油气集输与长输管道工程用管件标准分析
2014-01-03张有渝傅贺平宋清安
张有渝 傅贺平 熊 皓 宋清安
中国石油集团工程设计有限责任公司西南分公司,四川 成都 610041
0 前言
我国油气工程正处于大规模发展与建设阶段,大量的油气管件投入应用。管件的质量和性能直接影响到工程的安全运行和使用寿命,保证管件质量和性能的关键,主要取决于管件标准的内容和标准的正确应用。目前,我国管件标准不同程度地存在诸多值得商榷的技术问题,为此,有必要对现有的标准进行分析、研究和修订,以制定相应的对策,保证管道设施的安全运行。
1 管件标准涵盖内容
油气工程使用的管件包括三通、弯头、异径接头和管帽,其中三通、弯头规格最多,应用范围最广。按受力状态、力学性能、制造工艺和尺寸条件等方面的要求,三通特别是模压拔制三通要求最为严格。
1.1 管件的性能
管件长期安全与稳定运行是管件设计、制造和安装的根本要求,而管件标准则是达到这一根本要求的基本保证,管件标准必须对管件质量、性能予以明确规定,至少应包括以下内容:
a)力学性能:在介质内压和温度作用下,管件必须具有足够的强度和刚度。
b)冲击韧性:判定材料的缺口敏感性和脆性倾向或冶金缺陷,保证管件在外荷载或低温下有足够的韧性,不出现断裂和低温脆裂[1]。
c)硬度:在含H2S 或硫化物、水、CO2等具有腐蚀性的介质作用下,管件具有较低的应力腐蚀或氢致裂纹概率。
d)金相组织和晶粒度:保证管件应符合性能要求。 e)化学成分:保证原材料满足管件在制造特别是热加工和热处理后的性能要求的基本条件。
1.2 管件的制造工艺
随着油气工程的大型化,管件向着高压、大尺寸、高钢级、大壁厚方向发展。目前,西气东输二线、三线工程设计压力10 MPa,管道外径1 219 mm,管件的材质屈服强度最低值555 MPa,相当于X80 钢级的钢管/钢板。在管件原材料为高钢级、大直径、大壁厚的条件下,其制造技术必须采用多次加热、多次模压拔制或高温挤压弯制的工艺,特别是高压大直径的三通和弯头[2]。
管件的原材料钢管/钢板,特别是采用控轧控冷工艺(TMCP)生产的高钢级钢管/钢板,在多次长时间高温加热或短时高温加热并经水急冷的制造工艺作用下,其金相组织和晶粒度会发生相当大的改变,原有的性能特别是力学性能也发生较大的改变(一般表现为较大幅度的降低)。为使管件保持与其原材料相同的性能,成形后的管件需进行相应的热处理。
管件的结构、尺寸决定了管件的制造工艺,而制造工艺又影响着管件的性能和质量,管件的性能和质量直接关系到油气工程管件的长期、安全和稳定运行,这种因果关系应在管件标准的内容上明确表述。
管件的制造工艺(含热处理)决定了管件的性能。对不同规格或材质的管件,应采用不同的制造工艺。而对相同材质和相同规格的管件,采用的制造工艺参数不同,其性能也不同。为保证管件的性能,必须对管件的制造工艺进行明确规定,特别是应力分布复杂、高钢级大直径、大厚壁的模压拔制三通和高压大直径弯头。焊接工程中金属焊接接头不可能在焊接后进行破坏性取样试验,否则焊接接头就不能使用了,所以要对拟定的焊接工艺进行试验和检测评定,并编制焊接工艺规程,以保证焊接接头性能和质量。
为了规范焊接工艺评定和焊接工艺规程,国内外均制定了相应的国家或行业标准,如我国的行业标准NB/T 47014-2011《承压设备焊接工艺评定》[3]和NB/T 47015-2011《压力容器焊接规程》,美国API 标API 1104-2005《管道及有关设施的焊接》。同样,为规范管件的制造工艺,在管件标准中需提出对管件制造工艺规范(MPS)的要求。
管件标准对管件制造工艺规范(MPS)不仅要有规定,而且应有严格细致的程序性要求,使之编制、评定和操作都有章可循,至少应包括:MPS 制订的程序;MPS 至少应包含的内容;MPS 的评定;MPS 的执行和修改等。
同时,应规定购方对MPS 进行书面认可,监督制造商是否认真执行MPS,保证管件的性能和质量。
1.3 试验与检验
管件成品的试验与检验是保证管件性能和质量的最后环节,其管件试验与检验的要求至少应包含以下内容:
a)管件的性能指标,包括化学成分、力学性能、冲击试验、硬度、金相组织和晶粒度,特别对三通和弯头,还应规定取样的部位。
b)管件的表面质量。
c)管件不同部位的无损检测。
d)管件中管体和管端几何尺寸偏差要求。
上述试验与检验项还应规定相应的检验方法,特别是尺寸偏差的检测,应尽量详细规定其检测仪器、工具和方法,获得准确的检测值,以保证管件的产品质量,提高管件的现场组装焊接质量。
在管件标准中,应规定管件试验与检验的组批和频次要求,否则,管件试验与检验的结果很可能不能准确反映管件的实际性能和质量状况。此外,还应对管件的缺陷和修补做出明确规定。
2 现行管件标准存在问题分析
2.1 对管件性能的要求
国内油气工程现行管件标准较多,常用的主要有GB/T 12459-2005 《钢制对焊无缝管件》[4]、SY/T 0510-2010《 钢制对焊管件规范》[5]、SY/T 0609-2006《 优质钢制对焊管件规范》[6],其他还有SH 管件标准和企业标准/技术规格书。管件的性能要求见表1。
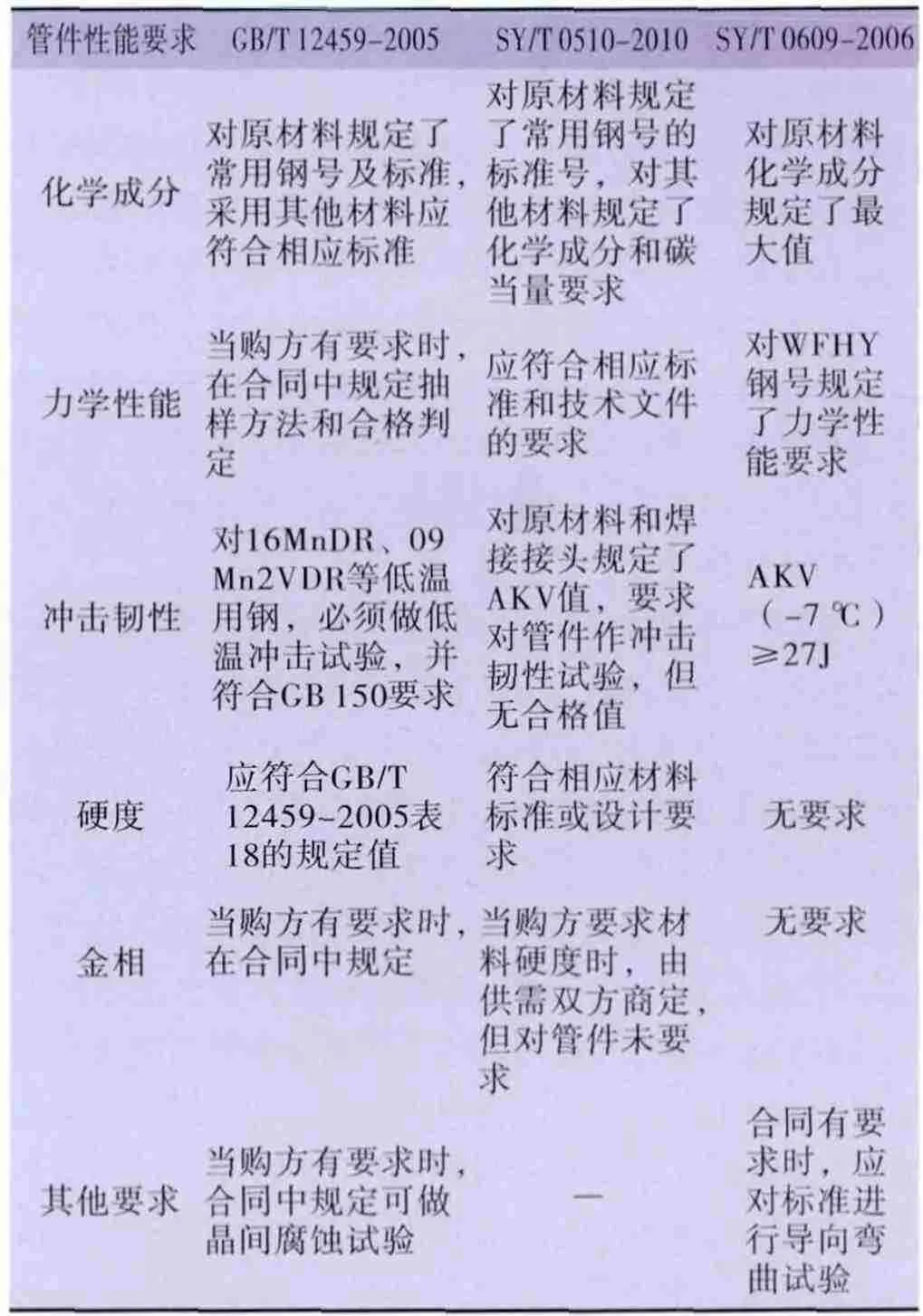
表1 管件的性能要求
从表1 可看出,现行管件标准在对管件性能的要求上极不一致,存在的问题:
a)对管件力学性能:在GB/T 12459-2005《钢制对焊无缝管件》中作为补充内容列出,而且要在合同中列入并确定合格标准才予以检验,这种做法危及管件安全,非常不恰当;SY/T 0510-2010《钢制对焊无缝管件规范》规定管件力学性能“应满足相应标准和技术文件的要求”,而其本身就是管件标准,为何还要满足相应标准。
b)管件冲击韧性:在GB/T 12459-2005《钢制对焊无缝管件》中只对低温作了规定,对设计温度高于-20℃非低温钢则无要求,如果有要求,也要在合同中予以补充,并在合同中对“合格标准”进行明确;而SY/T 0510-2010 《钢制对焊无缝管件》对管件的冲击试验的“合格标准”未进行明确。
c) 管件硬度:SY/T 0609-2006《优质钢制对焊管件》对此无规定,因此,如果油气介质具有腐蚀性特别是含S 时,必须在设计中予以补充规定,否则不能用于酸性环境的内部集输和天然气净化装置。
d)金相:GB/T 12459-2005《钢制对焊无缝管件》、SY/T 0510-2010《钢制对焊管件规范》、SY/T 0609-2006《优质钢制对焊管件规范》正式条文中均未规定,GB/T 12459-2005《钢制对焊无缝管件》仅在补充检验项目中进行了规定,即“当购方有要求时,在合同中予以明确”。对于采用高钢级的高压大直径管件,特别是三通,在多次高温加热、模压拔制时,对管件的金相组织和晶粒度应给予检验,并在报告中列出检验结果。
综上所述,设计文件采用管件标准时,特别是采用GB/T 12459-2005《钢制对焊无缝管件》时,必须对管件的性能要求予以补充,写出技术协议并作为合同的正式文件予以规定,以保证管件的强度和其他性能。对其他标准,也应根据工程的性质补充相应的技术要求。
2.2 对管件制造工艺的要求
现行管件标准仅对管件成形的制造工艺方法作了粗略的规定,即管件的成形方法不产生有害缺陷,但对管件的制造工艺未作规范化和程序化的规定,也未明确管件按制造工艺规范(MPS)进行制造。因此,从标准执行上难以保证管件制造工艺满足管件的性能要求,以致运行中管件可能有潜在安全风险。对管件的热处理,GB/T 12459-2005《钢制对焊无缝管件》只要求冷加工成形和CrMo 钢、不锈钢热加工成形及碳钢最终成形温度低于750℃的三种工艺情况进行管件热处理,而对其它钢材和制造工艺(包括成形温度)加工的管件均不要求热处理。这种规定,将难以保证管件的性能和质量以及消除管件制造中产生的残余应力。
2.3 对管件试验与检验的要求
管件的试验与检验应包含试验与检验的项目、试验与检验的频次和方法及合格评定的标准。GB/T 12459-2005《钢制对焊无缝管件》仅对管件硬度的检验作了规定,要求每批管件抽检3%且不少于2 件,对合金钢管件应逐件进行检验,而对碳钢管件硬度检验组批含义也未作规定。这种规定的“伸缩性”很大,易使供需双方产生矛盾。其他性能则无明确的检验规定,均应列入补充检验条款。当购方提出要求时,应在合同中予以规定,包括检验项目、检验方法和合格判定标准。
管件试验与检验的频次是管件标准中的重要内容,不仅包含了管件组批的要求,也包含了每批管件试验与检验的数量,反映了试验与检验的结果是否具有代表性,是否能真实反映被检的各批次管件的性能和质量。因此,在标准中不仅要提出频次的规定,而且还要列出检验频次的依据,这是制定标准必须慎重考虑的问题。
2.4 其他问题
2.4.1 管件标准名称不准确
管件标准名称应与其内容相一致,让使用者一目了然。 SY/T 0510-2010《钢制对焊管件规范》在名称上规定的是对焊管件,但实际上在规范性引用文件中列入了6 个无缝钢管标准,如GB 3087、GB 5310、GB 6479 等,在管件尺寸表中又列入了不同规格的小直径管件,例如DN 15~100 的长半径弯头、三通和四通等,显然,这些管件是用无缝钢管制作的无缝管件,不属于对焊管件。因此,管件标准中的名称必须准确,并与内容相一致。
2.4.2 管件规格不全
我国油气工程经过多年来的快速发展,管件设计制造技术水平有了很大的提高,满足了我国油气工程建设的需要。管件标准列入了大量的管件的规格、尺寸等方面的信息,但对油气工程上常用的一些管件规格,特别是异径三通中大直径主管小直径支管的三通规格信息则较缺乏。实际上,国内许多管件制造厂都能生产这类管件,因此,管件标准应对这类信息进行补充,以方便管件制造厂与工程设计人员参阅与使用。
2.4.3 管件水压试验责任不明确
管件在制造厂一般不要求作水压试验,而是在油气工程的投产前随工程一起进行水压试验,若出现质量问题,制造方应承担相应的责任,这一点应在管件标准中予以明确规定,以避免供需双方的分歧和矛盾,但现行标准对此责任均未明确规定。GB/T 12459-2005《钢制对焊无缝管件》对水压试验的压力规定不严谨:所有管件应能经受住与管件材料、公称尺寸及壁厚等级相同的无缝钢管,按适用的管道规范所要求的水压试验压力而无泄漏或无损于使用性能的缺陷。很明显,以无缝钢管的试验强度作为与之同材料、同公称尺寸及壁厚等级的对焊管件压力试验的计算试验压力值是不严谨的规定。
3 结论与建议
油气工程常用的管件标准在管件性能和质量、管件制造工艺规范及试验与检验等方面应有明确的规定,保证管件满足设计需求和安全运行。分析结果表明,常用标准或多或少地存在技术性问题,影响了管件设计和使用的安全可靠性,特别是GB/T 12459-2005《钢制对焊无缝管件》在管件的强度、冲击韧性、制造工艺规范和检验项目、方法及合格评定标准上均存在较严重的技术问题,需要认真思考和研究。因此,建议如下:
a)在油气工程设计和生产运行选用管件标准时,对常用管件标准必须作认真的研究,补充必要的技术要求作为设计文件的组成部分,以保证管件使用的安全性。
b)对正式颁布使用近8 年且在设计制造上已广泛应用的GB/T 12459-2005《钢制对焊无缝管件》应尽快进行修订与完善。修订时应补充内容:管件材料的入厂复验;管件性能和质量的明确要求,特别是管件的力学性能和冲击韧性要求,而不是将其作为补充检验项目;管件制造工艺规范(MPS)的规定和确认程序;管件的试验与检验项目、方法和合格评定标准,特别是检验频次的要求;管件的规格、尺寸;管件水压试验的责任划分。
[1]刘瑞堂,刘文博,刘锦云. 工程材料力学性能[M]. 哈尔滨:哈尔滨工业大学出版社,2001, 63-64.Liu Ruitang, Liu Wenbo, Liu Jinyun. Mechanics Performance of Engineering Materials[M]. Harbin: Harbin Industrial University Press, 2001. 63- 64.
[2]张有渝,成一宇. 站场用管件设计与制造[J]. 天然气与石油,2005, 23(4): 44-46.Zhang Youyu, Cheng Yiyu. Design and Manufacture of Fittings Used in Stations[J]. Natural Gas and Oil, 2005, 23 (4): 44-46.
[3]NB/T 47014-2011,承压设备焊接工艺评定[S].NB/T 47014-2011, Welding Procedure Qualification for Pressure Equipments[S].
[4]GB/T 12459-2005,钢制对焊无缝管件[S]. GB/T 12459-2005, Steel Butt-Welding Seamless Fittings[S].
[5]SY/T 0510-2010,钢制对焊管件规范[S].SY/T 0510-2010, Specification for Steel Butt-Welding Fittings[S].
[6]SY/T 0609-2006,优质钢制对焊管件规范[S].SY/T 0609-2006, Specification for High Quality Steel Butt-Welding Fittings[S].
