容器法兰用缠绕垫片内外环的加工改进
2013-12-23边东梅
边东梅
(新疆乌鲁木齐石化公司设备安装公司,乌鲁木齐830019)
1 引 言
笔者公司某车间生产一种夹持在两个独立的连接件之间的垫片,其作用是在预定的使用寿命内,保持两个连接件间的密封。
密封元件或称垫片主体是阻止泄漏的关键部分,常用非金属材料如柔性石墨制作,也可以用刚性或者柔性的金属材料制作,一般用于工作介质温度和压力较高的场合。而通常是在非金属材料中插入金属材料予以增强,这样也方便了如柔性石墨等容易破碎材料密封元件的制作加工。
回弹性优良的金属缠绕式垫片适用以下场合:(1)负荷不均匀部位;(2)接合力容易松弛部位;(3)温度与压力周期性变化、有冲击的场合,主要在泵、阀门、换热器、塔、人孔等法兰连接处作为密封元件使用,广泛应用于石化、机械、电力、冶金等部门。
在实际生产垫片中,增强的金属材料我们选用厚度0.2mm 左右的V 形不锈钢带,通过粘结剂和缠绕机的设备辊压作用将柔性石墨和不锈钢带贴合在一起。
2 分析金属缠绕式垫片的结构
金属缠绕式垫片被广泛应用于工业生产中,其回弹性能非常好,它是以金属带和非金属填充带为原材料、将两种材料螺旋交替缠绕后而成,并在开始及末端用点焊方式将金属带固定,常用于容器或管道法兰之间的密封连接、机器设备的机件与机件之间的密封连接。
金属缠绕式垫片的特性除压缩、回弹性能好外,可消除压力、温度变化和机械振动的部分影响,还能在高温、低压、高真空、冲击振动等循环交变的各种苛刻条件下,基本保持其优良的密封性能。
缠绕式垫片按其结构不同可以分为4 种型式:基本型;带内环型;带定位环型;带内环和定位环型,如图1~图4。

图1 基本型(A 型)金属缠绕式垫片结构示意图

图2 带内环型(B 型)金属缠绕式垫片结构示意图

图3 带定位环型(C 型)金属缠绕式垫片结构示意图

图4 带内环和定位环型(D 型)金属缠绕式垫片结构示意图
3 垫片内环和定位环的作用分析
通过改变垫片的材料组合,可以解决各种介质对垫片的化学腐蚀问题,而其结构密度可以依据不同的锁紧力要求来制作;为了加强垫片主体和使用中的准确定位,金属缠绕式垫片设有金属内外加强环,利用内外加强环来控制其最大压紧度。
金属缠绕带的断面形状使金属缠绕式垫片获得了一定的弹性,再加上内外环,则当垫片本体(缠绕部分)受压时内外环分别受到一定的拉力和压力;当垫片本体(缠绕部分)受到载荷下降后,内外环储存的能量释放,提高了垫片的回弹力。
外加强环或外环材料均为实体金属,其作用是有利于密封元件安装时定位对中,防止密封元件过分压缩而破坏,限制垫片受压时向外膨胀、防止垫片吹出,减少法兰转动。
内加强环或内环材料也为实体金属,按其位置要接触介质流体,其材料应该能够抵御密封介质的腐蚀,一般而言,内加强环的作用是可以阻止由于过度紧固造成的垫片压损,防止密封元件与容器或管道法兰之间的空隙,以避免此空隙干扰介质流体的流动,以及由此引起的流体涡流对垫片的冲蚀。

图5 换热器用金属缠绕式垫片(带筋)示意图
4 压力容器法兰用缠绕垫片内外环加工的难点
4.1 加工难点
压力容器法兰用缠绕垫片、管壳式换热器用缠绕垫片,一般其公称直径都在DN300 以上,在制作生产中发现,缠绕式垫片生产前期所设计使用的加工工装只能加工规格较小的内外环。虽然我厂为配套生产购买了大尺寸缠绕机,但是大于DN300 的垫片却无法保质保量地生产,这是因为受到现有冲床设备与内外环加工工装的约束,较大直径尺寸的内、外环无法进行机加工,只能选择外委加工,大大减少了产量并降低了企业效益。
首先,加工这种较大公称直径尺寸垫片的内、外环,一般需要先将整板用剪板机剪成宽度为2mm、3mm 等的板条待用,然后将板条在弯环机上进行反复滚压弯环,并反复测量环形尺寸。如果尺寸接近工艺要求,至少需要两人配合才能进行下一步,即其中一人用手固定一个尺寸,另一人测量,根据实测结果不断调整弯环的对接部位尺寸,直到合适后剪断、焊接、打磨。
4.2 难点分析
(1)一般这种不固定环形尺寸偏差约1mm,在没有合适工装胎具的加工条件下准确确定外圆尺寸困难,一旦焊接后发现尺寸有误,返工很麻烦,同时对环的变形严重、平面度质量影响很大,后续工序无法保证校验精度。
(2)在实际弯制过程中未封闭的环状,其圆度很影响测量尺寸,剪断后拼对焊接也很容易错边,须反复核对、校正修复,不仅效率很低、外观质量也不令人满意。
(3)薄板焊接中手工对拼,焊接后环的平整度很难把握在标准要求范围之中,其变形严重影响后续工序所需的加工精度。
5 大尺寸缠绕垫片内外环加工胎具的研制
如何采用简单的方法使环在弯制后剪切两端的对焊拼接头时外圆的尺寸能够固定,同时在焊接时又能将两端的对接拼头固定住,以保证焊缝的平整呢?
我们发现车床夹持轴类、盘类等圆形工件常用三爪卡盘,四爪卡盘没有自动定心的作用,但可以通过调整四爪位置,装夹各种矩形的、不规则的工件,这些卡盘爪可以缩放。
卡盘径向移动的原理能不能用到垫片内外环弯环后的固定中?为此我们最后决定以常用的螺柱代替可缩放的卡爪,同时还可以用螺柱上的紧固螺母来固定压紧环形工件。我们设计了一个简单的圆形平台,用以支撑内外环的环形平面;在圆形平面上以圆心为基准放射状均布着8 个槽,带紧固螺母的螺柱在槽中可以来回滑移,一是限制内外环形的径向尺寸,二是用紧固螺母轴向固定内外环薄板。我们利用20mm 厚废旧钢板,按照DN300 以上垫片内外环的外圆尺寸开始放量、下料、车、划线、铣槽、配螺母螺柱。制作后立即投入使用,达到了预期目标。
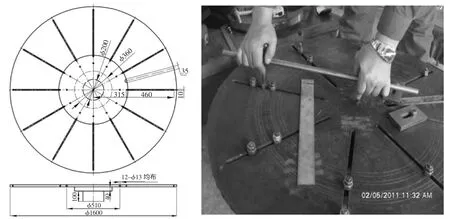
图6
6 结 语
通过大尺寸内外环弯环对焊胎具的研制与应用,利用普通剪板机将钢板剪成条状,弯环后使用对焊胎具即可简单快速定位、施焊,加工出符合尺寸要求的内外环,顺利解决了大于DN300 的垫片生产质量制约难题,填补了缠绕式垫片生产的空白,一方面增强了本厂生产能力,另一方面提高了产品合同履约能力,稳定了市场占有能力,同时创造了更多的生产利润。
[1] GB/T4622.1-2009,缠绕式垫片分类[S].
[2] JB/T 4719-1992,管壳式换热器用缠绕垫片分类[S].
