Low-Flow PP工具孔标靶
(3)对位接受标准:≤4 mil,用十倍镜能看到棕化后的铜环且在孔内不能看到下面的PP,即X/Y面只允许PP与孔相切。由于我们采用的是四合一或六合一组合叠板方案,软板与硬板通过铆钉铆合的方式固定,因此Low-Flow PP对应区域也要事先钻出铆钉孔,孔径大小和孔位与硬板相同,即每个软板需要四个铆钉孔,如果是六合一组合方案,PP需要钻24个铆钉孔,如图6所示。
铣外形包括机械铣外形和激光铣外形:
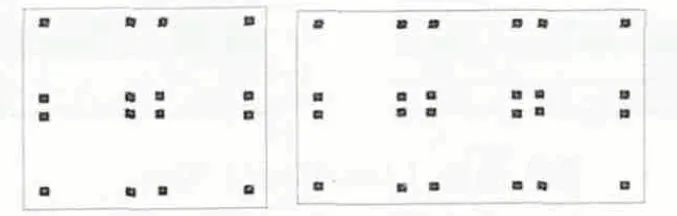
图6 四合一、六合一方案PP钻铆钉孔
2.5 Plasma清洗与粗化
《奋进中国梦·崛起新海丝》这幅作品采用装饰性绘画语言表现广西北部湾港欣欣向荣、热火朝天进行港口作业的场面。通过巨型集装箱起重机、大型货轮等组成雄伟的设计构成,以密集的线条和大块面的色彩形成强有力的对比,加入港口工作人员作为亮点,体现基层劳动者的辛勤劳动,创造了这个辉煌时代。作品赞美了广西为实现中国梦、建设21世纪海上丝绸之路而奋进崛起。
“You can’t eat me,”said the gingerbread man,and he ran out of the house.

表1 Plasma清洗条件
2.6 铆合治具的制作
(3)板边及中间废料区设计与单元内结构一致的Coupon做De-Cap的首板能量测试。
2.7 层压缓冲材料选择
软硬结合板层压缓冲材料通常使用Pacothane Plus+Pacopad或者三合一材料,但有些客户对压合外观要求严格的可以使用Ukin等其他缓冲材料。
(1)1+2+HDI结构的R-F板第二次压板也必须缓冲材料压板.,为保证铜箔平整度建议使用UKIN或者CA-PICARD的缓冲材料;
(2)压屏蔽膜Shielding Film时使用CA-PICRD的缓冲材料,它的复型效果与平整度好。
综合以上内容,陶瓷与酒的结合在历史上由来已久,对于现代酒类包装设计工作的展开来说,设计人员必须能在确保陶瓷这一传统文化元素发挥出自身作用的同时,保证酒类产品外包装设计的创新性。
2.8 阻焊工艺选择及设计要求
(1)对于软硬结合板,厚度≥0.5 mm时可以采用喷涂工艺,薄板通常采用丝印工艺;
注意:为保护软板外面的PI膜,步骤(1)时我们预先只从Core靠近非流胶PP的一面铣一刀,即软硬交界处(图8),后面选择远离软板区的位置铣另外三边,即可揭盖。
(3)对于有揭盖(De-Cap)工艺的软硬结合板,揭盖区不需做挡光点和绿油开窗,若无De-Cap设计则必须设计丝印挡油点, 挡光点开窗同绿油开窗。

图7 阻焊开窗设计
2.9 铣外形设计
制作软硬结合板时将软板材料与硬板材料同时压合,最后通过特定的方法将表层的一定厚度的硬板材料去除,以露出特定区域的软板。然后对露出来软板的部分区域做表面处理,最后再将整个外形铣出来,最终实现可用于需弯折组装的软硬结合板。整个过程中如何设计铣加工的过程就变得尤为重要,下面就以这款6层软硬结合板为例,分享一种可行的成型加工实现方式。
(1)L1-2&L6-5的Core&PP在压合前的预开槽,主要作用是,掏空一部分软板区域的硬板,为后面彻底去掉在软板区域上方的硬板作准备。
注意:当硬板部分的Core的厚度<10 mil时,不宜采用机械控深铣,可直接采用UV激光铣即可,一般UV激光深度公差可达到+/-1 mil。
Application of surfactants in new energy and energy-efficient technologies 2 52
(2)压合完成后第一次从Bottom面开盖,先控深铣铣软板周围,再控深铣铣软硬结合处,主要是揭掉软板区Bottom面的多余硬板,软板前端的金手指PAD露出来了,就可以进行表面处理了。
(3)机械铣铣出SET外形及硬板区域,此时需注意三点:
① 为保证机械铣不伤到软板外形,一般保证距离软板外形>0.5 mm;
② 对于软硬结合处的软板外形设计为弧形的,需适当向软板区域多铣0.15 mm,以确保弯折时结合处边缘不容易开裂;
(2)当m=1时,G ~=S3或G为2n(2n-1)阶Frobenius群,其中Sylow 2-子群正规,2n-1为素数.
③ 当软板区为单端悬空设计,且软板厚度较薄时,软板一般在此时会预留辅助桥,以方便后面精铣软板时定位。对于需成型后再做表面处理的板还可以减少后面表面处理时软板区晃动。
(4)用激光将软板周围剩余的部分铣掉,对于需成型后再做表面处理的板,也可以表面处理后再将软板周围剩余的部分铣掉(含辅助桥)。
(5)从Top面开盖,将Top面软板区上方多余的硬板揭掉,对于软板双面都有图形需要做表面处理时,则需要在步骤3前就双面开盖。
2015年2月至2017年7月我院对133例高血压合并冠心病患者进行了研究分析,我们排除了肿瘤和感染性疾病患者。将患者分成了对照组和试验组,试验组有37例男性,30例女性,最小44岁,最大77岁,平均(63.2±4.1)岁;对照组有37例男性,29例女性,最小44岁,最大77岁,平均(63.8±3.7)岁。两组的普通资料对比不存在统计学差异性,能够进行比较分析。
(2)软板区域的阻焊/绿油开窗以软板的板中轴线为中心向硬板区域多开4 mil ~ 8 mil(图7);

图8 软硬结合处
2.10 揭盖( De-Cap )设计
De-Cap 对位标靶设计,统一定为层压后钻出的Conformal Mask 对位孔;De-Cap 尽量不要选择软板区的标靶,如果设计要求一定用软板标靶定位,该标靶图形直径须≤0.4 mm, L3层程序用L3层的Mark点定位,L4层程序用L4层的Mark 点定位。
(1)尽量将相邻的揭盖区连接在一起,整体揭盖,减少员工揭盖的次数,揭盖越多就越容易引起分层现象;当De-Cap 的刚挠结合区的高度差较大,即叠层结构中Hard core 厚度≥0.2 mm时,不易直接切割开盖,须采用层压前预切割方式,预切位置应比实际揭盖分界线单边向软板区补偿4 mil,以防止对位偏差造成揭盖时伤害阻焊面;
现在不少教师一般注重知识的传授和能力的提高,缺乏兴趣激发有效手段,不能调动学生学习。高三学生对生物学习缺乏足够的热情,以为生物只须记忆,学习效果受到极大的影响。生物教师应从学科魅力、生物学独到的研究方法、不断涌现的生物进展、生产生活的密切联系、多媒体教学手段等方面不断暗示学生,激发学生的学习兴趣和学习潜能,以忽略智力的不足。

图9 揭盖(De-Cap)设计
由于叠板时采用四合一和六合一组合方案,软板需要与硬板用铆钉铆合。软板铆合时如果人工用手去对位铆合比较困难,因此需要采用铆合的治具。铆合治具上销钉尺寸比铆钉孔直径要小25 μm,在板的长方向看,铆钉有四排,而铆合治具上销钉位置为中间两排铆钉位置,铆合治具长方向与板相同,铆合治具宽方向一定不要超过外围两排铆钉孔。下面以六合一方案为例,介绍铆合治具设计规则。
其中αi,βi,δi,σi和ki(i=1,2,3)都是待定常数。令Tan、Tanh和exα1+yβ1+tδ1+σ1等项的系数为零可得
(1)机械铣外形要求:铣SET外形以及硬板区域,将硬板上的外形铣出来(不允许在软板外形处下刀),尽量一次铣完,刚挠结合处的铣槽尽量避免铣长条;
(2)设计要点:刚挠结合处铣刀需往软板区域延伸0.15 mm(0.15 mm是指铣刀的中心到刚挠结合处的量),并离开软板外形>0.5 mm将硬板上的外形铣出来。(图10)
(2)试验用焊材 焊接热影响区最高硬度试验采用J607Q(φ4mm)焊条焊接;斜Y坡口焊接裂纹试验分别采用J607Q(φ4m m)焊条和药芯焊丝JQ.YJ621K2-1(φ1.2mm)焊接;对接接头刚性拘束焊接裂纹试验分别采用气体保护焊和埋弧焊方法焊接,气体保护焊采用HTW-58(φ1.2mm)焊丝焊接;埋弧焊采用H65Q(φ4mm)焊丝+SJ105q焊剂焊接。气体保护焊用CO2气体纯度>99.5%。焊接材料的化学成分和力学性能如表3所示。
(3)激光铣外形要求:主要对已经揭盖的软板区域进行切割,去除不需要的软板部分。
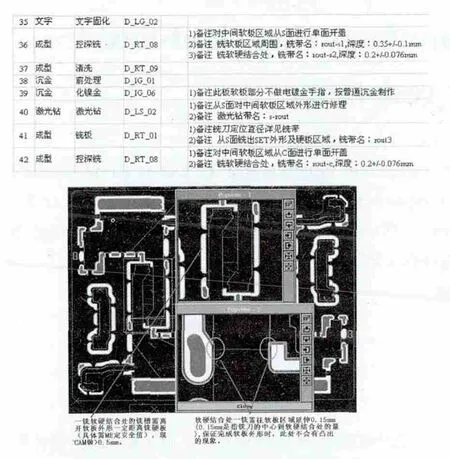
图10 软硬结合处铣带设计2
(4)激光铣软板对位使用外层图形Set上的Fiducial Mark定位;对于软板外形公差≥0.1 mm的板,激光铣软板也可以用Set上的通孔定位;对于软板外形公差要求<0.1 mm或者有金手指的板,应在每一Set内废料区域制作Fiducial Mark。
①激光铣软板Mark点(直径为0.4 mm的铜Pad),L3层激光切型程序用L3层的Mark点定位,L4层激光切型程序用L4层的Mark点定位,板角四个通孔配合Set内Mark点定位以提高精度;
阅读一个民族的历史小说是了解这个民族历史和精神气质的有效途径。这也符合苏格兰文学的传统,即通过小说来讲述历史。然而,苏格兰历史小说浪漫化的特点并不能真正展示苏格兰历史的全貌。正如苏格兰历史研究专家科林·基德(Colin Kidd)指出的,尽管苏格兰的过去生动而独特,却因其浓重的地方色彩和演义性质,无法为现代苏格兰社会提供一个可供参考、逻辑完整的意识形态。(转引自Craig 1999:118)苏格兰人留给苏格兰的历史如同《兰纳克》中的“时光隧道”,没有时间的流动,完全处于真实的历史因果之外。这种状况在苏格兰进入工业化社会之后也未得到改善,它成功抹去了浪漫化的过去,却仍未架起通往现在的桥梁。
②De-Cap与激光铣软板可使用同一组定位孔;
③制作激光切型程序时,需注意将程序按软板上的材料不同、厚度不同、是否存在补强,屏蔽膜等将其做分刀处理,以方便UV激光钻机调整能量。
2.11 关于软硬结合板的补强设计
软板层上刚挠结合处的连接筋要在软板上,尽量不要设计在硬板的连接,要在软板的连接筋处铺铜,并且要铜离软板外形,不能存在露铜情况,作用是加强软板连接筋的硬度,避免刚挠结合部位断开,Breakaway加铜皮不需刮流胶槽,离Rout线的距离10 mil。
2.12 补强及屏蔽膜设计
补强板用于加强软板硬度,以客户原稿设计的区域为实际生产区域。
屏蔽膜以客户原稿设计,屏蔽膜在软板区可单边加大至少1 mm,便于贴后撕复写薄膜层的操作,并在废料区增加贴膜对位标识线;在贴完后的激光切型工具中按照客户原稿设计切掉多余的部分。
制作UV切或者冲切屏蔽膜的切割工具资料,注意平面切割尺寸计算时必须将刚挠区厚度差及软板区单边的补偿考虑在内。
3 结语
软硬结合板的设计结构复杂,设计、制作工艺难度大;软硬结合板的材料多样性,价格昂贵;软硬结合板对位精度控制是难点,尺寸稳定性要求高。文章就软硬结合板在实际设计和生产操作过程所遇到一些问题做了一个总结,希望对同行的朋友们有所启发和帮助。
[1]吴军权,刘继承,陈裕韬,陈春. 激光揭盖工艺优化探索[J]. 印制电路信息, 2013(S1): 345-349.
[2]刘榕健,郑军,郑英东. 不流动半固化片特性的探讨[J]. 印制电路信息. 2013(10) :15-19.