SAJO系列五坐标加工中心转换编程技术
2013-11-16张家晟杨轶博姚红梅
张家晟 杨轶博 姚红梅
(沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
1 编程原理
1.1 框架变量
1.1.1 通过框架变量转换坐标($P_IFRAME)
应用框架语言中“通过框架变量转换坐标”功能,通过定义下列坐标系:(如图1所示)
MKS:机床坐标系
BKS:基准坐标系
BNS:基准零点坐标系
ENS:可设定的零点坐标系
WKS:工件坐标系
可以用预定义的框架变量确定坐标系。(预定义的框架变量已经在控制器的语言中规定了相应的含义,并可以在NC程序中进行处理)
$P_IFRAME指令包含由G54定义的平移、旋转、比例和镜像。当前可设定的框架变量,建立基准零点坐标系(BNS)和可设定零点坐标系(ENS)之间的关系(如图2所示)。
1.1.2 给框架变量/框架赋值(RT、ROT)
通过读取和修改框架(TR, FI,RT, SC, MI)组件可以实现对某个框架的各个数据进行访问,例如某个特定的位移值或者旋转角度。这些值可以修改,或者赋值给另一个变量。
编程方式及说明如下:
(1)R10=$P_UIFR[$P_
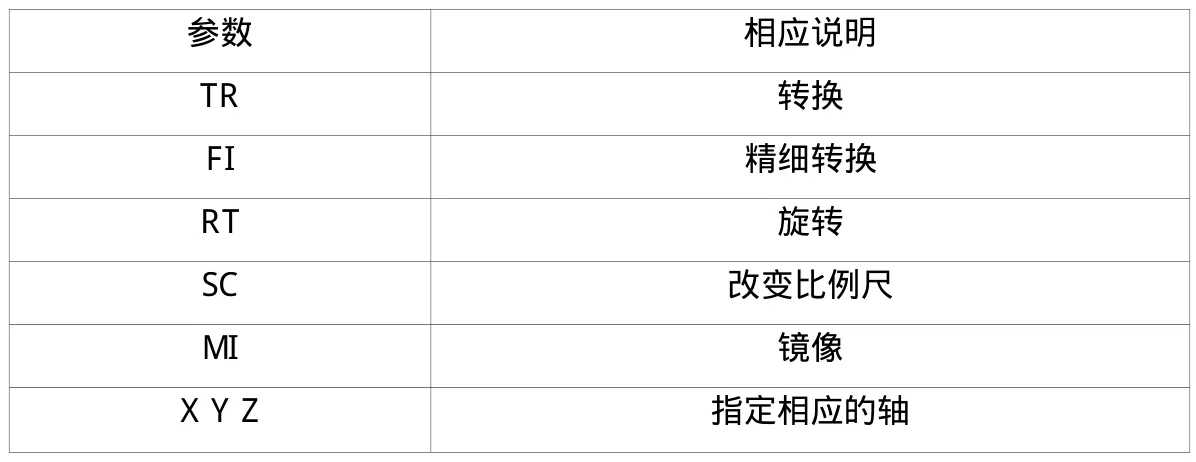
表1
注:RT旋转的数值范围围绕第1个几何轴旋转: -180°~+180°;围绕第2个几何轴旋转:-89.999°~ +90°;围绕第3个几何轴旋转;-180°~+180°。UIFNUM, X, RT](表示从当前的可设置零点位移 $P_UIFRNUM得出的围绕X轴的旋转角度RT应当赋给变量R10)
(2)R12=$P_UIFR[25, Z, TR](表示从已设置的编号为25的框架的数据集得出的Z轴中的位移值TR应当赋给变量R12)
(3)R15=$P_ UIFRNUM [Y, TR](表示给变量R15赋值Y轴的偏移值TR,在当前可编程的框架中)
参数说明:
(1)$P_UIFRNUM 表示使用该变量可以自动建立与当前可设定零点偏移坐标系的联系。
(2)P_UIFR[n, …, …]表示通过给出框架号n,从而使用可设定框架n对需要读出或者修改的分量的说明。
1.2 定向转换指令
三轴、四轴和五轴转换(TRAORI)当加工空间曲面时,为了获得最佳切削条件,刀具的定位角可以修改(如图3所示)。
确定框架旋转(ROT, ROTS,TOFRAME, TOROT, PAROT)可以按照用户的特殊要求通过框架旋转来定义空间中的定向。
TRAORI激活第一个约定的方向转换;TRAORI(n)激活用n约定的方向转换;n 转换的编号(n = 1或者2),TRAORI(1)与方向转换一相同;X,Y,Z 刀具所指向的定向矢量分量;A,B旋转轴的可编程偏移;TRAFOOF 关闭转换。刀具定向视刀具的所选定向方向而定,必须在NC程序中对激活的工作平面 (G17,G18, G19) 进行调整,使得刀具长度补偿在刀具定向的方向中有效。
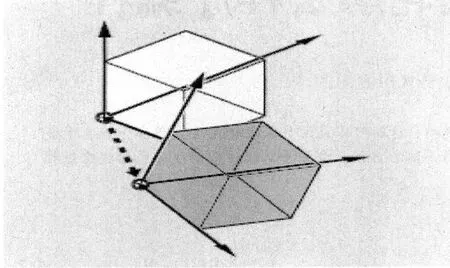
图1
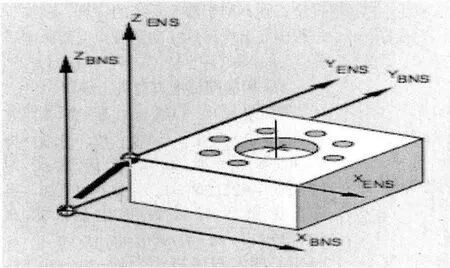
图2
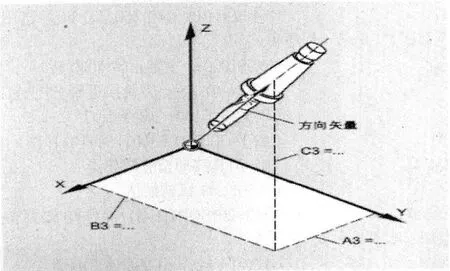
图3
在接通转换之后位置说明(X,Y,Z)总是和刀尖有关,定向转换总是从刀尖指向刀具安装位置。修改参与转换的旋转轴的位置会导致其余加工轴也进行这样的补偿运动,使得刀尖的位置保持不变。
2 修订UG后处理文件
重新设置对应程序的UG后处理文件主要分为以下几步:
(1)启动UG NX6.0后处理构造器
(2)选择输出单位、机床类型及控制系统
(3)输入X、Y、Z最大行程、最小分辨率和最大进给率
(4)将第四轴至第五轴距离及第五轴至第四轴距离清零
(5)设置程序开始信息,设置刀尖跟踪指令
(6)按G54初始角度选转加工坐标系
(7)X、Y、Z设 置为按刀位文件输出
(8)取消刀尖跟踪和加工坐标系旋转,设置程序结束信息
3 编程示例
;%_N_SS3368_MPF
;$PATH=/_N_WKS_DIR/_N_/S10_15_3060D_160/_WPD
;filepath:(E:jingxiYOUHUA01_C.prt)
;rev:-
N0010 DEF INTERROR
N0020 FGROUP(X2,Y2,Z2,A,B)
N0030 G40 G17 G94 G64 G90 ORIC
N0040;----------OPERATION NAME:SIX_GROOVE------------
N0050 T=”T_D20R3”
N0060 TC
N0070 G54 D1
N0080 G00 Z700. A0.0
N0090 G00 X0.0 Y500.
N0100 A17.19 B4.095
N0110 TRAORI //激活第一个约定的方向转换
N0120 AROTY=$P_UIFR[$P_UIFRNUM,B,TR]//从当前的可设置零点位
移 $P_UIFRNUM得出的围绕B轴
的旋转角度TR应当赋给变量旋
转Y轴
N0130 X42.016 Y334.449 Z381.788 S900 M03
N0140 X35.195 Y364.004 Z286.499
N0150 G01 X19.986 Y357.744 Z279.185 M08 F280.
N0160X19.986Y357.771Z279.194F25.
N0170X19.987Y357.826Z279.21 1F120.
……
N9690X-19.979Y388.561Z289.792F135.
N9700 G00 X-26.55 Y359.006 Z385.099
N9710 TRAFOOF //关闭转换
N9720 ROT //关闭旋转
N9730 WRITE(ERROR,”CUTTIME”,”SS3368:”<<$AC_CYCLE_TIME)
N9740 M02
根据机床运动,CNC程序中的位置和方向数据将产生正确的运动。当计算进给运动时,考虑当前的刀具长度不带TRAORI的情况下控制系统不考虑刀具长度,它围绕轴的旋转的中心旋转。刀尖将移出其所在位置,并不再固定。带有TRAORI的情况下控制系统只改变方向,刀尖位置仍保持不变。在X、Y、Z上必要的补偿运动已被自动计算进去。
结语
通过840D系统“框架变量”、“定向转换”等高级编程语言的高效编程,实现了同一种数控程序的通用,减少了技术人员的编程工作量,大幅提高了生产安排的灵活性。但此种编程方式由于坐标系的变换比较频繁,会使刀轴摆动较大,建议要特别注意刀具的夹持,推荐使用刀尖跟踪功能,提升对刀具使用风险的防范能力。
[1]西门子编程手册[Z],2004.
[2]李维.UG NX7.5数控变成工艺师基础与规范标准教程[M].北京:电子工业出版社,2010.
[3]云杰漫步教研室.UG NX7.0中文版基础教程[M].北京:清华大学出版社,2011.
