大型机床液压系统故障原因分析与对策
2013-12-07王建信史文杰师武斌
王建信,史文杰,师武斌
(陕县恒康铝业有限公司,河南 三门峡 472100)
陕县恒康铝业有限公司的主干加工设备为CK53160G型单臂数控立车(简称16m立车)和T6925/1数显落地镗铣床(简称φ250镗铣床),属部管关键设备,1990年安装投产。为保证其良好的运行状态,必须有完好的液压系统提供强有力的支持。通过多年的实践,对其液压系统频发的故障现象进行了分析,并采取了有效的整治措施,取得良好的治理效果。
一、16m数控立车
1.立柱移动导轨静压系统故障整治
(1)故障现象:在需要移动立柱时,启动立柱静压导轨油泵后,油泵发出刺耳噪声,油管剧烈振动,立柱移不动,持续时间超过3min时,造成油管破裂油喷。据统计,近年来每年振裂油管不下5次,尤其冬季多发。
(2)故障原因分析:产生油泵噪声和油管振裂是液压冲击和空穴造成的,即油泵在启动的瞬间,进油管内吸空,油液跟不上,形成局部真空,管内油液因流速突变而产生气泡(空穴),加之后续的压力冲击,从而产生巨大的噪声和振动。这种压力峰值有时会大到足以使液压组件损坏的地步,尤其在冬季气温低时更易发生。
经现场观察发现原设计油泵的摆放位置存在如下问题:
①油泵与油池的安装高度差过大,油池在床身导轨下外侧,油泵安装于立柱内滑座板上,高度差超过1m,易造成停用时泵的进油管内液压油全部泄回油池。
②吸油管受立柱内滑座板、隔筋板等限制,从泵端至油池转过三个90°角,增加了油管长度和阻力。
③进油管太细(φ10mm)增加了吸油阻力。
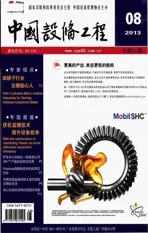
(3)整改措施:如图1所示,在油泵的吸油口与初级滤油器之间增设1个单向阀,解决停泵时吸油管泄油问题,消除液压冲击及空穴现象。
①单向阀的选择。要考虑两个因素:一是流量参数,要与油泵相匹配;二是开启压力越小越好。据此选择了I—100单向阀。其流量10L/min,开启压力0.01MPa。
②更换吸油管。将原φ10mm铜管改换成φ24mm镀锌管,同时改变泵吸油管路径。追求路径最短、避免转角。
经改装后解决了问题。
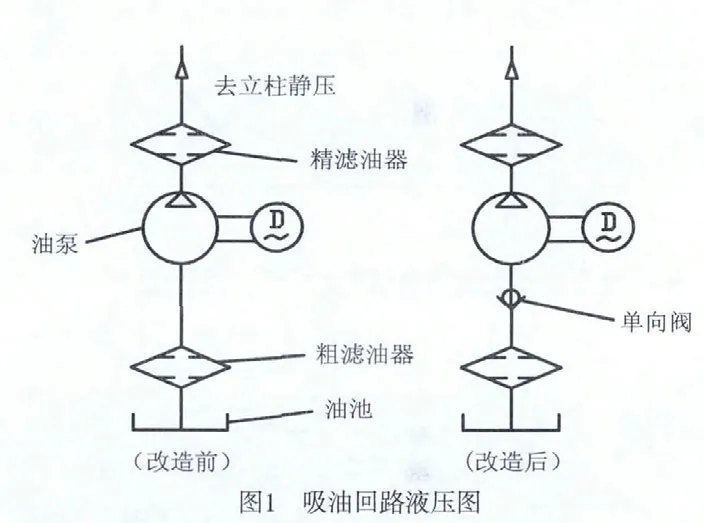
2.横梁接油盘严重漏油,回油堵塞的整治
(1)故障现象:机床停止运转后,横梁接油盘因回油溢满而流出;回油孔常因杂物淤堵,以上现象在冬季尤为严重。
(2)故障原因有如下几点。
①接油盘盛油容积过小。
②回油管过细,且位置不佳。
③回油泵与机床总电源同步设计上考虑欠周全(图2)。调节各节流阀阀芯,有的反映迟钝,有的根本调不到位。
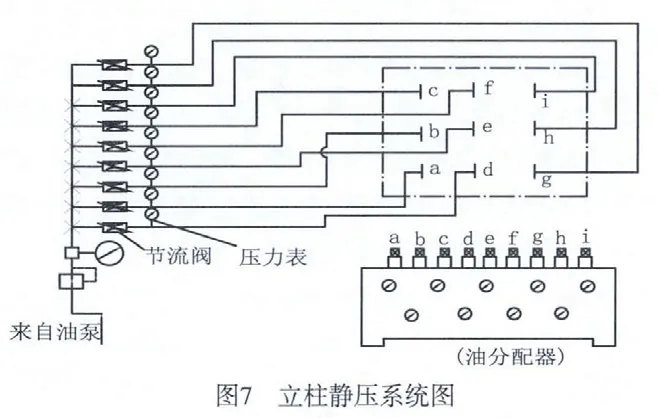

表1 出厂时调定值 MPa
分析原因可能是节流孔堵塞,为此拆卸油分配器、疏通各油路(孔)、清洗各节流阀(芯),并清洗油池、滤油器,加注新油。
完成清洗后四角打表并调各点压力。采用逐步逼近试验法进行各点的反复调整。使之立柱四角尽量达到平衡。最后,找到了目前所能达到的最佳点,其四角浮起量如图8所示,立柱的静压点值见表2。
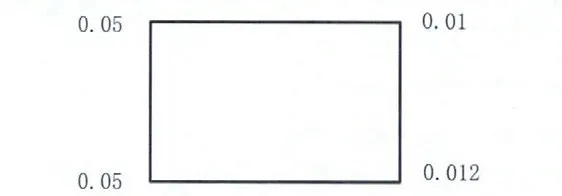
图8 调整后立柱四角浮起量

表2 调整后立柱各静压点值 MPa
虽然这个结果仍达不到静压的理想状态,但立柱爬行故障有明显改善,基本满足生产要求。