如何避免光伏组件产生隐裂
2014-01-01刘美双曼苏乐刘静顾东壕
■ 刘美双 曼苏乐,2 刘静 顾东壕
(1.上海交通大学电子信息与电气工程学院电气工程系;2.国家能源智能电网(上海)研发中心;3. 上海市电力公司市区供电公司)
0 引言
借助电致发光(EL,Electroluminescenc)设备能快速有效地检测出光伏组件的各种内在缺陷。其中,隐裂的表现形式多样且形成原因复杂,是本文研究的重点对象。隐裂是指通过目视不能直接发现,而通过EL成像、强光或沾酒精透过裂纹等办法能较容易观察到电池片破损的一种光伏组件缺陷现象。
文献[1-4]介绍了EL成像检测方法的基本原理,并通过I-V测试对比实验验证了该检测方法的准确性;文献[5-6]介绍了光伏组件缺陷EL检测系统的设计方案;文献[7]介绍了将含有隐裂电池片的光伏组件按照IEC 61215:2005和IEC 61730-2:2004 进行环境测试和安全测试,并对比分析实验前后的EL图片来判断隐裂的变化趋势;文献[8]统计了隐裂在组件中的位置分布规律,并分析了可能引起隐裂的若干原因;文献[9]介绍了不同朝向的裂纹在组件中位置分布的统计分析,设计了一个光伏组件应变分布模拟实验,衡量机械载荷在不同电池片上的作用关系,并介绍了无外框栅线的电池片中裂纹导致的潜在电池片分离面积。
1 隐裂对组件的危害
太阳电池片通过副栅线收集光生电流,然后将其汇聚到主栅线上。用互联条将一定数量的电池片的正负极主栅线通过焊接连接起来,形成光伏组件的物理电路。图1a是光伏组件中一片完好电池片的EL图像。图1b中裂纹造成了副栅线断裂,使得在裂纹与电池片边缘包围的面积内产生的电流不能汇聚到主栅线上。此外,晶硅残渣可能会在裂纹截面上搭接形成局部短路,使主电路漏电。这些都会影响光伏组件的输出功率。

图1 完好的和隐裂的电池片EL图像
焊接的互联条和带有外框的副栅线降低了裂纹数量和阻碍电流收集的影响。图1c和图1d中,分裂的部分依然保持电路联通。但由于互联条的基材为铜,其膨胀系数是硅的6倍,当组件被安装在室外后,受剧烈温差影响产生循环热应力,会导致电池片各分裂的不同部分产生反复的相对运动,加剧它们与光伏组件主电路脱离。
EL测试与目测检查电池片破损,二者在本质上是相同的。有隐裂缺陷的光伏组件的质量接收准则可参照IEC 61215:2005《地面用晶体硅光伏组件——设计鉴定和定型》中关于严重外观缺陷的规定:一个电池的一条裂缝,其延伸可能导致一个电池10%以上的面积从组件的电路上减少[10]。
2 隐裂的分类
按照裂纹的数量、形态,以及和主栅线的相对位置来对隐裂进行分类。编号从Ⅰ~Ⅶ,各种类型的隐裂能造成收集电流障碍和互联脱落的风险逐渐降低。但在各种具体情况中,隐裂造成影响的大小与各自潜在的失效面积大小有关。
3 产生隐裂的原因
光伏组件产生隐裂的原因较复杂。运用鱼骨图法从人、机、料、法、环5个方面系统地分析了组件产生隐裂的原因,如图2所示。
4 避免隐裂的措施
1)严格控制电池片来料品质,合理选择互联条厚度、硬度和可焊性;
2)保持环境相对湿度低于60%,保证电池片经过充分预热后再实施焊接;
3)手工焊接应保持手势轻、快、平,避免产生虚焊和过焊,避免按压电池片,尤其在串焊模板上;
4)机器焊接应严格监控焊接质量,避免虚焊、过焊和焊带偏移;
5)重视层压前的EL检查,隐裂尽量在层压前返修,以免层压造成隐裂扩大;

表1 隐裂的分类
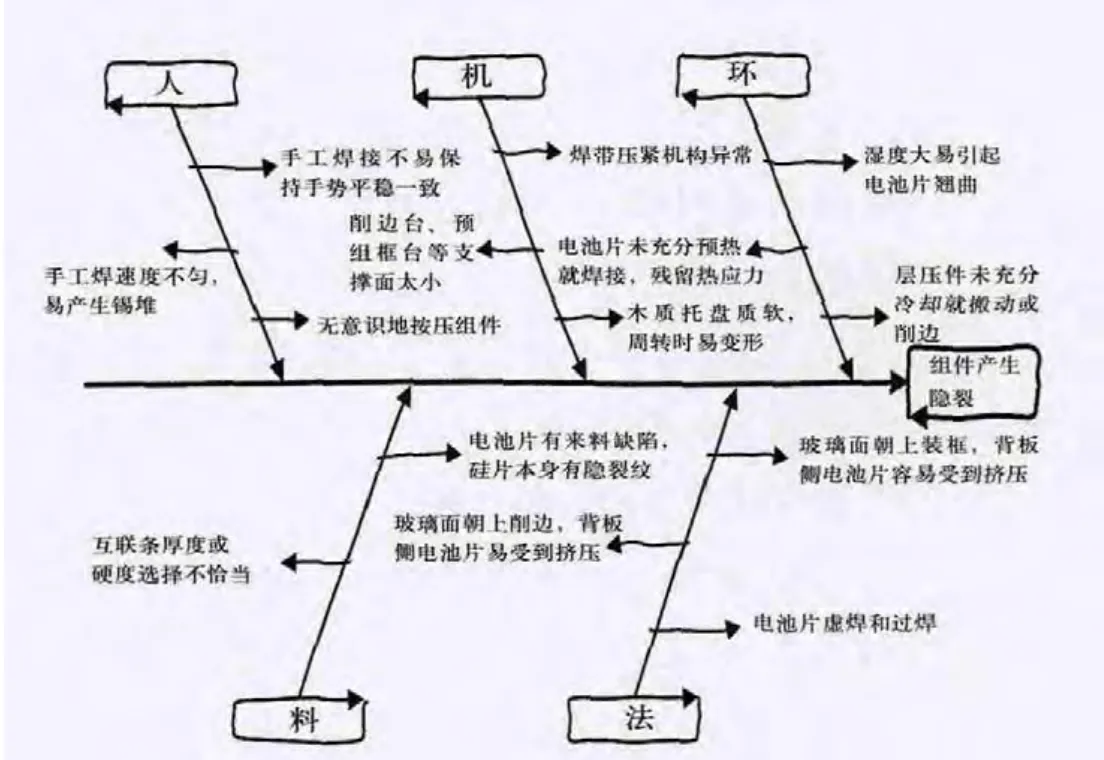
图2 光伏组件隐裂原因分析鱼骨图
6)层压后的组件应充分降温后才能进行削边,宜采用玻璃面向下的方式削边和装框;
7)装框前的层压件应避免翻转和人工搬运;
8)削边和预组框等工作台面应足够大,组件居中放置后,其边缘到台面边缘的距离应大于200 mm;
9)盖紧接线盒盒盖时用力应适度,且台面下对应的位置应设置一个较大面积的支撑;
10)宜采用钢架托盘或双层木托盘来周转平放的组件,使用液压车时货叉应完全穿过托盘。
5 结论
1) 根据隐裂的数量、形态和与主栅线的相对位置来确定互联失效的风险,对应的产品接收准则是造成单个电池片面积的减少不超过10%;
2) 避免组件产生隐裂的基本原则是在层压前应着重保证焊接质量,在层压后避免组件受力造成局部变形过大。
[1] 杨畅民, 张豪, 黄国锋. 电致发光成像在晶体硅电池和组件质量监测中的应用[J]. 中国建设动态: 阳光能源, 2009, (6):42-43.
[2] 肖娇, 徐林, 曹建明. 缺陷太阳电池 EL 图像及伏安特性分析[J]. 现代科学仪器, 2010, 1(5): 105-108.
[3] 王超, 蒋晓瑜, 柳效辉. 基于电致发光成像理论的硅太阳电池缺陷检测[J]. 光电子. 激光, 2011, 22(9): 1332-1336.
[4] 陈文志, 张凤燕, 张摇然, 等. 基于电致发光成像的太阳能电池缺陷检测[J]. 发光学报, 2013, 34(8): 1028-1034.
[5] 索雪松, 高亮, 王楠等. 太阳能电池板缺陷EL检测系统的设计[J]. 中国农机化学报, 2013, 34(3): 175-178.
[6] 何纪发, 赖其涛. 全自动光伏组件缺陷测试设备的设计[J].电子工业专用设备, 2013, (6): 36-39.
[7] 李娜, 张志根, 武耀忠, 等. 隐裂电池片在标准测试后的变化及分析[J]. 中国建设动态: 阳光能源, 2011, (3): 69-71.
[8] 李长岭, 江扬宇, 周华英, 等. 晶体硅光伏组件工艺研究[J].上海有色金属, 2012, 33(3): 135-137.
[9] Köntges M, Kajari-Schr der S, Kunze I, et al. Crack statistic of crystalline silicon photovoltaic modules[J]. 26th EU-PVSEC,2011, 3290-3294.
[10] International Electrotechnical Commission. IEC 61215 crystalline silicon terrestrial photovoltaic (PV) modules-design qualifi cation and type approval [J]. International Electrotechnical Commission: Geneva, 2005.
