液压支架使用低合金高强钢焊接工艺研究
2014-01-12安润霞
安润霞
0 引言
近几年,为了加大资源开采率,薄煤层、特厚煤层开采已成为煤炭开采的必然发展趋势。与之相适应,煤机设备开始朝着大配套、大阻力、大功率、高可靠性发展的同时呈现出另一种倾向,即自重轻型化、材质高强化、控制自动化,所以700 MPa 乃至更大强度的低合金高强钢成为煤机设备使用的主流钢材。中央机厂作为大同煤矿集团公司煤机制造的主要生产基地,从2003 年以来,Q420、Q460 逐步取代了多年为主要材质的Q345。尤其是从2006 年5 月开始少量使用Q690、Q550 高强板制造ZY6400/12/28型液压支架,近几年来ZF15000/27.5/42 型特厚煤层放顶煤液压支架、ZY4400/10/20 型薄煤层掩护式液压支架乃至SGZ764/400、SGZ764/630、SGZ830/630 重型刮板输送机制造,700 MPa 以上的Q550、Q690 钢板已占到使用板材的80%以上。高强板由于淬硬倾向较大,焊接时极易出现裂纹,影响煤机设备的使用性能,因此如何控制接头裂纹已成为高强钢焊接研究的一道重要课题。
1 研究内容
1.1 高强钢焊接的特性
高强钢是在普通低合金结构钢的基础上,为了改善钢的性能,在冶炼时加入Ni、Ti、V 及Nb 等合金元素,以达到细化晶粒,提高钢的韧性,清除钢中的有害元素S、P,改善钢的性能的目的,其化学成分及常温力学性能见表1,第12 页表2、表3。
从表中可以明显看出,低合金高强钢碳当量均在0.4%以上,而当CEV=0.4%~0.6%时,特别当大于0.5%时,钢材淬硬倾向强,产生焊接裂纹的几率很大,对焊接作业环境、焊接作业规范以及焊接材料、焊接人员都提出了更高的要求。

表1 低合金高强钢化学成分 [1]
1.2 焊接作业环境的研究
大同地区属于雁北高寒地区,每年春、秋季风沙大,早晚温差大,为了确保焊接质量,避免产生延迟裂纹乃至层状撕裂、结晶热裂纹等严重缺陷,近几年来我们从焊接作业环境的角度进行了反复探索,在各类工艺文件中明确规定,焊接作业环境温度>5℃。①当冬天环境温度低于0℃时,要求对焊缝两边的母材进行局部预热,最低预热温度大于20℃;同时,为了防止局部预热过度,预热温度不得大于150℃。②春、秋两季当风速超过2 m/s 时,应采取避风、防风措施,即不得在车间大门两侧5 m 以内进行施焊。③当冬季焊件表面潮湿、有霜冻时,应用氧-乙炔火焰进行烘干加热,加热温度高于20℃。④当作业环境达到或者接近温度、风力、湿度极限数据时,要求第一道焊缝应从中间引弧向两端施焊,以后各层控温施焊,层间温度控制在100℃~150℃左右。
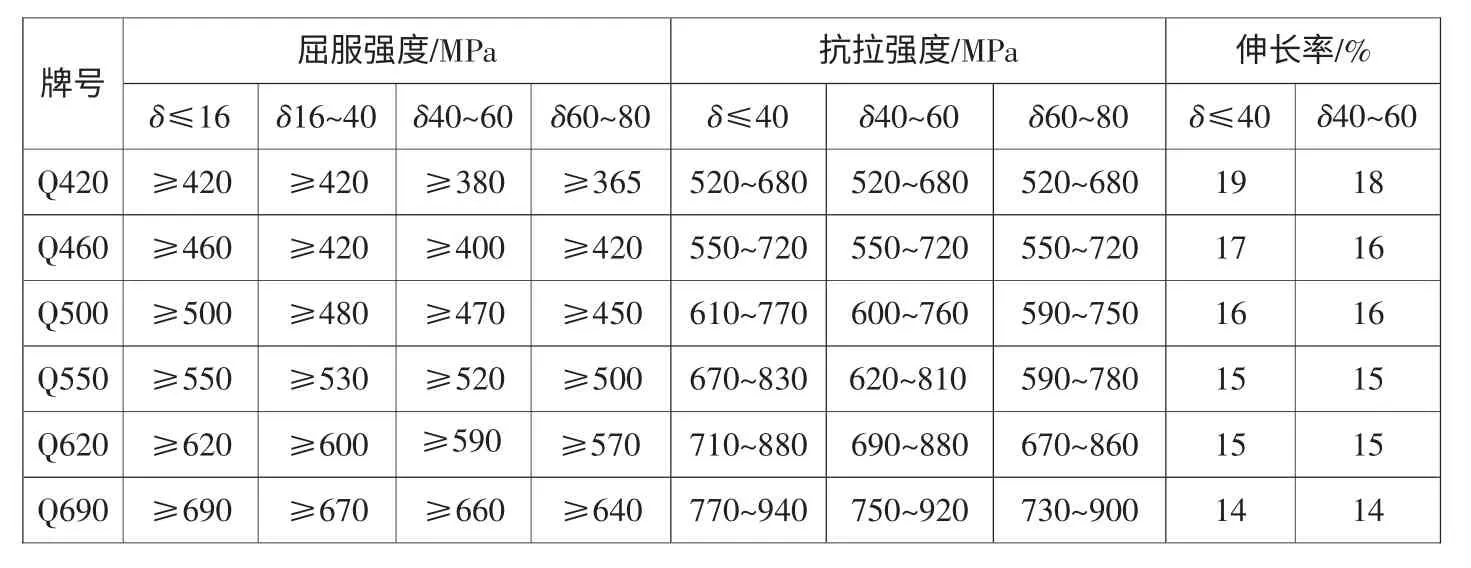
表2 低合金高强钢力学性能 [1]

表3 热机械轧制式热机械轧制加回火状态交货钢材的碳当量 [1]
1.3 焊接材料的匹配性研究
长期以来,焊接材料的选用多采用等强匹配的原则,即焊接材料的抗拉强度等级等同于母材的抗拉强度等级。而且,在一些企业中,由于液压支架在使用过程中产生焊缝开裂现象,还选用了高强匹配的原则,即焊接材料的抗拉强度高于母材强度等级一个级别。几年来,我们在液压支架使用低合金高强钢焊接的过程中,也先后进行了反复试验和实践,最终确定,鉴于低合金高强钢存在的主要问题是焊接后易产生冷裂纹和淬硬组织,而且液压支架工作条件较为复杂,承受弯曲、扭转、拉伸等多种工作应力,并以弯扭组合应力为主要载荷影响,所以少许降低焊缝的强度而使韧性储备提高,对焊接接头更为有利,故在焊接材料的选用上采取了低强匹配原则,焊接材料的强度低于母材一个强度等级,收到了很好的效果[2]。其一,对Q420、Q460 母材的焊接成功地实现了不预热常温焊接;其二,焊缝的韧性得到了保证,在拉伸试验、弯曲试验中,确保了焊缝金属有一定伸长,但未开裂的效果;其三,大大降低了生产成本。
1.4 焊接作业规范的研究
低合金高强钢的组织和性能主要由焊接热循环决定,所以焊接作业规范的研究是整个低合金高强钢焊接质量控制的重要环节。
1.4.1 焊前预热温度的确定
焊接接头的淬硬组织、扩散氢含量、拘束应力这3 个基本条件是形成焊接冷裂纹的主要原因。而焊前预热能够减缓焊接接头的冷却速度,减少或避免淬硬组织的形成;加速氢的扩散逸出,防止氢致冷裂纹;可减少母材与焊缝区的温度差,使较宽范围内的温度分布比较均匀,能减少焊接接头的残余应力,故焊前预热是防止低合金高强钢焊接裂纹的重要措施[3]。
在这方面,2003 年以来我们也进行了认真的探索和研究,最终确定了根据碳当量确定预热方法和预热温度的方法,其不仅考虑了板厚和扩散氢等因素对预热温度的影响,而且还考虑了焊接热输入对预热温度的影响,可以防止由于操作不稳定而引起的误差。
根据有关资料介绍,经过反复验证,我们确定了预热方法及措施,即碳当量<0.45%的低合金结构钢,如Q345、Q420、Q460,除去环境温度低于5℃时,一般不进行预热。碳当量介于0.45%~0.50%之间的低合金结构钢,如Q550 钢板,预热温度为50℃~100℃;Q550 板材我们采取了用氧-乙炔火焰对焊缝周围100 mm 处进行预热的措施。碳当量≥0.50%,如Q690 板焊接时,预热200℃~300℃;为了安全起见,我们采取了整体入炉预热的工艺。
同时,为了保证焊件的预热效果和层间温度,加强了监控测量,即在焊接过程中,在焊接方向上取500 mm 和1 000 mm 作为测量点。在宽度范围内当母材板厚≤50 mm 时,测量范围为距焊缝边缘不超过50 mm 的距离处;当板厚>50 mm 时,测量范围为距焊缝边缘75 mm 处;若焊缝两边母材厚度有差异,以厚板的一边为基准[4](见图1)。

图1 焊接温度测试位置
层间温度要求不低于80℃,若低于80℃,应用氧-乙炔火焰重新预热至80℃以上。预热后要求连续施焊,大型焊件由2~3 名焊工采取对称跳焊方法同时施焊。
1.4.2 焊接工艺参数的研究
为了保证焊接质量,焊接时宜使用80%Ar+20%CO2的混合气体保护为宜;焊丝应选用细焊丝,液压支架焊接宜选用Φ1.2 mm 焊丝;焊接电流应保持在280 A~320 A 之间;焊丝送丝速度为16 m/min~18 m/min;气体流量为19 L/min~20 L/min。按此参数进行施焊,焊接热输入界于16 kJ/cm~17 kJ/cm 之间,得到的焊缝热影响区为马氏体+下贝氏体组织。马氏体对贝氏体高塑性的约束提高了热影响区的强度,同时贝氏体可以随马氏体产生适当变形,从而组织裂纹吸收应力从而提高屈服强度,达到塑韧性与强度的平衡,取得综合性能优良的效果。若加大焊接电流,提高热输入,当焊接热输入达到20 kJ/cm 以上时,则形成奥氏体晶粒内形成上贝氏体组织,使冲击韧性明显降低;反之,当减少焊接电流,降低焊接热输入时,焊接冷却速度较快,主要形成板状马氏体和少量的贝氏体组织,且碳化物析出有影响,同样,焊缝周围的塑韧性较低。
1.4.3 消除焊接应力的研究
焊接应力在焊接过程中是不可避免的。多年来,焊接低合金高强钢的实践证明,焊接过程中,对于焊角高度>10 mm 以上的焊缝,采用多层多道焊,层间用小锤锤击焊缝,可以起到延展焊缝,使焊缝应力减小的效果;另外,结构件焊接完毕,对整体结构件进行抛丸除锈处理,抛丸强烈的冲击也可以起到延展焊缝,消除焊接残余应力的效果。对于如顶梁、掩护梁、底座等一些结构较复杂、体积较大的构件,焊后入炉加热450℃~500℃进行消氢处理,对于消除焊缝残余应力有着很好的效果。
2 效果及结论
通过对高强板焊接尤其是在焊接生产中易出现问题的研究,在制定了相应的工艺措施后得到了良好的高强钢焊接接头,使我厂的焊接能力又上了一个新的台阶。几年来,我厂用高强钢生产的ZY4400/10/20型大倾角薄煤层掩护式液压支架、ZF15000/27.5/42型大采高大工作阻力高端液压支架都取得了很好的效果。除此之外,ZY6200/9/17 型、ZZ5200/12/23 型液压支架焊接也受到了用户的首肯,为我厂向高可靠性液压支架制造专业厂转型跨越奠定了坚实的基础。
[1]刘徐源.GB 1591-2008 低合金高强度结构钢[S].北京:中国标准化研究院,2009:7.
[2]俞尚知.焊接工艺人员手册[M].上海:上海科学技术出版社,1991.
[3]张守祥,王云洲.高强度材料在液压支架上的应用[J].煤炭科学技术,1997,25(9):25.
[4]韩成武.高强度结构钢的焊接工艺要点[J].机械工人(热加工),1992(10):34.
