基于五轴数控磨床的球头立铣刀后刀面加工算法的研究
2013-12-31孙晓军唐飞王晓浩
孙晓军, 唐飞, 王晓浩
(1.中北大学 电子计算机与科学技术学院,太原030051;2.清华大学机械工程学院精密仪器与机械学系,北京100084)
1 引 言
球头立铣刀是一种常见的铣削刀具,由于其表面适应性高的特点,被广泛应用于能源、交通、冶金、航天、军工等行业。随着制造业的发展,球头立铣刀的设计、制造和仿真越来越受到重视。
以往的球头立铣刀后刀面算法研究,多不能精确控制法后角的大小,只能控制主后角,这样对于不可避免存在硬件误差的数控加工来说,极容易造成球头不圆的问题。本文以一种常见的五轴数控工具磨床的机床结构作为硬件基础,提出了一种基于该硬件基础的后刀面加工算法,可以精确控制法后角的大小。
2 球头立铣刀后刀面的数学模型
球头铣刀后刀面可以减小加工时刀具与工件的摩擦,后角分为后角1 和后角2。后刀面沿柱体螺旋线和球头S 形曲线向前延伸如图1,其截形如图2 所示:AB 为后角1 的刃宽,BC 为后角2 的刃宽,AP 和AB 夹角为后角1,BC 和AP 夹角为后角2。

图1 球头铣刀S 形曲线
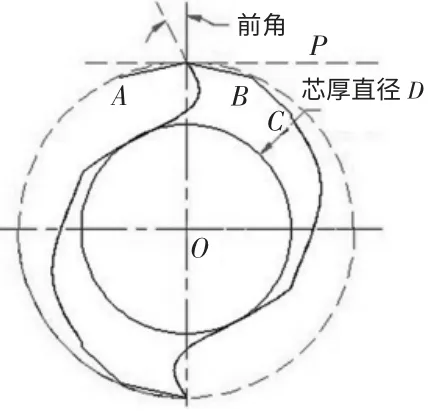
图2 球头铣刀刃口截面
3 算法所基于的数控机床结构

图3 五轴联动工具磨床结构
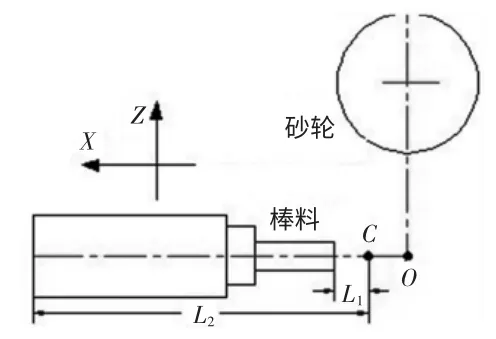
图4 机床坐标系
算法所基于的机床结构如图3、图4 所示,砂轮可以沿Z 方向上下移动,沿Y 方向前后移动,夹头及棒料沿X 方向左右移动,另外,棒料可以绕自身的轴线做A 轴自转,同时也可以整体绕C 轴圆心做公转[1]。
机床坐标系设置:以O 点为坐标系原点,采用右手坐标系,XZ正方向如图4 所示。当Z 轴指向眼睛时,棒料的顺时针转动为C 轴的正方向;当X 轴指向眼睛时,棒料的逆时针转动为A 轴的正方向。
4 铣刀的加工算法
后刀面的加工分为柱体后角和球头后角两部分。而如果需要增大切削角(砂轮面与棒料轴线的夹角),只需保持砂轮在该点的切线不变,增大切削角即可。铣刀后角的加工关键在于球头后角的加工。球头后角的加工,是沿S 形曲线向前加工的。球头后角1 的加工可以把S 形曲线离散成N 个离散点,机床对此N 个点均匀插补。
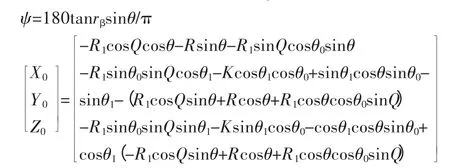
加工任意一个离散点P(θ)所采用的五轴坐标是:
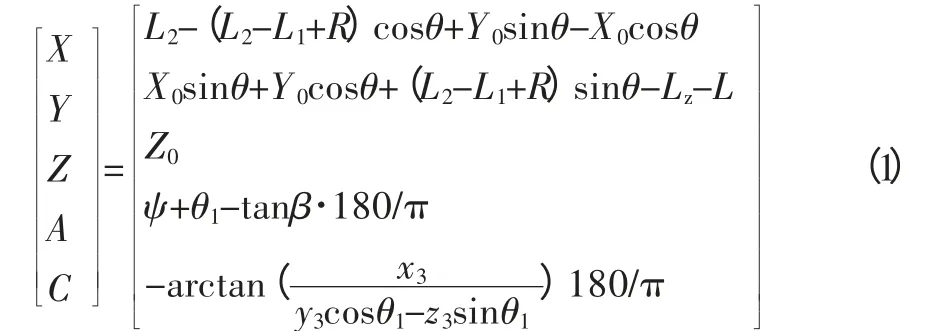
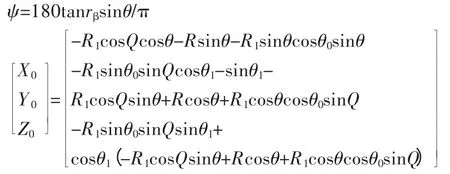
其中θ0即为后角1 大小,Q 为切削角大小,R 为球头半径,R1为砂轮半径,β 为柱体螺旋角,rβ为球头螺旋角,θ如图1 所示为P 点位置参数,L1、L2如图4 所示,分别为标准点到棒料端面的距离和标准点到C 轴圆心的距离。
后角2 的加工方式:在后角1 的位置基础上偏移后角1 的刃宽并增大后角[3],加工姿态如图5 所示。
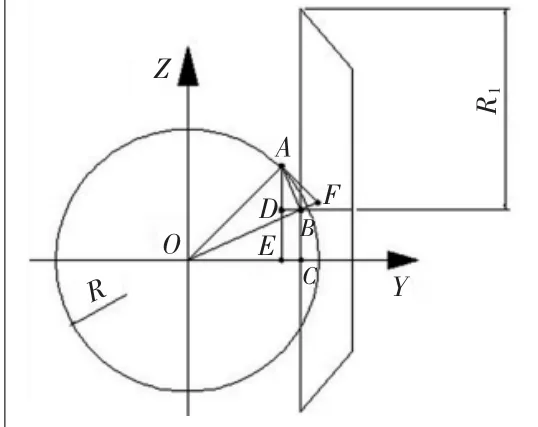
图5 后角2 加工方式
加工五轴球头后角2 所采用的五轴坐标是:

其中θ0即为后角2 大小,Q 为切削角大小,R 为球头半径,R1为砂轮半径,β 为柱体螺旋角,rβ为球头螺旋角,K 为后角1 刃宽,θ 如图1 所示为P 点位置参数,L1、L2如图4 所示,分别为标准点到棒料端面距离和标准点到C轴圆心的距离。
5 仿真及加工
本文使用基于OpenGL 的仿真程序,对棒料、机床和砂轮进行数据采集和建模,而后利用此模型进行布尔运算,达到仿真目的[3]。利用此算法对一把铣刀仿真,如图6 所示。该球头铣刀刀槽前角15°,半径3mm,芯厚直径3.6mm,切削角8°;后角1 为8°,刃宽0.5mm,切削角柱体4°,球头从4°到20°;后角2 为16°,刃宽为0.5mm,切削角柱体4°,球头从4°到20°;端齿容屑槽前角为0°;球头和柱体螺旋角都为35°。杯砂轮半径45mm。平砂轮半径55mm。
6 结 语
本文提出的球头立铣刀加工算法思路和方程能够满足在此种机床结构下,各种不同参数的铣刀加工计算要求。根据仿真及机试的检验,本思路及算法是可靠的。
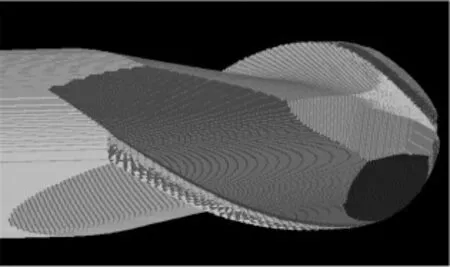
图6 后角2 加工方式
[1] PHAM T T,et al.A practical approach for simulation and manufacturing of a ball-end mill using a 5-axis CNC grinding machine [J].Journal of Mechanical Science and technology,2010(24):159-163.
[2] YUE Xiaofeng.A Novel CNC Grinding Method for Relief Surface Based on a CAM System[J]. Advanced Materials Research,2011,295-297:2521-2525.
[3] HSIEH J M.Manufacturing models for design and NC grinding of truncated-cone ball-end cutters[J].Int. J. Adv.Manufacturing Tech,2008(35):1124-1135.
