变频驱动龙门铣床的S7 PLC控制系统程序设计
2013-11-09丁斗章
丁斗章
(上海电机学院 电气学院, 上海 200240)
变频驱动龙门铣床的S7 PLC控制系统程序设计
丁斗章
(上海电机学院 电气学院, 上海 200240)
采用交流电动机变频驱动改造龙门铣床的主拖动系统和进给系统,通过变频器的参数选用和设置,实现基于现代控制器的参数控制。根据控制要求,分配可编程控制器(PLC)的输入输出,给出控制程序流程图,采用结构化方法设计了基于变频驱动的龙门铣床的可编程控制程序。新系统具有结构简约、柔性和易维护等优点。
龙门铣床; 变频驱动; 可编程逻辑控制器; 结构化方法; 程序设计
龙门铣床用于大型工件的加工,是机械行业的大型复杂设备。传统的龙门铣床采用直流电动机驱动和继电器-接触器控制系统,主拖动系统就有6个电动机,具有控制繁杂、主传动调速范围较窄、换向过程有冲击、系统维护麻烦、性能逐步变差、生产效率低等缺点。对于上述存在的问题,在20世纪90年代之前一直没有好的解决方法。随着电力电子技术的发展,功率的变换可以用静态装置来实现[1],为发电机-电动机系统的改造提供了可能。传统的主拖动系统采用直流电动机驱动[2],故对直流调速器进行技术改造,可使龙门铣床的调速范围、加工精度、换向和速度平稳性、可维护性等运行性能都有较大改善。大型直流电动机存在较大的剩磁和电动机换向问题,为保证系统正常工作,往往采用自消磁环节以及比较繁杂的继电器-接触器等方法控制,但是直流调速器控制的性能还不令人满意。为此,文献中提出了交流驱动技术、文献中采用磁链定向的矢量控制方式来驱动交流感应电动机;文献中采用脉冲宽度调制(Pulse Width Modulation, PWM)技术进行功率静态变换[5]。随着变频器的出现,使得感应电动机的驱动性能有了明显提高,其调速指标可以媲美直流电动机。如文献中采用三菱可编程逻辑控制器(Programmable Logic Controller, PLC)和FR-A740变频器对龙门刨床进行了技术改造。所有这些都说明,采用变频器驱动交流电动机可以解决采用直流电动机驱动存在的换向、自消磁及其控制和相对复杂的保护与维护等问题,且满足生产工艺的要求和加工性能指标。对于铣床的控制,文献中采用三菱PLC完成了X6132型万能铣床的改造,文献中研究了基于PLC的数控铣床气动系统,但是,对龙门铣床的PLC控制的研究还较少。西门子S7-300作为新一代可编程控制器,已被运用于RS-485的通讯[9]和模糊控制电极调节[10]等。本文提出了基于西门子M4变频器驱动的龙门铣床的S7PLC控制系统与程序设计。系统具有结构简约、柔性、易维护等优点。
1 控制结构设计
本文根据龙门铣床的控制要求与运行规律确定控制结构如下: ① 龙门铣床工作台拖动系统的驱动由直流电动机改为交流电动机,并由变频器来控制驱动,使得工作台主拖动系统明显简约化。② 加工系统增设了一个垂直刀架,形成左、右垂直刀架结构,可选用不同的刀具实现不同的加工。垂直刀架和左、右两侧的刀架同样改为交流变频驱动控制。③ 保留了横梁电动机、抬刀电磁铁、油泵和风冷电动机。将西门子S7-300 PLC作为主控制器,运行控制程序,实现对龙门铣床系统的控制,其前置计算机用于编程和监控。变频驱动龙门铣床PLC控制系统结构如图1所示。

图1 控制系统结构图Fig.1 Sketch of control system construction
2 主拖动系统
主拖动系统是变频驱动龙门铣床工作的核心。由西门子M4变频控制器完成对主拖动系统的运行控制。
2.1主拖动系统的往复运行
龙门铣床工作台的速度-时间运动关系是由生产工艺的要求确定的,而其运行具有一定的规律。
在铣床工作台侧面的燕尾槽中安装4个撞块。在工作台运动过程中,依靠这4个撞块碰撞安装在床身侧面的6个行程开关,以实现工作台的自动往复工作。根据工艺要求,确定变频器运行的各固定频率,确定速度(频率)变化的上升和下降时间。一旦上升和下降的时间确定,在对应各固定频率的各时间段内,主拖动工作台运行的时间和行程也就确定了。因此,先计算上升和下降时间对应的各固定频率的实际行程和行程时间,然后计算匀速运行过程的时间和行程,并保证往复的行程严格相等,以保证系统的正常工作。
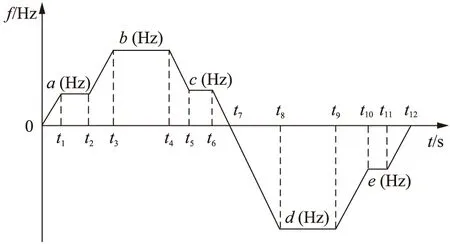
图2 主拖动系统频率-时间图Fig.2 Sketch of frequency-time relationship of main driving system
按照龙门铣床工作台的运行规律与生产工艺要求,确定主拖动系统频率-时间关系如图2所示。图2说明了龙门铣床主拖动系统运行的一般规律: 0~t1为工作台前进起动阶段;t1~t2为刀具慢速切入阶段,运行频率为a(Hz);t2~t3为加速至稳定工作速度阶段;t3~t4为稳定工作速度阶段,运行频率为b(Hz);t4~t6为减速退出工件阶段,其中,t5~t6段频率为c(Hz);t6~t8为反接制动与后退起动阶段;t8~t9为后退稳定速度阶段,频率为d(Hz);t9~t11为后退减速阶段,其中,t10~t11频率为e(Hz);t11~t12为后退反接制动阶段。
2.2参数选用与设置
2.2.1 多段速固定频率控制 主拖动系统M4变频器的开关设置情况如下: 7个数字输入开关DIN1~DIN7,DIN1、DIN2、DIN3为频率选择开关,由二进制编码方式进行选择;DIN4为正向点动开关,DIN5为反向点动开关;DIN6为紧急停车开关;DIN7为正常起停开关。
多段速的参数选择与设置如下: P1000=3,P0700=2,选择端口控制和固定频率方式;P0701、P0702、P0703=17选择固定频率二进制编码,选择+ON命令方式;P0707=1,选择ON/OFF1方式(接通正转/停车命令1);P1001、P1002、P1003、P1004、P1005选择相应的固定频率;设置正常起停的上升和下降时间P1120、P1121。
2.2.2 紧急停车 对于紧急停车OFF3,用DIN6作为紧急停车开关,采用二进制互联BiCo控制。先设P0706=99,使能BiCo参数化;再设P0848=722.5,这样急停就可由DIN6输入高电平时实现。对于紧急停车,设置下降时间P1135,保证急停行程不超过1m。如要取消紧急停车OFF3,可设P0848=1。
2.2.3 点动控制 主拖动系统设置正向点动控制开关DIN4对应的参数P0704=10;设置反向点动控制开关DIN5对应的参数P0705=11;设置点动斜坡上升时间P1060和点动斜坡下降时间P1061。
系统使用时,应先调整好机械零位和电气零位。机械零位包括刨刀(刀架)的起始零位、6个行程开关和撞块的定位等。电气零位包括开关、有关保护器件等的初始位置,变频器的各工作参数,DIP开关的选择位置等。
2.3进给控制
进给量的控制由PLC的输出信号控制变频器的进给驱动来实现。设加工进给当量为δ(mm),电动机的转速为n(r/min),传动丝杠的螺距为L(mm),则每次进给时的转动时间为

(1)
由转动时间Δt、变频器进给驱动的频率、斜坡上升时间和斜坡下降时间计算出PLC的进给信号定时时间。相应地,进给变频器的参数选择和设置如下: 频率设定值的选择P1000=3,选择命令源由外部输入P0700=2,开关输入DIN1对应参数P0701=1为ON/OFF1,进给工作频率设置在参数P1001中,斜坡上升时间和斜坡下降时间分别设置在参数P1120和P1121中。
3 PLC控制程序设计
3.1PLC输入、输出接线图
根据主拖动系统和各进给系统的控制与工艺要求,工艺进程、控制信号、互锁保护、报警等由一台西门子S7-300 PLC控制。输入和输出的端子分配、各端子的功能和接线如图3所示。

图3 输入输出接线图Fig.3 Input-output connection diagram
3.2PLC控制程序流程图
龙门铣床的加工流程由PLC控制相关变频器驱动交流电动机来实现。工作台的自动循环工作、单步运行、点动移动、速度切换、相关刀架的进给调节和自动进给、横梁升降和夹紧与放松的控制、联锁保护和状态显示等都由PLC控制软件实现。主程序流程如图4所示。
3.3S7PLC程序结构与梯形图设计
西门子S7-300 PLC提供了结构化的程序设计功能,适用于相对复杂的控制程序的设计。采用结构化设计可使软件的架构简约清晰;实际工作时,循环扫描周期短,工作性能改善,生产效率提高。
3.3.1 结构化设计 对变频驱动龙门铣床的S7-300 PLC控制程序采用结构化编程。在主程序循环OB1中,编写程序如图5所示。图中,M0.1为正常起动按钮I0.0按下后接通的内部存储器位地址;根据输入、输出分配,I0.3为点动功能选择,I0.4为自动循环功能选择,两者互锁;功能FC1为点动,即所有的点动梯形图程序编写在FC1中,功能FC2为连续自动循环加工过程控制程序。
3.3.2 单步运行和自动循环 功能FC2采用顺序控制的设计方法,其中最重要的部分程序如图6所示。在FC2的设计中,解决连续自动循环与单步运行模式的选择。图6中,I0.1为停止按钮,I0.5为单步选择开关,当I0.5动断触点闭合时,M0.3一直接通,为连续自动循环工作模式。若I0.5动断触点断开,按一次I0.0,M0.3接通一次,程序走顺序控制的当前步;若要进入下一步,需要再次按I0.0,为单步运行模式。

图4 PLC控制程序流程图

图5 OB1主程序

图6 FC2的部分程序
3.3.3 PLC与变频器的关联程序 PLC的输出Q0.4、Q0.5、Q0.6分别连接变频器的数字输入端DIN1、DIN2、DIN3,且DIN1、DIN2、DIN3对应的变频器参数设置为二进制编码选择频率方式。按照图2的加工进程,在0时刻,使PLC的Q0.4、Q0.5、Q0.6输出,使得变频器选择a(Hz)运行,同时启动一个定时器;当到达t2时刻,则改变PLC的Q0.4、Q0.5、Q0.6输出,使得变频器选择b(Hz) 运行,同时启动另一个定时器;当到达t4时刻,再改变PLC的Q0.4、Q0.5、Q0.6的输出,以此类推;一个周期完成时,启动下一个新的周期,不断循环,实现加工。
4 结 语
龙门铣床作为大型工件加工设备,其控制和工作性能与产品质量密切相关。本文采用交流电动机变频驱动代替直流电动机驱动,用PLC系统取代继电器-接触器控制系统,给出了变频器的参数控制方案,提出S7-300 PLC的输入、输出分配和控制程序流程图,采用结构化方法设计了基于变频驱动的龙门铣床的PLC控制程序。
[1] Divan D M.The resonant DC link converter-a new concept in static power conversion[J].IEEE Trans-
actions on Industry Applications,1989,25(2): 317-325.
[2] 张 玮,周新房.基于数字直流调速器的龙门刨床改造的研究[J].机床电器,2008(2): 57-58,60.
[3] Bose B K.Modern power electronics and AC drives[M].[N.L.]: Prentice Hall,2002: 41-46.
[4] Mitronikas E D,Safacas A N,Tatakis E C.A new stator resistance tuning method for stator-flux-oriented vector-controlled induction motor drive[J].IEEE Transaction on Industrial Electronics,2001,48(6): 1148-1157.
[5] Ahmed T,Nishida K,Nakaoka M.Advanced control of PWM converter with variable-speed induction generator[J].IEEE Transaction on Industry Applications,2006,42(4): 934-945.
[6] 满永奎,赵 苏,宋进良,等.三菱变频系统在大型龙门刨床中的应用设计[J].控制工程,2008,15(5): 508-510.
[7] 崔 琪,李晓波.基于PLC的铣床控制系统设计改造[J].电气技术与自动化,2010,39(3): 167-168.
[8] 李 溢.基于PLC数控铣床气动控制系统的仿真研究[J].液压与气动,2011(9): 6-8.
[9] 陈碧慧.Siemens PLC与空压机RS485的通讯应用[J].自动化与仪表,2010(12): 26-28.
[10] 刘文远,毛一之,杨子亮.基于西门子PLC的模糊控制在电弧炉电极调节中的应用[J].电气传动,2012,42(10): 78-80.
Control Program of S7 PLC for Variable-Frequency Drive Milling Planer
DINGDouzhang
(School of Electric Engineering, Shanghai Dianji University, Shanghai 200240, China)
Variable-frequency AC motor drive is used to reconstruct the main driving system and feeding system of a milling planer. Parameter control based on modern controller is achieved with the controller parameters selected and set. According to the control requirements, input and output distribution of a programmable logic controller and the flow diagram of control program are drawn. A structuring method for the program design is used, and the control program based on variable-frequency drive for milling planer designed. The described system is simple in construction with advantages such as flexibility and easy maintenance.
milling planer; variable-frequency drive; programmable logic controller(PLC); structuring method; program design
2095-0020(2013)05 -0235-05
TP 273; TG 54
A
2013-09-11
上海市教育委员会重点学科项目(J51901)
丁斗章(1963-),男,教授,博士,主要研究方向为控制理论与控制工程,E-mail: dingdz@sdju.edu.cn
