强力板材矫直机全预紧组合机架的设计与应用
2013-11-18吴庆君
赵 岽 吴庆君
(1.太原重工股份有限公司矫直机研究所,山西 030024;2.淮南市石油化工机械设备有限公司技术部,安徽 232033)
强力板材矫直机承受矫直力大(最大矫直力可达30 000 kN),矫直精度要求高。采用预紧力组合机架结构可有效的减少机架受力后的弹性变形量,提高板材矫直质量。预紧力组合机架具有刚度大,设备重量轻,制造成本低的特点。预应力机架的矫直效果跟预紧力、预紧拉杆和机架立柱断面积参数的合理选择有很大的关系。
1 矫直机预紧力组合机架的结构与受力条件
矫直机预紧力组合机架采用了全预紧结构,由4 根通长刚性预紧拉杆将上、下横梁及机架立柱连接为整体(见图1)。预紧力是通过预紧工具施加的,采用超高压液压螺栓拉升器将立柱全长预紧,并可通过调整压力来控制拉升量,从而达到所要求的预应力值。
机架各组件在预紧力的作用下,上、下横梁与机架立柱被拉杆压紧并保持紧密接触,消除了配合间隙,并预先产生了压应力。
当矫直机工作时,在矫直力的作用下,拉杆和立柱的受力得到再分配。拉杆和立柱受力后,力的变化之和等于矫直力。拉杆和立柱所受力的变化量与它们的刚度系数大小成正比,刚度系数大的部分所承受的矫直力分量大,刚度系数小的部分所承受的矫直力分量小。显然,应使立柱的刚度系数远大于拉杆,其所承受的矫直力分量要大于拉杆,正常情况下,机架立柱要承受大部分的矫直机力。
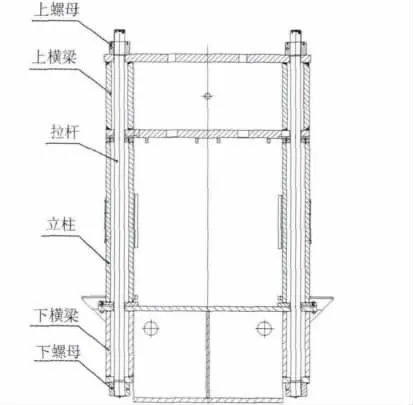
图1 矫直机全预紧组合机架结构Figure 1 Configuration of straightener complete pretightening combination housing
机架立柱所受的压力应该始终大于零,否则在矫直力的作用下,当立柱所受的压力变为零后,机架刚度下降为拉杆的刚度,变形量会急剧增加。因此防止立柱与横梁间出现离缝现象,成为预应力机架刚度的前提。
2 机架立柱与预紧拉杆的断面面积选择
在预紧力和矫直力联合作用下,拉杆始终承受拉伸变载荷,立柱等组合件承受压缩变载荷。设计时应尽可能使拉杆所受拉力的增加量减少,立柱等组合件所受压力的减小量增加。
拉杆的相对刚度系数:

立柱的相对刚度系数:

式中 k1——拉杆的刚度系数;
k2——立柱的刚度系数;
E1——拉杆的弹性模量,拉杆用合金钢材料,取E1=2.1×105MPa;
E2——立柱的弹性模量,立柱为钢板焊接件,取E2=1.96×105MPa;
A1——拉杆的断面积;
A2——立柱的断面积;
L——拉杆和立柱等组合件的有效长度。
取n=A2/A1,则

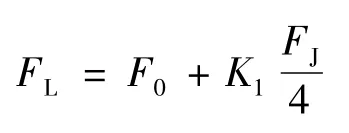
在预紧力与矫直力的共同作用下,拉杆所受最大静拉力FL:
立柱等组合件所受最小静压力FZ:

式中 F0——单根拉杆预紧力;
FJ——最大矫直力。
当立柱与拉杆断面面积比n 取5.3 时,K1=0.17,K2=0.83。
一般取立柱与拉杆断面积比n=4~6,即立柱断面积为拉杆断面积的4~6 倍。在预紧力与矫直力的共同作用下,拉杆增加的拉力为矫直力的25%~16.7%,立柱等组合件在预紧力的基础上减少了75%~83.3%的矫直力。矫直力主要由机架立柱承受。
3 预紧力的确定
预紧力的大小是确定拉杆、立柱受力和断面面积的重要参数,矫直力不仅使机架横梁、立柱和拉杆受拉、压载荷的作用,同时也受弯曲力矩的作用,预紧力既要保证机架具有足够的刚度和稳定性,同时还要保证拉杆与立柱共同承担由矫直力引起的弯矩。
机架立柱截面中性轴的内外侧的应力值是不同的,必须使得沿立柱横截面上的各点所产生的应力始终为压应力,否则会产生离缝现象。从立柱的受力和变形看,发生离缝现象的危险在立柱截面的内侧。所以施加的预紧力必须保证立柱截面内侧最边上的应力为负值。
预紧力的大小与矫直力及机架的结构参数(立柱、拉杆、横梁的惯性矩和中性线长度)有关,在进行预紧力设计时一般约取为最大矫直力的1.6 倍,待设计机架后进行校核。当最大矫直力FJ=30 000 kN,4 根拉杆的预紧力为48 800 kN,单根拉杆预紧力设为F0=12 200 kN。
4 预紧机架的刚度
当预紧拉杆和机架立柱的材料、结构和尺寸确定后,预应力机架的刚度也就确定了,机架刚度等于拉杆和立柱的刚度之和。
4.1 预紧拉杆的材料规格与性能
拉杆是重要的受力件,在预紧力的作用下,它把上、下横梁与立柱紧密的连接在一起,构成一个封闭的框架。拉杆不但要具有良好的综合力学性能,而且要具有足够的拉长量。正确的确定拉杆的最大拉力、材料牌号、力学性能、断面尺寸,对于提高机架的刚度关系很大。
拉杆材料为30Cr2Ni2Mo 锻件,属大型中硬齿轮、齿圈材料,适用于制造高强度、高韧性、截面尺寸较大的和较重要的调质零件。
拉杆规格与力学性能:
规格/mm:断面尺寸∅180,联接螺纹Tr200×8
调质热处理力学性能:抗拉强度Rm:=880 MPa~1 080 MPa
屈服强度Re:≥685 MPa
延伸率A:≥13%冲击功Ak:≥35 J
按SEP1921 进行超声检测:单个最大缺陷直径小于∅3 mm。
4.2 机架立柱的材料与尺寸结构
机架立柱采用Q345A 钢板焊接,全熔透焊缝按GB11345Ⅱ级进行超声检测。
当立柱与拉杆断面积比n 取5.3 时,其断面尺寸如图2 所示。
4.3 预紧拉杆与机架立柱的强度
在预紧力与矫直力的作用下,机架拉杆所受最大拉伸力FL=13 475 kN。
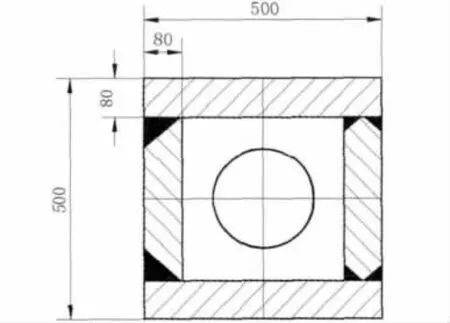
图2 机架立柱断面Figure 2 Profile of housing column
拉杆截面应力σL:

式中 S1是拉杆断面面积,S1=25 434 mm2。
在预紧力的作用下,机架立柱所受最大截面压缩应力σZ:

式中 S2是立柱断面面积,S2=134 400 mm2。
立柱与拉杆的应力小于材料的许用应力,强度满足要求。
4.4 预紧机架的刚度
拉杆的刚度KL:

式中 L 是拉杆的有效长度,L=6 908 mm。
立柱的刚度KZ:
式中 L'是立柱的有效长度,L'=6 908 mm
预紧机架的刚度K:

5 预紧工具和预紧方案
机架预紧工具采用液压螺栓拉伸器,预紧方案采用分4 次加压复测的方法。
5.1 液压螺栓拉伸器参数
拉伸器规格/mm:Tr200×8
拉伸器外径/mm:580
拉伸器高度/mm:220
支撑圈外径/mm:470
支撑圈高度/mm:265
油缸面积/mm:147 022
5.2 相关组件
超高压主油管:JRC180,1 根
超高压分油管:JRC180,2 根
快速接头:KJC-6AB,6 套
分配器:YY-3,1 只
5.3 超高压手动泵:
规格型号:SYB-250
最高压力/MPa:250
低压流量/(ml/次):14.5
高压流量/(ml/次):0.5
控制形式:手动控压
储油量/L:2
供油方式:单作用
5.4 预紧方案
Tr200×8 型液压螺栓拉伸器共配2 套,采用并联的形式,共分两次加压(具体参数见表1)达到紧固的参数值。每次加压时将预紧拉杆分为两组(对角方向两两一组),分别进行预紧拉伸。
拉伸器之间的连接采用并联的形式,能更好的得到压力平衡性,动力源在起始端控制加载、保压及卸载,终端另加压力表以便校对核准整套系统的压力值的一致性,同时还可以配套螺栓测长仪。

表1 加压参数Table 1 Pressurized parameters
使用方案:
(1)将拉伸器顺序拧至预紧拉杆联接螺纹上。
(2)使用超高压手动泵时,先锁紧加压阀,然后开始打压、保压。在动力源达到额定压力后,开始保压,用拨动棒拨动螺母紧固。
(3)第一次加压在完成全部螺栓60%阶段拉伸后,选出一根拉杆用表1 中相对应的复测力抽测,检查有没有局部松动的螺栓,参照表1 中拉伸值进行对比。
(4)第二次加压完成100%阶段拉伸后,选出两根拉杆用表1 中相对应的复测力抽测,检查有没有局部松动的螺栓,参照表1 中拉伸值进行对比,至此拉伸全部完成。
6 结论
全预紧组合机架的运用,有效的减少了机身弹跳,提高了矫直板材的精度,便于安装维护,降低了制造成本,满足了使用要求。