汽车保险杠冲孔机床控制系统设计
2013-11-13黄梦洋
黄梦洋
(湖北省机电研究设计院, 湖北 武汉 430070)
汽车保险杠冲孔机床是机电一体化产品.冲孔机床以PLC(可编程控制器)为核心,控制保险杠的到位、定位、工作平台的移动以及保险杠夹紧、冲孔返回等动作,从而实现保险杠孔的自动加工.汽车保险杠冲孔机床的工作原理如图1所示,各气缸的运动由电磁换向阀和形成开关控制,并由PLC实现步进控制.

1-冲孔气缸; 2-工作台平移气缸; 3-工作台;
其中汽车保险杠冲孔机床的控制系统是实现设备完成加工任务的核心,汽车保险杠的加工是按照一定的顺序完成的,因此,本文基于PLC和FameView设计汽车保险杠冲孔机床控制系统,实现了系统操作与监控等功能.
1 汽车保险杠冲孔机床控制系统总体结构设计
1.1 汽车保险杠冲孔机床控制流程
汽车保险杠冲孔机床的冲孔过程主要分为三个阶段,冲孔前准备阶段(包括保险杠到位、定位、移动到冲孔位置、夹紧)、冲孔阶段、冲孔完成返回阶段.保险杠冲孔机床的工作流程见图2.

图 2 汽车保险杠冲孔机床控制流程图
在开始工作前,机床首先进行自检测,在保证传感器、行程开关等硬件没有故障的情况下,工作面板上显示绿色按钮;若存在故障则发生报警,直至故障解除;在工作过程中,每个动作都有传感器对工作完成情况进行确认,再进入下一个工作阶段.
1.2 汽车保险杠冲孔机床控制系统总体结构
针对冲孔机床的控制要求,可以采用继电器控制和PLC控制.本文采用可编程控制器实现机床的控制,采用触摸屏设计了人机交互界面,通过这种方法,冲孔机床的很多加工参数都能够直接显示到界面上,使得机床的操作更加人性化.控制系统结构见图3.
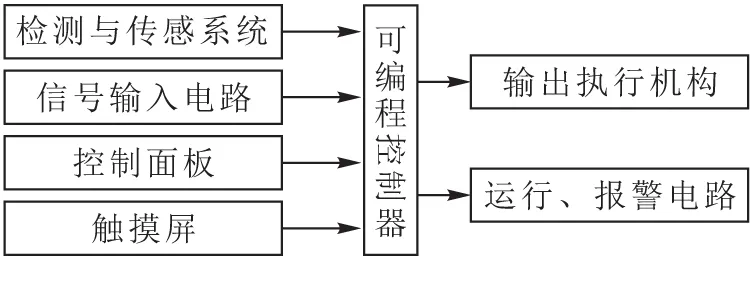
图 3 汽车保险杠冲孔机床控制系统结构图
2 基于PLC的汽车保险杠冲孔机床控制系统设计
2.1 基于PLC的汽车保险杠冲孔机床控制系统的硬件设计
PLC按其硬件结构可以分为以下三种:整体式、叠加式和插件式.根据汽车保险杠冲孔机床的特点,本文选择整体式PLC控制.冲孔机床实现的是间断的工作形式,对PLC输出点的工作频率要求不高,故本文选用PLC的控制输出类型为继电器.结合汽车保险杠冲孔机床的特点,综合比较分析PLC的性能,FX2N型在满足冲孔机床控制要求的情况下,性价比较高[1].
为使汽车保险杠的冲孔质量和冲孔精度达到要求,在冲孔机床加工过程中需要控制加热棒的温度在一定范围内,因此要选择三温度控制模块,本系统选择日本三菱公司生产的型号为AJ65SBTC4的温度控制模块.
本文根据PLC输入、输出设计原则并结合汽车保险杠冲孔机床的工作原理,设计出了冲孔机床的部分PLC输入和输出外部接线图(图4)[2].
2.2 基于PLC的汽车保险杠冲孔机床控制系统软件设计
由于汽车保险杠冲孔机床的控制系统是典型的顺序控制系统,因此机床的控制系统程序设计采用顺序功能图的方法,见图5.它主要包括两个模块:开机准备模块和程序主体模块.
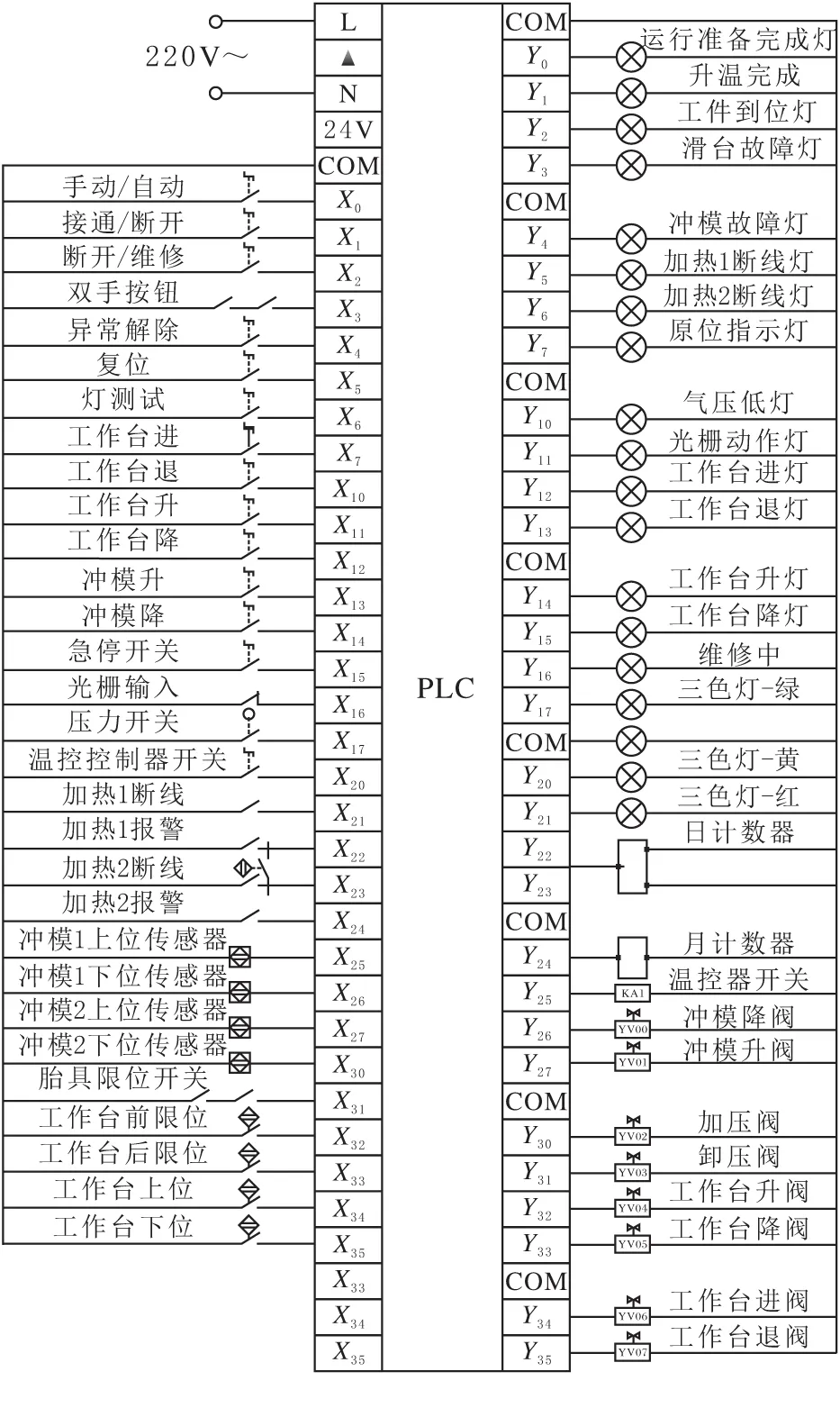
图 4 PLC外部接线图

图 5 基于PLC的汽车保险杠冲孔机床控制系统
开机准备模块又包括初始化模块、报警检测及报警解除模块.初始化模块实现控制系统的初始化设置,主要是对各继电器的复位,以防发生意外;报警检测及报警解除模块是PLC对控制系统的硬件进行检测,检测的内容包括传感器、限位开关、气源压力以及硬件接线等,若出现故障将由人机交互界面显示故障代码,并指导操作人员及时排除故障进行生产;程序主体模块包括手动运行模块和自动运行模块.程序主体模块是整个控制软件的核心,它控制冲孔机床完成冲孔的任务.[3]
3 基于FameView的汽车保险杠冲孔机床控制系统人机界面设计
3.1 人机界面设计流程
本文选用北京捷控科技有限公司的FameviewTPC-121进行汽车保险杠冲孔机床控制系统人机界面设计,设计流程见图6.[4-6]
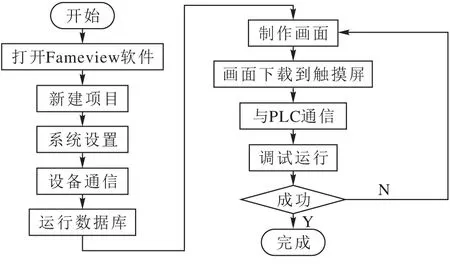
图 6 人机界面设计步骤
3.2 人机界面开发
本文采用可编程控制器和触摸屏设计适合冲孔机床的控制系统,通过人机交互界面可以快捷地实现数据的传递,人机交互界面由户登录界面、报警界面、自动运行界面及手动运行界面组成,且各界面之间可以通过控制面板上的选择开关进行选择.
用户登录界面见图7.它的主要作用是实现控制系统的登录、注销以及各种操作方式的切换.
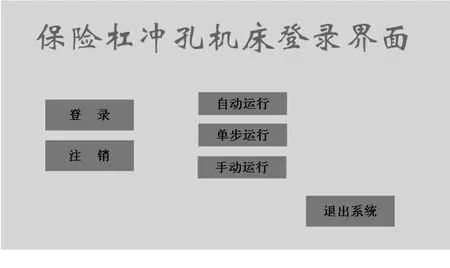
图 7 登录界面
图8所示分别为自动运行和手动运行界面.自动运行做为机床的主要工作方式,界面上应该包括加工时的主要参数,如温度显示器、计时器、计数器以及报警提示弹出窗口;手动运行主要作用是为调试提供方便而设计,因此手动界面主要包括各步进操作的按钮以及设备运行状态指示灯.

图 8 系统运行界面
4 结束语
本文在汽车保险杠冲孔机床控制流程的基础上,基于PLC和FameView设计了汽车保险杠冲孔机床控制系统总体结构;通过分析对比,对控制系统硬件进行了选型和设计,基于控制系统软件整体结构和PLC开发环境,开发了控制系统软件程序;设计了汽车保险杠冲孔机床控制系统软硬件;基于触摸屏技术,将控制按钮嵌入到触摸屏中,开发了基于FameView的汽车保险杠冲孔机床控制系统人机交互界面,既实现了汽车保险杠冲孔机床的实时监控,又提高了其人机交互性能.
[参考文献]
[1] 高春甫,贺新升,陆 爽. 三菱可编程控制器应用技术[M].北京:机械工业出版社,2010.
[2] 孙志义,孙 蓓.PLC控制系统给设计[M].北京:机械工业出版社,2010.
[3] 曹 卫,张 巍. PLC控制系统的可靠性设计[J].甘肃科技,2010,26(1):22-24.
[4] 北京杰控科技有限公司. Fame View 组态软件使用手册:10/2009[M].北京:北京杰控科技有限公司,2009.
[5] Da′na S, Sagahyroon A, Elrayes A,et al. Development of a monitoring and control platform for PLC-based applications[J].Computer Standards & Interfaces,2008,30:157-166.
[6] Seo Ryong Koo,Poong Hyun Seong. Software design specication and analysis technique (SDSAT) for the development of safety-critical systems based on a programmable logic controller (PLC) [J].Reliability Engineering and System Safety,2006,91:648-664.
