仿形切割参考基准的研究及应用
2013-12-23暴庆保廉自生
暴庆保,廉自生
(1.太原理工大学 机械工程学院,山西 太原 030024;2.太重煤机有限公司,山西 太原 030032)
0 引言
仿形切割是通过在数据采集模式下,由采煤机司机操作采煤机沿高低起伏的工作面煤层先割一刀,控制系统将采煤机运行的路线采集存入PLC 的记忆存储单元,进入仿形切割模式后,采煤机将按先前采集的运行状态和动作指令运行。采煤机是综合机械化采煤工作面的主要设备之一,实现采煤机仿形切割不仅是实现采煤工作面生产过程自动化的重要环节,而且对延长机器寿命、提高设备的可靠性、保障工人安全、提高煤炭质量具有重要意义,对煤炭工业的可持续发展也有较大的促进作用。仿形切割是实现无人工作面的基础,而仿形切割基准的选择和应用则是实现仿形切割的核心。本文介绍一种基于编码器的参考基准的设计原理和应用方法。
1 机械结构
具有编码器输出的主、从动轮联接结构如图1所示。驱动采煤机行走的驱动轴通过齿轮传动带动旋转编码器中心轴转动。中心轴连接光电码盘,其上有环形通、暗的刻线,由光电发射和接收器件读取,获得A、B、C、D 四组正弦波信号,每个正弦波相差90°(一个周波为360°),将C、D 信号反向,叠加在A、B两相上,可增强信号的稳定性;另外,每转输出一个Z相脉冲以代表零位参考位。由于A、B两相相差90°,可通过比较A相在前还是B相在前来判别编码器的正转与反转,通过零位脉冲,可获得编码器的零位参考位。编码器码盘选择金属码盘,其精度高、抗冲击能力强、寿命长。分辨率为2 400线/周,信号输出为集电极开路NPN。

图1 具有编码器的主、从动轮联接结构图
2 信号处理电路
信号处理电路框图见图2。
(1)电源模块:采用单电源输入12V~24V,单路输出3.3V,当外部供电时对电池组充电,当外部电源停止时电池组供电。
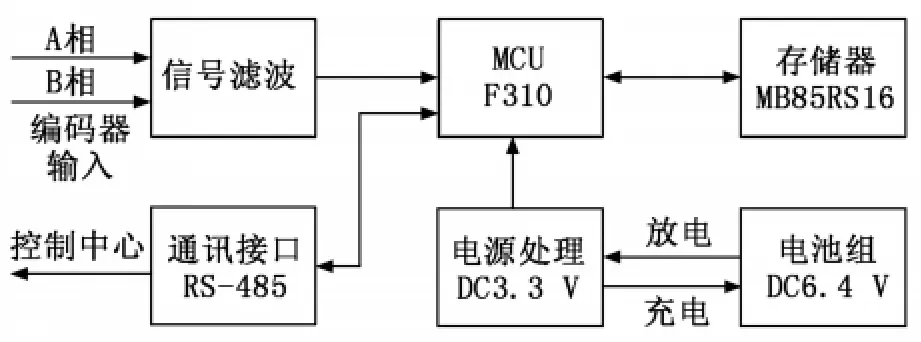
图2 信号处理电路框图
(2)信号滤波模块:采用电阻网限流分压,输出为3.3V 脉冲信号。
(3)存储器:选用非易失存储器MB85RS16。
(4)控制器:选用单片机80C51F310,主频12MHz,低功耗工作模式。(5)通讯接口模块:采用RS-485,波特率为9 600b/s,8位数据位,无校验。
3 程序流程
主程序流程图见图3。

图3 主程序流程图
微处理器检测旋转编码器A、B相状态,根据该状态确定脉冲方向,统计脉冲数据并存储。微处理器响应串口中断,将脉冲数据发送至控制中心。
4 结语
旋转编码器信号的独立处理方式保证了采煤机参考基准的准确性,即使在设备停电状态下发生移动也不影响后续仿形切割,有效地减小了仿形切割的累积误差,同时保证了设备的安全运行。实际应用中证明此设计是合理的。
[1] 国际电工委员会.IEC60079-0:1998爆炸性气体环境用电气设备第0部分:通用要求[S].[s.l.]:IEC,1998.
[2] 南阳防爆电气研究所.GB3836-2000爆炸性气体环境用电气设备第1 部分:通用要求[S].北京:中国标准出版社,2000:1-39.
