真空-氦质谱检漏技术在真空绝热深冷压力容器制造中的应用
2013-12-13张红军
张红军,侯 静
(1.乌鲁木齐市隆盛达环保科技有限公司,新疆 乌鲁木齐 830032;2.新疆维吾尔自治区特种设备检验研究院,新疆 乌鲁木齐 830011)
0 引 言
随着工业现代化的发展,低温液化气体得到大量应用,相应储运设备的需求量增大。人类社会对环境的要求,人们对绿色能源天然气的需求量与日俱增。新疆的天然气资源丰富、质量优良、生产成本低,从而成为本地生产生活的主要能源;加之开始的煤改气工程,使得天然气的需求量进一步加大。乌鲁木齐市隆盛达环保科技有限公司,目前正以年产百余台真空绝热深冷压力容器及低温液体运输罐车的速度,适应着市场需要其中,真空及真空-氦质谱检漏技术是真空绝热深冷压力容器制造中保证其质量的关键技术,应予重视。
1 真空的基本概念
真正的“真空”是不存在的。通常说的真空是低于一个大气压的气体状态。真空是用真空度来表达的,真空度是对气体稀薄程度的客观度量,常用气体的压强来衡量真空度的高低;压强越高,真空度越低;压强越低,真空度越高。对于真空区域的划分,目前尚无统一规定,常见的划分方法见表1[1]。
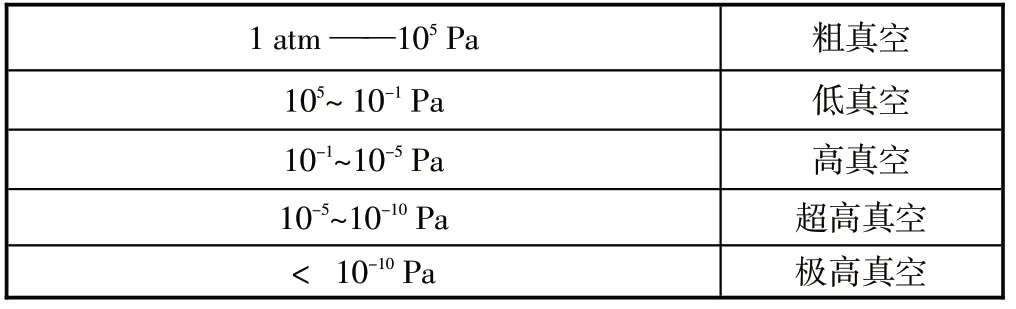
表1 真空分类[1]
2 检漏的基本概念
漏是客观存在的,是绝对的;而不漏则是相对的。通常说的“不漏”,一般是指产品存在的漏孔的漏率远小于产品允许的漏率或仪器的最高灵敏度;它不会影响产品的使用效果。如果泄漏量过大,产品就无法正常使用,故须采用合适的检漏方法,测量出产品在规定条件下的漏率,以保证产品的整体质量[2]。
检漏的目的是:用适当的方法迅速判断是否漏气。确定漏率,以便确定是否在产品允许的范围之内。选择适当的检漏方法,找出漏孔的确切位置,以便进行修补。真空技术中用漏率表达漏孔的大小,而不以漏孔的几何尺寸表述漏孔的大小。所谓漏率,是指规定条件下,单位时间内通过漏孔的气体量。漏率的国际标准单位为Pa·m3/s。通常用的漏率单位为Torr(托)·L/s。因为1Torr=133 Pa,所以1 Torr·L/s=0.133 Pa·m3/s;1 Pa·m3/s=7.5 Torr·L/s。
影响漏孔漏率的主要因素:环境温度、漏孔两端的压强、气体的质量。检漏的方法,按被检容器所处的状态,分为:加压检漏法和真空检漏法。我们用的氦质谱检漏法是真空检漏法的一种。使用氦质谱仪和氦气显示剂确定容器夹层及管线真空泄漏的位置和泄漏率。
3 真空绝热深冷压力容器的检漏
1)真空绝热深冷压力容器,按照绝热型式分为:高真空多层绝热和真空粉末绝热,其技术要求见表2与表3。不论哪种形式,都需确保夹层真空度,生产中的检漏也是一项关键技术。(1)检漏方法:氦质谱检漏是目前灵敏度最高的检漏方法,但因氦质谱室至少要在10-3Pa的高真空状态下才能正常工作,这对大容器(容积大于1 m3)真空检漏来讲,要求被检容器达到10-3Pa的真空度是极困难的。因此我们采用了逆扩散氦质谱检漏的方法,被检容器只需在10-1Pa的低真空状态下就能完成真空检漏,大大缩短了抽真空的时间,其优越性就显而易见。(2)检漏原理:通常(正检法)氦质谱仪工作时,被检容器和仪器质谱室相接,被检容器内的气体(含漏入的氦气)由仪器真空机组抽吸,流经质谱室时,其中的氦被质谱室检出(见图1)[3]。氦质谱仪逆扩散工作时,被检容器处于真空机组低真空一侧。高真空机组工作,质谱室处于高真空状态下(~10-4Pa)。被检容器内的气体(含可能漏入的氦气)在前级机械真空泵抽走的路途当中,经扩散泵出口处(见图2)有部分氦气经扩泵逆向扩散到氦质谱室而被检出。氦逆扩散质谱检漏的机理是:根据扩散泵对不同气体分子有不同的抽速,被检气体分子越小,扩散泵对它的压缩比越小,对其抽速越低。已知氦的分子量很小,加之质谱室残留气体中氦的分压较低,这样当扩散泵出口处氦分压较高时,就构成了氦逆扩散的必要条件[4]。

表2 真空夹层漏率

表3 封结后真空度(推荐值)

图1 正检法氦质谱检漏气体流向图

图2 逆扩散氦质谱检漏气体流向图
2)检漏的装置与操作[5]:逆扩散氦质谱检漏装置,由氦质朴检漏仪、真空机组(辅助泵)、被检容器、喷氦枪、标准漏孔、管路系统组成。(1) 为保证最大流量通过,尽可能使连接管线和软管的长度缩短及加大内径。质谱仪必须在周围温度为5~40 ℃的环境下启动和操作。周围温度低于5 ℃将导致启动困难和校定不准。泄漏率校定器(标准漏孔)极易受周围温度的影响,一般情况下,每摄氏度泄漏率变化约4%(较低温度=较低泄漏率)。质谱仪供电电压必须在(220±0.1)V。检漏前必须对检漏仪进行校定。先将带有已知漏率的校定器(标准漏孔)直接接在检漏仪入口上,关闭校定器阀,再将质谱仪显示器调节至零,打开校定器阀,后将质谱仪显示器调节至已知漏率,校定完成。(2)将被检容器、真空机组、氦质朴检漏仪按图3 连接,对容器进行抽真空(阀A 开启,阀B 关闭),直至真空度小于2.5 Pa 时,可以开始检漏。先慢慢打开检漏仪与容器之间的阀门(阀门B),直至全部开启,再将检漏仪调至最低可使用范围。使用低氦气流率的喷枪,对容器及管线所有可能泄漏的地方(比如各类焊接处及密封处)进行喷氦。在此过程中,要注意检漏仪显示器。从被检罐的最上部开始,逐步向下操作,若有泄漏,检漏仪读数会增大,并会报警。对有泄露处做出标记,经返修后再进行检漏;若不漏,则检漏工序完成。(3)注意事项:检漏过程中要经常校准仪器的灵敏度,监视氦峰的位置。由于氦气比空气轻,要注意检漏顺序,应先检被检罐的上部、后再检下部;并应先从靠近检漏仪的部分开始,由近而远进行。氦检漏工作区域的空气流动必须保持最低程度,避免有风使氦气飘移而降低氦检漏的灵敏度。每台容器检漏的间隙之时,应对检漏工作区域强制通风,使氦气无法大量囤积、造成检漏仪本底过高,从而影响氦检漏的灵敏度。

图3 低温绝热压力容器用逆扩散氦质谱检漏系统图
4 结束语
经过多年的生产、实践、产品使用过程中的跟踪检定,我们认为采用氦质谱检漏仪逆扩散检漏法,对真空绝热深冷压力容器的内容器及夹层漏率检测,完全达到了产品漏率10-7Pa·L/s数量级的要求。此项技术是提高产品质量、防止使用隐患的最有效技术。再者,由于被检产品预抽真空度不高,大大减轻了容器抽空的工作量,提高了生产效率,降低了生产成本。今后我们还将继续使用并发展这项技术,使其在生产生活中发挥更大作用。
[1] 达道安.真空设计手册[M]. 第3 版. 北京:国防工业出版社,2004.
[2] 周小弟.真空与检漏技术[M]. 北京:北京中科仪出版社,2000.
[3] 周小弟.检漏技术与工业应用[M].北京:北京中科仪出版社,2001.
[4] 周小弟.检漏技术在制冷、低温容器(大容器)制造业中的应用[M].北京:北京中科仪出版社,2001.
[5] 中国真空学术委员会.GB/T 18442—2011 固定式真空绝热深冷压力容器[S].北京:中国标准出版社,2012.
