X65MB管线钢板生产研究与应用
2013-11-16王波
王 波
(山钢集团莱芜钢铁新疆有限公司销售部,新疆 喀什 844200)
高压输送是石油和天然气最经济、安全、高效、合理的运输方式,而高压输送的基础是采用高钢级管线钢管。实践表明,管线钢每提高一个钢级,大约节约管道建设成本7%。当前,国内外应用的管线钢主流钢级为X65和X70。传统生产X65级管线钢采用C—Mn—Nb—V设计(有的加Mo),低温TMCP工艺轧制,这种设计轧机负荷大,生产成本高。X65MB管线钢板主要应用于石油和天然气输送。随着能源输送的不断发展,X65MB管线钢板受到了广泛的关注。2004年到2011年是我国油气输送管道建设的高峰期,天然气干线、支线、区域管网和城市管网、原油和成品油管线等项目每年消费近350万t。针状铁素体管线钢因其良好的力学性能、焊接性能和抗腐蚀性能受到越来越多的关注。采用低C、高Mn、微量Mo、Nb、V、Ti合金化,配合严格控轧控冷工艺,可获得针状铁素体为主的混合型组织,并具有优良的综合性能。管线钢不仅要求夏比冲击试验,还有更加严格的落锤试验要求。特别对于厚规格(≥18mm)的管线钢,其他性能合格率都很高,但落锤合格率低,成为生产管线钢的瓶颈。
山钢莱芜分公司4300mm轧机自2005年投产以来,一直把管线钢作为一个重点品种进行研制与开发。生产宽薄规格产品是其最重要的优势之一。本文以某工程用12.7mInX65为例,介绍X65管线钢山钢莱芜分公司4300mm轧机的生产实践。本文主要介绍了X65MB管线钢板的冶炼及轧制生产工艺。
1 工艺流程:
铁水预处理—120吨转炉冶炼—LF精炼—RH精炼—4#连铸机—铸坯缓冷—4300宽厚板生产线轧制成材—发货
2 成分控制
3 生产工艺
3.1 冶炼工艺
铁水脱硫严格执行工艺规程,X65MB铁水硫含量控制在0.008%以下,温度不低于1200℃,要保证脱硫扒渣时间,脱硫完毕扒净铁水表面的渣。
转炉冶炼要求铁水计量准确,严格控制铁水装入量,装入量误差±2吨。采用自产废钢,不得使用渣钢;X65MB2随废钢加入钼铁。转炉使用优质石灰、白云石,入炉原料必须满足转炉技术要求。冶炼过程中合理控制枪位及加料时机,渣料必须于终点前3分钟加完,采用一次拉碳。底吹模式采用自动E模式。采用单渣工艺冶炼,终渣碱度控制在3.5~4.5范围内,做到初期早化渣,过程渣化好,终渣化透。
转炉放钢加入铝锰钛2.0kg/t钢,若脱氧不足可视情况补加铝锰钛。
采用中Mn、铌铁、钒铁合金进行合金化,合金工放钢前称量好合金,成分控制为目标成分。当钢水出至1/4时开始均匀加入,钢水出至3/4时加完,合金对准钢流冲击区加入。转炉出钢加入300kg预熔渣和300kg合成渣,加入时机在放钢1/2时开始加入至3/4时加完。
严格执行挡渣操作,确保渣厚≤100mm,必须使用红净钢包,放钢时间不小于4分钟。
LF精炼采用铝粒、碳化硅、碳化钙进行调渣。精炼需准备部分铌铁、钒铁、钛铁合金以备成分微调使用。LF操作过程中若需调整铝,可采用喂铝线调整成分。LF必须将硫处理至要求范围。LF精炼采用喂钛线的方法增钛,钛回收率按60~70%考虑,钛含量按上限控制。LF处理时,整个冶炼过程中不得裸露钢水,防止钢水二次氧化(进站大氩气流量搅拌、脱硫操作除外)。出站前顶渣必须为黄白渣或白渣,黄白渣或白渣保持时间不低于10分钟,终渣碱度尽量控制在2.2以上。
RH精炼采用本处理操作模式。处理时应避免化学升温,确保纯脱气时间大于5分钟。若RH需要化学升温时,进站环流3分钟后吹氧升温,根据吹氧量确定加铝量。真空处理后,喂硅钙线进行钙化处理,钙铁线参考喂入量200~400m/炉。加强软吹,喂线结束保证软吹时间不低于10分钟。RH冶炼周期控制在50分钟左右。(根据实际调整)。连铸操作中间包采用碱性覆盖剂结合碳化稻壳进行覆盖,开浇初期加5袋,正常后结合中间包温度再加5袋,保证中包液面覆盖良好。

表1

表2 加热参数

表3 轧制参数控制

表4 拉伸性能要求

表5 夏比冲击性能要求(全尺寸试样10×10×55mm)
3.2 X65MB轧制工艺
3.2.1 加热制度
装炉方式:采用冷装,铸坯装炉温度不高于200℃,加热参考时间按8min/cm。要求将钢坯烧匀烧透。入炉板坯加热制度具体要求见表2。
3.2.2 轧制制度
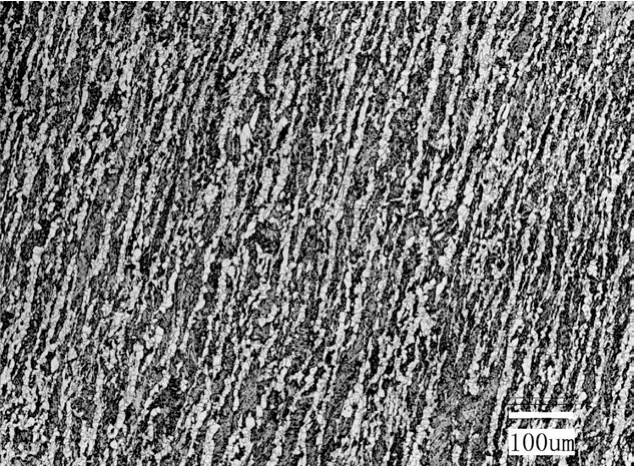
图1
粗轧前除鳞采用全线除鳞,喷嘴压力≥25MPa,同时使用上下全部集管,充分去除氧化铁皮。粗轧采用单道次大压下制度,保证后三道次压下量不小于15%。根据钢板轧制温度要求,合理的控制机前除鳞水。再结晶终止温度约970℃。中间坯待温时采取游动降温,游动范围不小于300mm,防止产生辊道黑印,禁止水冷;为保证成品板型和性能,精轧应采用6+1道次轧制,终轧温度控制在790~830℃左右。
3.2.3.精整工艺
根据板形控制情况,确定矫直道次。钢板经过热矫直后,进入1#或2#冷床进行空冷。切边钢板的尺寸、外形、重量及允许偏差GB/T709标准要求。
4 性能检测与分析
4.1 在钢板1/4宽度处,取一件横向试样,拉伸试验结果如所示。
4.2 夏比V型缺口冲击试验
在钢板1/4板宽处,取三个横向试样。夏比冲击性能如表5所示。
4.3 金相检验及分析
由图1可知,经过轧制后,钢板组织为铁素体与珠光体混合物,并且以铁素体为主。图中发现部分混晶组织,这是由于微区成分偏析以及轧制工艺不稳定而造成的。混晶是常见的缺陷组织,混晶会使钢板的强度降低,塑性和韧性变差,生产中应严格控制冶炼、轧制生产工艺,尽量避免产生混晶组织。由图中可观察到,带状组织比较明显,带状组织主要与铸坯的枝晶偏析轧制工艺有着密切关系。
[1]王仪康.对高压输送管线用钢需求和展望[M].北京:冶金工业部,1977.
[2]侯斌,徐筱芗,李娜.安钢炉卷轧机生产X70级管线钢工艺简介[J].宽厚板,2005(01).
[3]江海涛,康永林,于浩.用炉卷轧机生产高强韧管线钢的生产技术[J].钢铁研究学报,2006,18(03):4.
