汽车车灯面罩模具竖纹的三轴加工创新
2014-01-02孙铁城王继群
孙铁城 王继群
(北京工业职业技术学院机电工程学院,中国 北京100042)
0 引言
近几年来,随着数控多轴加工技术在数控领域中快速发展,多轴机床在数控机床中所占的比重越来越大,复杂机械零件的生产加工能力也进一步提高。但是,多轴数控机床的成本较高,价格昂贵,目前对于中小企业,多轴机床的普及率还不高。在生产加工中,如果遇到多轴加工的实例,企业自己本身又不具备多轴设备的情况下,可以通过加工创新,改进工艺的方法,使用三轴数控机床完成生产任务。本文在这里阐述了汽车车灯面罩模具竖纹的三轴加工创新过程。
1 汽车车灯面罩简介
从20世纪开始,汽车就已经成为人类社会重要的交通工具,大大方便了我们的出行,缩短了地域之间的距离,促进了经济的快速发展。汽车车灯面罩是汽车中不可或缺的组成部分,它起到保护车灯,调节光线,美观汽车外形的作用,面罩材质通常是塑料,在表面上有很多竖纹,如图 1。

图1 汽车车灯面罩
2 汽车车灯面罩模具结构设计
汽车车灯面罩一般是通过模具注塑成型的,由于车灯面罩表面通常被设计成若干竖纹的外形,这就要求生产它的模具内腔表面必须也具备若干竖纹,模具的竖纹结构如图2。由于竖纹的空间位置是倾斜的,因此给模具的生产加工带来了一定的难度。
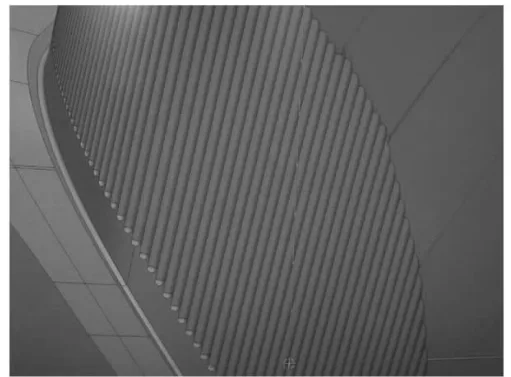
图2 模具的竖纹结构
3 模具竖纹的三轴加工创新
3.1 五轴加工
由于汽车车灯面罩模具竖纹的空间位置是倾斜的,因此这项生产任务首选的加工设备是五轴加工中心,五轴加工中心的数控加工功能十分强大,刀具可以倾斜转动,从而解决了位置倾斜的竖纹难以加工的问题。
3.2 三轴加工方案创新分析
但是如果加工现场不具备五轴加工设备,如何用三轴的数控铣床来完成加工呢?我们知道,问题的关键在于模具竖纹的加工必须要求数控铣刀倾斜,而铣刀倾斜恰恰又是三轴铣床无法实现的,那我们可以做一个加工方案的创新,在三轴的数控铣床上增加一个角度头,先把角度头装在铣床的主轴上,然后把铣刀最终装在角度头上,让角度头去实现倾斜加工,如图3。
3.3 角度头的设计及功能
角度头该如何设计呢?
首先要让角度头具备两种运动方式,一种是绕数控铣床的主轴即Z轴转动,另一种是装卡数控铣刀的角度头悬臂可以摆动,如图4。如何来实现这两种运动方式呢?我们分别在两个运动部位上,通过设计2组法兰盘就可以实现,在每组法兰上设计36个螺纹孔,如图5。需要转动时,先卸下螺丝,就可以旋转法兰盘,再重新拧紧螺钉,这样角度头就能够以10度为单位进行机械旋转了,角度头悬臂摆动也是用这种方法。虽然没有实现连续旋转,但对于加工车灯模具已经没有问题了。

图3 角度头

图4 角度头旋转摆动示意图
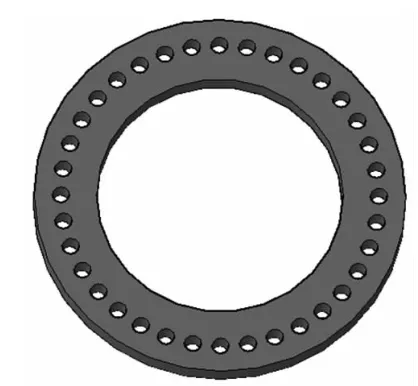
图5 法兰盘示意图
其次,还要给角度头单独配伺服电动机,这一点也很重要。我们知道,装在数控铣床主轴的铣刀高速旋转铣削工件时,动力从哪来?当然是通过主轴伺服电动机传递的。同样道理,装在角度头悬臂上的铣刀铣削旋转的动力从哪来呢?可以有两种方法解决这个问题,一种方法是在角度头内部的机械结构中加入锥齿轮,利用锥齿轮把铣床原来主轴的旋转运动直接传递给角度头悬臂。另一种方法是给角度头单独配伺服电动机,利用伺服电动机带动角度头悬臂旋转,这里采用第二种方法。
再次,让角度头上部具备刀柄结构,这样做是为了能把角度头顺利的装卡在数控铣床的主轴上,使角度头与机床融为一体。
利用增加了角度头的三轴数控铣床就可以加工模具表面竖纹了,如图6所示,数控铣刀实现了倾斜加工,完成了模具制作。虽然设计制作角度头也需要一定的成本,但比起购买多轴设备,成本还是大大降低了,从而节约了资金。

图6 模具竖纹加工过程
3.4 模具精度的检测
汽车车灯面罩模具加工完成以后,使用三坐标测量机对其进行尺寸、形状、位置、曲面曲率的全方位检测。经过检测,增加了角度头的三轴数控铣床所加工的模具精度完全合格,与五轴数控机床加工效果的一样,达到了生产的标准。
3.5 加工成果
汽车车灯面罩模具的加工成果如图7所示。
图7 模具产品成果
3.6 展望
本次创新中的角度头并没有能够实现连续转动,而是依靠法兰盘以10度为单位进行机械转动,我们可以在此基础上进一步创新,通过对其机械结构和电气控制的改进,实现角度头连续转动,进一步提高它的加工功能,甚至可以用来加工航空航天、核能、能源领域的关键零部件,如飞机发动机的叶片、核电泵叶片、火电汽轮机叶片等,使其成为数控机床重要的附件。
4 结束语
在数控加工中,我们经常会遇到各种各样的难题。例如由于设备的原因,要求我们用三轴机床来完成五轴机床的加工任务,我们通过引入角度头,圆满的完成了车灯模具的数控加工。只要我们开创思维,改进工艺,制定新的加工方案,就能够克服困难,解决生产加工中的问题。
[1]李金国,王卫兵,王金生.车灯面罩注射成型的工艺参数优化[J].轻工机械,2007,25(5):27-29.
[2]傅向葵.基于 CATIA 的汽车车灯模具设计[J].汽车工艺与材料,2007,26(1):38~40.
[3]陈鼎宁,刘琼,王乾廷,等.汽车玻璃钢化模具风栅铝片三轴加工[J].福建工程学院学报,2006,4(4):451-454.
[4]陈艳艳,谢玉彬.基于CAXA制造工程师的叶轮三轴加工[J].制造业信息化,2012(2):68-69.
[5]何婷,赖喜德.基于仿真的大型水轮机叶片三轴加工工艺及程序优化[J].机械设计与制造,2009(6):93-95.
[6]卢耀晖,周继伟,肖令,等.利用机床附件拓展三轴加工中心的工作范围[J].金属加工,2009(12):43-44.
[7]周宏甫.鞋楦母模的三轴铣削加工[J].模具技术,2002(1):56-58.
