连铸宽厚板坯窄面鼓肚分析与解决方法
2013-12-03周士凯王西林田松林
周士凯,王西林,王 新,田松林,孟 春
(1.中国重型机械研究院股份公司,陕西 西安 710032;2.南阳汉冶特钢有限公司,河南 南阳 474500)
0 前言
南阳汉冶特钢3#连铸机是中国重型机械研究院自主创新设计的420 mm×2 700 mm直弧形连铸机,该连铸机采用了先进的连铸设备和工艺技术,如结晶器在线调宽、漏钢预报及结晶器专家系统、二冷水动态控制及随铸坯宽度变化的二冷幅切技术、动态轻压下技术等。投产后分别浇注了厚度250 mm、300 mm、350 mm、400 mm,多个钢种。在浇注300 mm厚Q460C钢时,窄面出现10~12 mm鼓肚。
窄面鼓肚可能会造成板坯断面尺寸超差、角部纵裂纹和三角区裂纹,甚至漏钢,严重影响连铸坯的产量和质量。
1 窄面鼓肚分析
3#连铸机主要参数见表1,Q460C的目标成分见表2。由Q460C的成分可知,该钢种为包晶钢,钢水在凝固时会发生包晶反应 (L+δ→γ),伴随着较大的相变体积收缩,初生凝固坯壳生长不均匀,易造成铸坯表面的质量问题。为使结晶器内初生凝固坯壳均匀生长,结晶器冷却制度采用弱冷,其结果是出结晶器坯壳厚度较薄,在钢水静压力的作用下,会产生较大鼓肚。
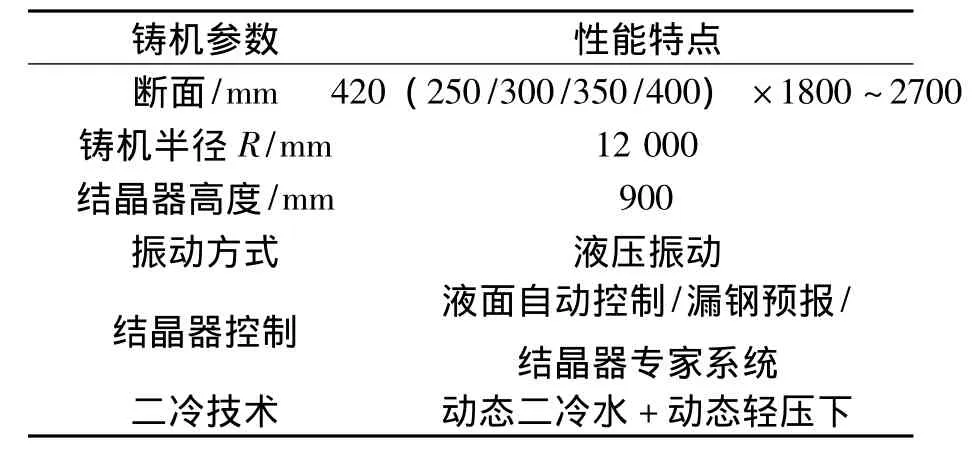
表1 3#连铸机主要参数Tab.1 Main parameters of 3#continuous caster

表2 Q460C目标成分Tab.2 Composition of Q460C casting slab
浇注300 mm厚Q460C钢窄面鼓肚情况如图1所示。

图1 300 mm厚Q460C钢窄面鼓肚Fig.1 Bulging on narrow face of 300 mm thick slab of Q460C steel
结合汉冶特钢实际情况分析认为,窄面支撑长度短、窄面冷却强度弱、窄面足辊锥度小是导致窄面鼓肚的主要原因。
1.1 窄面足辊支撑长度分析
由于结晶器采用弱冷制度,铸坯出结晶器后坯壳较薄,如果窄面没有足够支撑,由于钢水静压力的作用,铸坯窄面易产生较大鼓肚。
结晶器窄面足辊装配如图2所示,原设计300 mm厚度结晶器设置4对足辊,出结晶器后对铸坯窄面的有效支撑长度为500 mm。浇注厚300 mm,拉速为0.85 m/min的铸坯,其窄面单侧鼓肚量可通过如下公式计算:
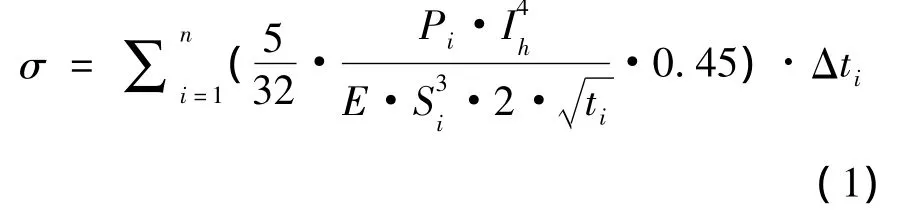
式中,δ为鼓肚量,cm;Pi为某时刻的钢水对窄面的静压力,Pa;Ih为钢水静压力在铸坯厚度方向上的作用长度,可近似的视为铸坯厚度,cm;E为相当弹性系数,Pa;Si为某时刻的坯壳厚度,cm;ti为从足辊的有效支撑结束起,铸坯到某时刻为止所经历的时间 (ti+1=ti+Δti),min;△ti为某时刻的时间增量,min。
在式 (1)中,△ti取0.01 min;n取60。计算窄面单侧鼓肚量。
由上可知,支撑长度短,窄面没有形成足够厚度的坯壳,在钢水静压力的作用下,窄面产生较大鼓肚,这是产生鼓肚的主要原因。
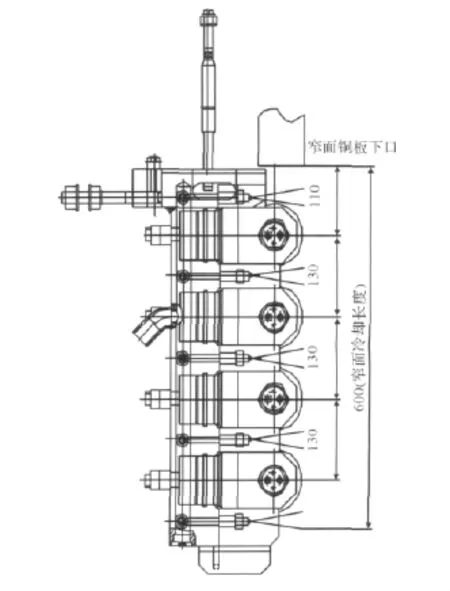
图2 结晶器窄面足辊装配Fig.2 Assembly of narrow foot roll of crystallizer
1.2 窄面足辊区冷却强度分析
由于结晶器冷却采用弱冷制度,铸坯出结晶器后表面温度高,窄面足辊区需采用较强的冷却制度,以降低铸坯表面温度,增加坯壳厚度,提高坯壳高温强度以抵抗钢水静压力。
由图2可知,窄面冷却长度约为600 mm;表3所示为浇注300 mm厚Q460C时,窄面足辊(两侧)冷却水量。现场试验表明窄面冷却区长度短铸坯不能得到有效地冷却,这也是窄面鼓肚产生的重要原因。

表3 窄面足辊水量Tab.3 Water consumption of narrow foot roll
1.3 窄面足辊锥度分析
铸坯出结晶器后,在二冷区继续冷却,坯壳逐渐变厚,铸坯凝固收缩,当结晶器窄面足辊锥度小于坯壳在宽度方向上的收缩比例时,足辊就不能及时给铸坯有效支撑,在钢水静压力的作用下加剧鼓肚。
浇注300 mm厚Q460C时,结晶器铜板设定锥度为1.05%,窄面足辊锥度为0,不能根据坯壳的收缩对窄面给予支撑。
2 窄面鼓肚解决方法
结合上述窄面鼓肚产生的原因,需对结晶器窄面足辊支撑长度、冷却区长度、冷却强度及足辊锥度等结构和工艺参数进行优化。
2.1 结晶器窄面支撑长度加长
鼓肚主要是窄面支撑长度短造成,加强对铸坯窄面的支撑,抵抗钢水静压力对窄面的作用,减轻窄面鼓肚。将窄面足辊数量由4对改为6对,支撑长度增加到760 mm。
依据公式 (1)验证,在公式 (1)中,△ti取0.01 min;n取60,经计算窄面单侧鼓肚量,满足质量控制要求。
2.2 增加窄面冷却区长度
在增加2对足辊的基础上增加2排喷嘴,即原来窄面5排改为7排喷嘴,按照窄面原水量密度,加强窄面的冷却。调整后的窄面足辊水量见表4。进一步加强了窄面的冷却。

表4 调整后的窄面足辊水量Tab.4 Water consumption of narrow foot roll after adjustment
2.3 增大窄面足辊锥度
增加窄面足辊的锥度,使结晶器窄面足辊锥度略大于坯壳的收缩比例值,给铸坯窄面及时有效地支撑。窄面足辊锥度测量示意图如图3所示,浇注300 mm×2 100 mm断面窄面足辊锥度设定值见表5(窄侧铜板锥度为1.05%)。
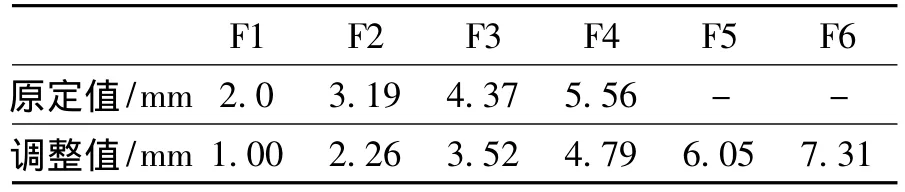
表5 窄面足辊锥度设定值Tab.5 Set value for taper of narrow foot roll
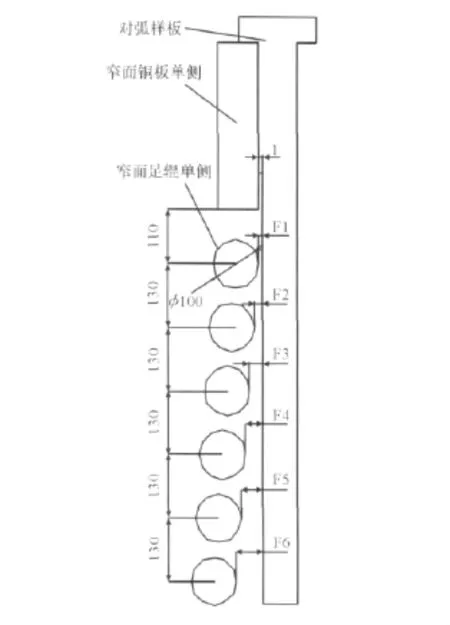
图3 窄面足辊锥度测量示意图Fig.3 Diagram for taper measurement of narrow foot roll
3 结论
(1)将窄面足辊数量由4对改为6对,将铸坯窄面支撑长度增加到760mm;
(2)将窄面足辊喷嘴数量由5对改为7对,平均水量密度保持不变;
(3)增加窄面足辊锥度,使结晶器窄面足辊锥度略大于坯壳的收缩比例值。
通过采取以上措施,铸坯窄面鼓肚问题得到明显改善,单侧窄面鼓肚量已控制在4mm之内,铸坯质量得到提高。
[1]王西林等.南阳汉冶特钢420 mm×2 700 mm直弧形板坯连铸机 [J].重型机械,2012(1):9-13.
[2]刘明延,李平.板坯连铸机[M].北京:机械工业出版社,1990.
[3]蔡开科,程士富主编.连续铸钢原理与工艺[M].北京:冶金工业出版社,2008.
