AP1000核岛主设备锻件性能提高对制造的影响
2013-11-20刘志颖
刘志颖
(中国第二重型机械集团公司,四川 德阳618000)
我国核电设备的制造能力是随着国家核电站建设的发展而成长的,是为适应我国核电发展的需要不断提高的。我国核电站建设的高标准,要求设备国产化的制造水平与之适应,促进了国内制造技术赶超国外先进水平。2006年前后,国家陆续启动以二代改进型技术路线为主的核电项目,国内的锻件制造厂集中精力研究主设备所需锻件的制造技术,经过4年左右的时间(不同企业略有差别),我国基本掌握了二代改进型核岛全部锻件的制造技术,并且很快就能比较稳定地生产大部分锻件。2008年,AP1000自主化依托项目开始实施,锻件制造厂即刻又全力以赴投入到核岛锻件研制中,现在所有核岛锻件都实现了国产化,但是质量不够稳定,特别是蒸汽发生器的锻件,实际生产中反映出的问题比较多。虽然AP1000蒸汽发生器尺寸较CPR1000大了一些,锻件的成形难度也随之增大,但从实际情况看,锻件机械性能方面的问题更突出,目前对AP1000锻件技术的掌握还未达到CPR1000锻件那样成熟。
1 CPR1000与AP1000蒸汽发生器锻件机械性能要求的不同
CPR1000技术路线是按RCC-M规范设计建造的,AP1000执行的ASME规范,两个规范在材料的要求上是有区别的,除了指标上的一些不同,RCC-M的规定更具体,而ASME要概括、有原则。这与他们制定的目的或服务对象不同有关,RCC-M是为法码通的需要而制定的,也可看作是法码通的企业标准,另外RCC-M的一些要求也与制定规范时法国的制造条件和技术能力有关。ASME规范不针对具体的使用对象,它规定的是应该遵照或达到的原则要求,可根据用户或设计需要规定相应锻件的性能指标。AP1000锻件的机械性能要求是为满足核电站60年设计寿命的需要,因而提高了许多要求,现以管板锻件的要求为例(蒸汽发生器的其他锻件情况相似)进行比较分析。
2 AP1000蒸汽发生器锻件制造难点分析
根据CPR1000和AP1000蒸汽发生器锻件的性能要求(见表1),分析导致锻件制造难度大、质量不稳定的原因主要为如下几点:
1)AP1000蒸汽发生器锻件的室温强度、高温强度、低温冲击、落锤试验的要求都比CPR1000蒸汽发生器锻件的要求有了大的提高。
室温Rm提高了40 MPa、350 ℃,Rm提高了36 MPa;
落锤试验的要求提高了,RTNDT值降低了9 ℃;
强度指标和韧性指标同时较大幅度地提高,是AP1000蒸汽发生器锻件制造难度加大的主要原因。
2)AP1000蒸汽发生器锻件要求的模拟焊后热处理时间也比CPR1000长,AP1000蒸汽发生器锻件要求进行48 h模拟焊后热处理,模拟焊后热处理时间是CPR1000蒸汽发生器锻件的3倍,从实践来看SA-508MGr3Cl2钢在经过长时间的高温回火后,其强度指标、韧性指标都要降低,这使得锻件满足性能指标更加困难。
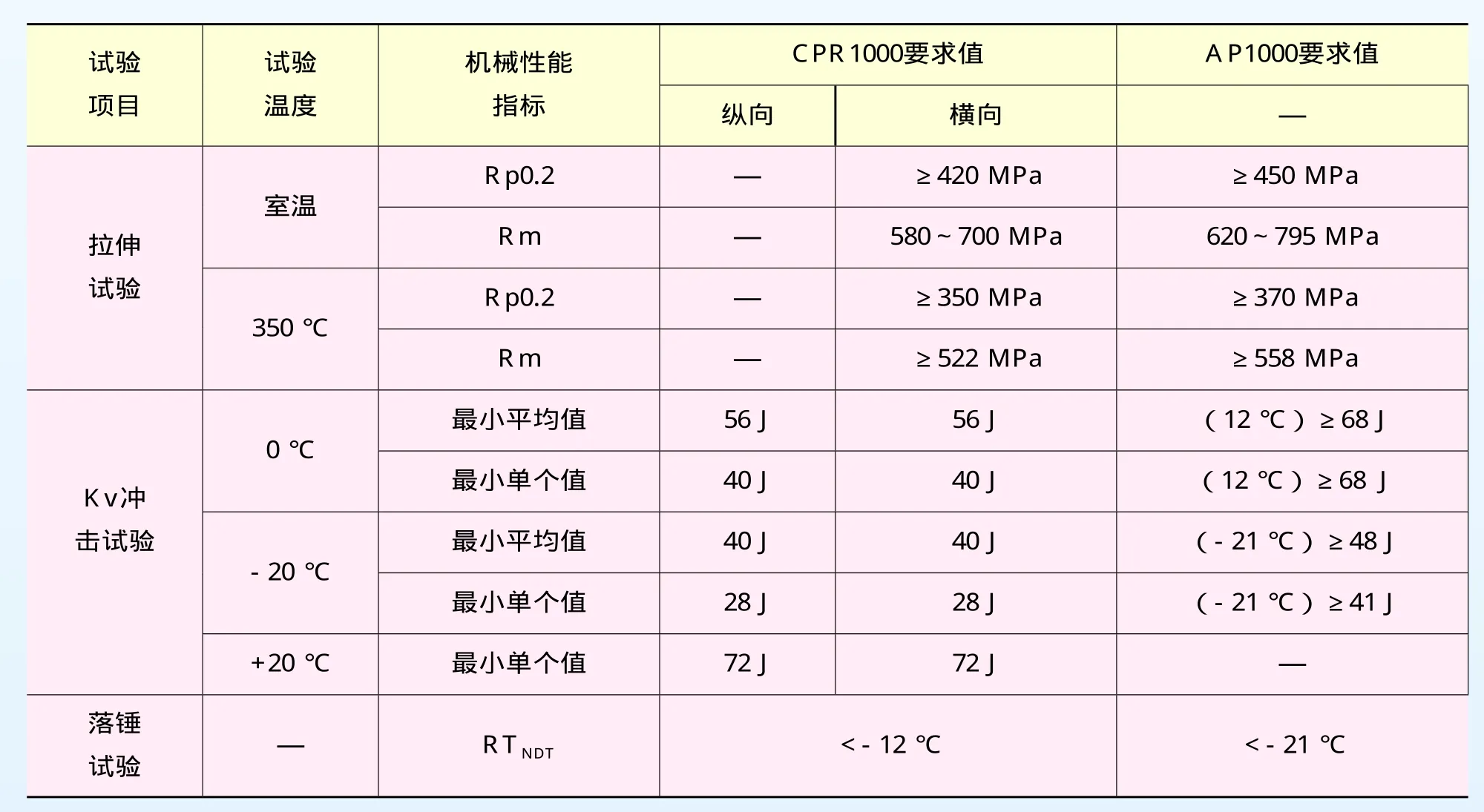
表1 CPR1000和AP1000蒸汽发生器管板的要求比较Table1 CPR1000 and AP1000 compared the requirements of the steam generator tube sheet
3)锻件的截面尺寸增大,提高了全截面及整体锻件性能均匀性的难度。
3 措施分析
1)根据生产反映出的性能方面的问题,以强度指标不合格为主,因此增加提高强度的化学元素含量成为提高强度指标的主要措施。SA-508MGr3Cl.2的化学成分中提高强度直接有效的元素就是C,此外M n、M o、S i等也对提高强度有贡献,每一种元素的含量既要在技术要求范围内,又必须满足再热裂纹敏感指数ΔG=3.3Mo+Cr+8.1V-2≤0的要求,为了概括的反映各个元素对提高强度的综合作用,用碳当量来控制,各制造厂根据自己的经验制定了碳当量的控制范围,制定一个碳当量目标,即合理的成分设计,并在冶炼时控制好,是使锻件达到强度指标的前提。
2)AP1000蒸汽发生器锻件强度提高的同时,R TNDT的要求也有较大幅度的提高,要求≤-21 ℃,成分设计上必须考虑提高韧性的因素,而对于合金结构钢提高强度和提高韧性的措施往往是矛盾的,比如C是明显促进钢脆化的元素,而Mn在标准规定的范围能提高钢的韧性、降低脆性,一定量的Al对降低韧脆转变温度有比较好的贡献。所以在锻件成分的确定上要兼顾强度和韧性的要求。
3)SA-508MGr3Cl.2属于低碳低合金钢,提高淬透性的化学元素十分有限,随着核电锻件向大型化发展,锻件的截面也更大,全截面组织均匀,性能满足要求,需要好的淬透性和热处理条件来保证,因此增加提高淬透性元素是成分设计时必须注意的,C、Mn、Mo、Si、Ni等都是有助于提高淬透性的元素,同时淬火时应尽量使工件得到充分冷却。
4)良好的组织和细化均匀的晶粒是贝氏体钢获得韧性的努力方向,在追求钢的纯净性时要采取措施细化晶粒。
4 对焊接的影响
AP1000核岛主设备制造过程中,出现了数起焊接后产生裂纹的现象,它们分别在蒸汽发生器管板焊接吊耳、堆焊;反应堆压力容器顶盖吊耳的焊接、顶盖法兰堆焊;堆芯补水箱筒体堆焊等工序后被发现,几乎都是延迟裂纹。这在二代半及以前的核岛设备制造中基本未出现过。参与AP1000设备制造的国内外企业都有比较丰富的制造经验,已形成了自己成熟的制造工艺,但在AP1000设备制造中出现多起类似问题,应该不是偶然的,分析原因主要有以下几方面:
1)强度提高,使AP1000蒸汽发生器锻件的焊接性与CPR1000比较有了改变。
2)A P1000锻件尺寸增大,预热条件比CPR1000差。
3)因锻件的强度高,后热的及时性和效果更重要。
这些因素单独、任意两项或同时影响,都有可能产生焊接的质量问题,实际操作过程中要有充分的认识。
5 结论
1)锻件制造厂应针对AP1000蒸汽发生器锻件性能不稳定问题,在现有基础上进一步进行深入研究工作,由于需要的钢锭越来越大,保证锻件成分、组织和性能的均匀性是锻件质量的关键。
2)AP1000蒸汽发生器锻件因强度指标高,且尺寸大,与CPR1000比更要十分注意焊接的预热效果和后热时机。
3)完善管理,提高操作人员的素质,使得相同的工艺得到同样的过程和结果,保证质量的稳定性。
