实时黑白(B-mode)超声系统的质量控制检测流程
2013-11-19张冠石
张冠石
《中国医疗设备》杂志社研究中心,北京 100022
1 简介
医用超声成像系统是医学影像系统中较为可靠、事故较少的一种,但即便如此,医院仍需对超声系统制定质量控制的计划和策略。一台仪器的测量结果出现偏差总是由小的偏差开始,逐渐发展为超出正常范围的异常结果。质量控制测试可以在测量误差未超出允许范围前发现上述误差,据此设备的使用和维护人员便可以采取相关措施将其导回正常的水平。
医用超声系统的质量保障体系应当包括:质量控制测试、预防式维护、仪器校准、使用者培训、新仪器装机测试和验收等[1-6]。
2 质控时间表
我们将超声系统质量控制测试分为两种:常用测试内容和非常用测试内容。其中常用测试内容包括超声系统硬件完整性和工作状态、显示器显像质量、图像内一致性、成像深度、垂直分辨率和水平分辨率等。常用测试包括的各项内容均用时较短,平均每台超声仪器完成一组测试的时间应控制在15 min之内。非常用测试包括更多内容,而且也会占用更长的时间,一般会在2 h左右[7]。
常用测试和非常用测试的频率也应有所不同。对于急诊室内和机动的超声系统,应当每3个月实施一次常用测试,其余超声系统半年一次。非常用测试应当每年进行一次。根据此测试频率,医院应当针对每台超声系统指定质控测试时间表,并严格执行。
每轮质量控制测试得到的结果都需要妥善保存,以作为后续测试的参照,并用来作为仪器表现趋势分析的原始数据。
3 质量控制流程
从上文可知,一台超声成像系统的质量控制流程应当包括多种测试,维护人员需要测定多个参数,并根据这些数据对系统进行多方面的性能评测。
3.1 基线测量
为评价一台超声成像系统的性能,维护人员需要对多个功能参数进行测量,而且为了使这些参数数值能准确反应系统的功能水平,维护人员还需要测量并确定该参数的标准值以及可接受范围,也就是进行数据的基线测量。
性能参数的基线数值表现的是某系统在该性能上能够达到的最高水平。通常情况下,一台新的超声系统安装并验收后,应当马上进行一次基线测量,并保留测量结果作为比对的标准。在每次校准后,也应立刻进行基线测量,并将结果与初次测量结果进行比较,以确定现有系统是否在正常运转范围内。
3.1.1 质控过程中的超声系统参数设置
超声系统的质控流程是通过扫描仿真体模实现的。在使用的体模质地近似人体组织的情况下,维护人员应当将超声系统的系统参数设置为扫描病人时所用的数值,并在扫描体模的过程中进行微调以获取最佳的成像效果。确认获得最佳成像效果后,维护人员应当将设置的参数悉数记录备案,每次进行质控操作时均使用该组参数。需要调整并记录备案的系统参数包括:动态范围、灰度曲线、人体部位扫描方案选择、系统功率、信号增益水平、时间增益补偿以及焦距设置等。
对于记录在案的质控流程参数设置,维护人员应当确保对于每组超声设备-探头组合都有一组参数设置记录,并且每次进行质控测量时都使用该组设置,以确保质控测量结果的可比性。
3.1.2 测量基线数据
对基线数据的测量应当在每次系统维护和校正后进行。维护人员需要首先配置使用质控流程参数设置,然后按照下文所描述的方法对各个数据进行逐个测量,并将结果逐一记录。
3.1.3 参数范围设定
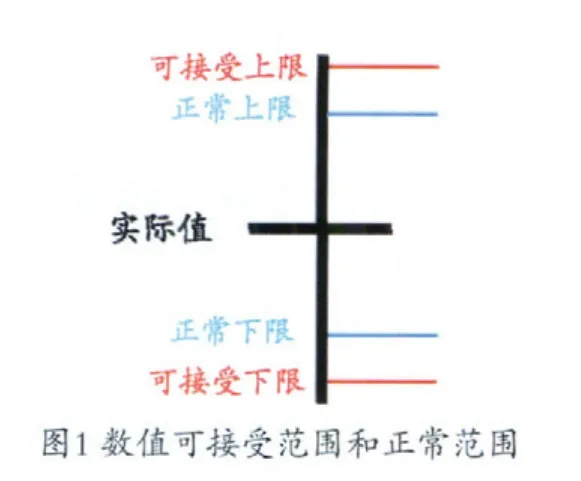
生产超声系统的厂家会对每个测量参数设置可接受范围,通常的表现形式是“可接受下限,可接受上限”或“数据±可接受范围”。使用和维护超声系统的相关人员应当为该系统的测量结果设定更严格的正常范围,从而避免实际结果超出厂家设定的可接受范围。一般而言,正常范围可以设定为“数据±(0.5~0.75)可接受范围”(图1)。
3.2 常用检测
超声系统常用测验的内容包括设备和成像结果两个方面。其中设备方面的检验包括设备的外观和完整性以及显示器性能。设备层面的质量控制是为了排除硬件因素带入的成像结果误差。成像结果的质量控制测验包括对图像一致性、成像深度以及成像分辨率等参数的校准。
3.2.1 设备外观和机械性能的检测
设备完整性是一部超声系统能行使正常功能的结构基础。使用和维护人员应当按照仪器说明书的相关内容定期检查超声系统的外观和机械性能。
3.2.2 显示器性能检测[8-10]
超声影像是通过显示器展示给医护人员的,因此对显示器性能的测试和校正将成为超声系统正常功能及后续质量控制测试内容的基础。对于显示器性能的测试主要围绕显示器的对比度和亮度进行。
3.2.3 图像一致性检测
超声系统图像一致性是指超声成像系统对性质相同而位置不同的材质进行成像时得到的信号应当相同或相似。在实施这项检测时,维护人员应使用被检测的超声系统对质地均匀、材质完全一致的仿生体模进行成像,并观察得到的图像信号是否体现出全幅一致性。如果在超声成像结果中发现严重的不一致情况,需要立刻进行校准。图像一致性出现问题可能是以下因素的结果:超声换能器中压电单元损坏;探头接口或电路板中触点损坏;图像处理硬件或软件出现问题。
3.2.4 成像深度检测
超声成像系统的灵敏度决定了该系统所能探测到的最弱回声信号,在临床应用中,这项参数可以用超声系统能“看”到的最深位置来表示。影响超声系统最大成像深度的因素有:扫描脉冲频率、输出脉冲功率、信号增益、时间增益补偿、焦距及超声系统的电子噪声等。
3.3 非常用检测
3.3.1 低回声目标成像检测
对低回声目标(例如人体组织内的囊肿)的成像结果检测是用来确定超声系统对圆形、超声信号低于周围组织目标的成像能力。这项能力可能受到超声系统空间分辨率、成像对比度、成像一致性及电子噪声、旁瓣超声信号以及图像处理软件等因素的影响。
3.3.2 轴向分辨率检测
超声系统的轴向分辨率指的是该系统在超声射线方向上分辨相邻的不同大小物体的能力。轴向分辨率由扫描时使用的超声脉冲长度或脉冲时长。正常情况下,超声脉冲越短,轴向分辨率越高。
3.3.3 横向分辨率检测
超声系统的横向分辨率指的是该系统在成像平面(垂直于超声射线方向的平面)上分辨相邻目标的能力。超声系统的横向分辨率与超声脉冲的宽度、聚焦情况、参与扫描的压电单位数量以及信号增益有关。
3.3.4 环晕伪像的检测
环晕伪像是指超声系统无法对紧邻超声探头界面的部位进行成像的现象。该现象与超声探头-人体组织界面上的高频振荡现象有关,该振荡主要由超声脉冲前半部分的近距离回声与后半部分相互作用产生。
4 结论
对医用超声系统的成像效果进行质量控制是一项很有意义、也很重要的工程。医用超声系统的成像效果会随着使用过程逐渐降低,伴随各种成像瑕疵的出现。本文从质控流程规划和内容制定等方面阐述了一套超声质量控制流程应当包括的内容,突出了质量控制流程定时化和标准化的要求。
[1]Goodsitt MM,Carson PL,Witt S,et al.Real-time B-mode ultrasound quality control test procedures[J].Medical Physics,1998,25(8):1385-1406.
[2]J E Gray,N T Winkler,J Stears,et al.Quality control in diagnostic imaging[J].Medical Physics,1983,10(6):920-921.
[3]NCRP Report No.99.Quality assurance for diagnostic imaging[A].National Council on Radiation Protection and Measurements[C].Bethesda,1988.
[4]AIUM.Methods for measuring performance of pulse-echo ultrasound equipment-part II: digital methods (stage 1)[A].In American Institute of Ultrasound In Medicine[C].Laurel,1995.
[5]AIUM.Quality assurance manual for gray scale ultrasound scanners (stage 2),[A].In American Institute of Ultrasound In Medicine[C].Laurel,1995.
[6]Gammex RMI.The Ultrasound QA Cookbook[M].Middleton,WI:Gammex RMI,1994.
[7]ACR.Mammography Quality Control Manual[M].Reston,VA:American College of Radiology,1994.
[8]J M Kofler,J E Gray,J T Fuelberth,et al.Quantitative evaluation of low-cost frame-grabber boards for personal computers[J].J Digital Imaging,1995,8(4):191-197.
[9]J J Rownd,E L Madsen,J A Zagzebski,et al.Phantoms and automated system for testing the resolution of ultrasound scanners[J].Ultrasound Med Biol,1997,23(2):245-260.
[10]J E Gray,K G Lisk,D H Haddick,et al.Test pattern for video displays and hard-copy cameras[J].Radiology,1985,154(2):519-527.
