火电机组浆液循环泵全停逻辑优化及RB控制研究
2013-11-28戴航丹罗志浩毛金伟
戴航丹,罗志浩,毛金伟
(1.国网浙江省电力公司电力科学研究院,杭州 310014;2.神华国华浙江浙能发电有限公司,浙江 宁波 315612)
1 浆液循环泵全停问题的提出
1.1 脱硫工艺流程
某大型发电厂脱硫系统采用湿法石灰石-石膏烟气脱硫工艺,2台机组共配置3台浆液循环泵。从GGH(气气换热器)出来的原烟气进入吸收塔后,被再循环浆液冷却并达到饱和。新鲜的石灰石浆液经石灰石浆液供给管路送入吸收塔底部的反应池,由再循环泵送至吸收塔上部的喷淋系统进行再循环。浆液循环泵在此过程中连续不断地把吸收塔浆液池内的混合浆液向上输送至喷淋层,并为雾化喷嘴提供压力,使浆液通过喷嘴后能尽可能雾化,让小液滴和上行烟气充分接触。
1.2 浆液循环泵全停原因分析及处理
机组运行过程中,浆液循环泵可能的跳闸原因及处理方式大约有以下几种:
(1)6kV电源中断(脱硫PC段运行是靠1号、2号炉脱硫PC段间的联络开关来维持供电的)。6kV电源中断应确认联锁动作正常。吸收塔通风挡板自动开启,增压风机等设备跳闸,2台机组进出口烟气挡板自动关闭,若增压风机未跳闸、挡板动作不良,需手动处理。
(2)吸收塔循环泵控制回路(就地电气回路)故障导致跳闸。此时应迅速查明再循环泵跳闸的原因,并按相关规定处理。若短时间内不能恢复运行,按短时停机的有关规定处理。视吸收塔内烟温情况,开启除雾器冲洗水,以防止吸收塔衬胶及除雾器损坏。
(3)DCS(分散控制系统)侧联锁保护动作。目前联锁条件主要有:泵已运行,入口门全开信号丧失,延时10 s;泵轴承温度≥85℃;电机轴承温度≥95℃;吸收塔液位低。第一条联锁动作条件一般出现在单一循环泵,如果循环泵都动作,则可能为220 V电动门电源消失,因此该条联锁可优化为:泵已运行,入口门全开信号丧失且收到关信号,延时10 s;根据调试经验,吸收塔不会出现液位低情况,吸收塔液位低信号出现多为误发,因此该项联锁可以取消。
由于烟气脱硫旁路挡板的取消,吸收塔成为烟气的必经之路,为了保证脱硫系统的安全稳定运行,提出了浆液循环泵全停逻辑优化及RB(辅机故障减负荷)控制研究课题。
2 浆液循环泵全停优化及RB试验验证
2.1 浆液循环泵全停逻辑优化
取消烟气脱硫旁路挡板后,吸收塔成为烟气的必经之路,为了保证脱硫系统的安全稳定运行,要求进入吸收塔的烟气必须满足温度条件,在锅炉烟气温度异常升高或浆液循环泵停运时,由安装在烟道前端的事故喷淋系统对烟气进行喷水减温,使吸收塔入口烟气温度保持在允许范围内。事故喷淋装置布置在烟道的水平段,距离吸收塔入口约6 m,以保障烟道防腐衬层和吸收塔内部设备不被高温破坏。当浆液循环泵全停时,为了避免原烟气进入吸收塔对喷淋和除雾设备及防腐衬胶造成破坏,也要启动事故喷淋系统向烟道喷水,将烟气温度从120℃左右降至68℃以下。
2.1.1 启停逻辑优化
为了使机组烟气脱硫系统更顺利地运行,当吸收塔浆液循环泵全停时,增加以下联锁:
(1)一级事故喷淋系统的启停。
当浆液循环泵全停且入口烟气温度高于70℃(信号3取2)时,启动一级事故喷淋系统向烟气喷水降温。
当浆液循环泵全停且入口烟气温度低于65℃(信号3取2)时,停运一级事故喷淋系统。
(2)除雾器启动。
当浆液循环泵全停且入口烟气温度高于70℃(信号3取2)时,启动除雾器第一级冲洗顺控,联锁启动2台除雾器冲洗水泵,并同时打开第一级除雾器的下表面冲洗水阀,联锁打开工艺水供给阀。
(3)二级事故喷淋系统的启停。
当浆液循环泵全停且入口烟气温度高于75℃(信号3取2)时,启动二级事故喷淋系统向烟气喷水降温。
当浆液循环泵全停且入口烟气温度低于65℃(信号3取2)时,停运二级事故喷淋系统。
(4)触发锅炉 MFT(主燃料跳闸)。
当浆液循环泵全停,且吸收塔出口烟气温度高于75℃(信号3取2)时,延时5 min触发锅炉MFT。
当浆液循环泵全停,且吸收塔出口烟气温度高于80℃(信号3取2)时,延时3 min触发锅炉MFT和送、引风机跳闸。
2.1.2 浆液循环泵全停RB控制逻辑优化
为了更好地保护吸收塔,当浆液循环泵全停时,需要同时触发浆液循环泵RB回路,以进一步降低吸收塔出口烟气温度。控制逻辑组态如图1所示。
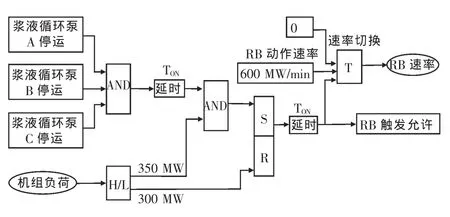
图1 浆液循环泵全停RB控制逻辑
机组正常运行时,吸收塔出口温度约为50℃。在高负荷段,当浆液循环泵全停时,出口温度会逐渐升高,最终导致跳机。为了避免停机,设计了浆液循环泵全停RB控制回路:负荷高于350MW且机组处于协调控制方式时,由浆液循环泵全停触发RB,降负荷速率100%(即600MW/min),跳闸2台磨煤机,负荷降到300MW时自动复位。
2.2 浆液循环泵全停RB试验
2.2.1 预备性试验
为了准确测试浆液循环泵停运对吸收塔出口烟气温度的影响,在600MW亚临界机组上进行了预备性试验。试验时机组负荷450MW,3台浆液循环泵运行,吸收塔出口烟气温度约为50℃。先停运1台浆液循环泵,观察吸收塔出口烟温,10 min内基本无变化;再停运1台浆液循环泵,观察吸收塔出口烟温,10 min内烟温仍基本无变化;停运最后1台浆液循环泵,联锁启动喷淋,发现吸收塔出口烟温缓慢上升,最后稳定在65℃。可见负荷在450MW、浆液循环泵全停时,可以保障机组稳定运行,机组负荷没必要降至300MW。因此对逻辑组态做小幅度修改,触发浆液循环泵RB时改为只跳闸1台磨煤机,负荷降至450MW。由于只跳闸1台磨煤机,降负荷速率也相应调整至为50%(即300MW/min),整个试验过程类似1台磨煤机的燃料RB。
2.2.2 浆液循环泵全停RB试验
完成预备性试验并进行逻辑优化后,对上述机组进行了浆液循环泵全停RB试验。试验时机组负荷600MW,在协调方式下稳定运行,磨煤机A,B,C,D,E运行,主蒸汽压力为16.4 MPa,总煤量为239 t/h,炉膛负压为-114 Pa,汽包水位为-42mm。试验开始时,运行人员就地手动跳闸唯一在运的浆液循环泵A,机组发出RB指令,磨煤机E自动跳闸,给煤机E联锁跳闸。机组目标负荷450MW,减负荷率为300MW/min。总燃料量迅速减至179.5 t/h,汽压快速下降,调门开始关闭,负荷最低降至442MW,主蒸汽压力降至14.8 MPa,汽包水位最低到-89mm,炉膛负压最低到-290 Pa。约12 min后,主蒸汽压力和负荷达到目标值,RB信号手动复归,试验结束。
通过此次试验,发现停运第一、第二台浆液循环泵时,吸收塔出口温度基本无变化,停运第三台浆液循环泵后,吸收塔出口温度缓慢上升,最高到62.5℃。随着浆液循环泵的重新启动,吸收塔出口温度缓慢下降,试验结果与450MW试验工况基本相符,试验过程中吸收塔进、出口温度与浆液循环泵运行情况如图2所示。
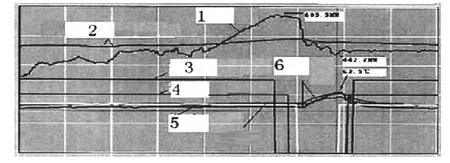
图2 优化后浆液循环泵全停RB试验曲线
为了推广浆液循环泵全停RB控制策略,又在1000MW机组上进行了浆液循环泵全停RB试验。2013年4月2日,机组RB前的负荷为995MW,吸收塔出口温度最高 50.1℃。 11∶19∶45,机组最后一台浆液循环泵跳闸,触发浆液循环泵RB,事故喷淋装置联锁启动,同时联跳制粉系统,锅炉指令以100%MW速率下降至目标负荷800MW,试验过程中炉膛负压最高升至498 Pa,此后逐渐下降至最低点-446 Pa,RB期间吸收塔出口烟气温度最高至53.5℃。试验过程曲线如图3所示。
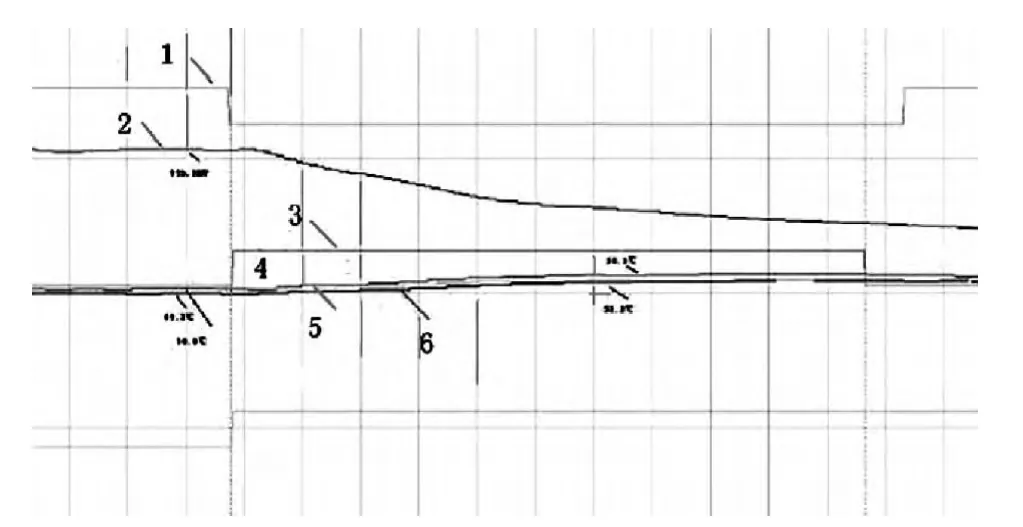
图3 某1000MW机组浆液循环泵全停RB吸收塔出口温度变化曲线
由图3可以看出,吸收塔出口温度上升缓慢,最高值距离MFT值(75℃)还有较大的区间,机组运行稳定,试验成功,达到了预期目标。
2.3 优化结论
随着脱硫旁路挡板的取消,对脱硫系统运行稳定性的要求越来越高,但是当设备发生故障时,就需要及时、有效地进行应对。针对浆液循环泵全停进行RB处理的方式,能够迅速反应,在避免停机的同时减轻运行操作的压力。但是RB策略的引入将造成磨煤机启停,增加了运行负担。以600MW机组为例,根据运行规程要求,停首台磨煤机一般在420MW,当机组负荷在450MW时,可以5台磨煤机同时运行,给煤机运行也比较稳定,因此可以尝试当浆液循环泵全停时,协调控制方式下按照1%的速率自动降负荷至450MW。
此外,与浆液循环泵全停类似,如果发生GGH停运,只要浆液循环泵运行,吸收塔出口温度不会迅速升高,同样可以采取停运1台磨煤机的RB控制方式,或者直接CCS自动降负荷至安全范围。
3 结语
为了保证热工自动化设备和系统的安全可靠运行,可靠的设备与控制逻辑是先决条件,正确的检修和维护是基础,有效的技术支持是保证。只有尽早发现热控系统设备的缺陷并及时处理,确保热控系统在各种故障下的处理措施具体且切实可行,才能切实提高热控系统可靠性。本文提出的大型火电机组浆液循环泵全停RB控制方式能够避免机组停机,同时确保机组的稳定运行,在避免非停的同时,大大降低了运行工作量,值得大力推广。
[1]孙长生.提高热控系统可靠性技术研究[J].中国电力,2009,42(2)∶56-59.
[2]朱北恒.2009年浙江火电机组热工保护系统可靠性改进[J].浙江电力,2010,29(8)∶56-58.
[3]樊健刚.600MW热控系统故障原因分析与预控措施[J].浙江电力,2012,5∶52-55.
[4]朱北恒.火电厂热工自动化系统试验[M].北京:中国电力出版社,2006.
