基于1500带钢卷取运输自动对中定位优化措施分析
2013-11-07邹元甲董建斌
邹元甲 董建斌
(1.山东钢铁莱芜分公司 设备检修中心轧钢部型钢轧材作业区,山东 莱芜 271104;2.山钢集团莱芜分公司型钢厂,山东莱芜 271104)
1 概述
莱钢1500mm 热轧带钢生产线是莱钢“十五”技改工程新上的一条生产线,该条生产线全部由国内设计生产制造,其生产工艺为加热、粗轧、热卷、精轧、层冷、卷取。卷取区由2台地下卷取机组成。带钢头部离开精轧机时,卷取机已经处于准备工作状态。卷取区由入口辊道,侧导板,夹送辊,助卷辊,卷筒,卸卷小车,运输链等重要设备组成。带尾即将离开精轧机F6 时,卷取机进入收卷状态,轧机和卷取机同时降速,助卷辊合拢,压住外层带卷。当带钢脱离末机架时,张力辊压紧,传动电机处于发电状态,使带钢在张力辊和卷筒之间建立张力,避免带尾跑偏或钢卷外层松散。当卷取即将完了时,卸卷车升降台接触钢卷,其卸卷小车托辊与卷筒等速旋转直至卷取完了,钢卷带头转到带卷下方。卷取结束后,卸卷车上托辊制动并且压住带钢尾部,然后卷筒反转收缩,侧导板、夹送辊开启,挡板关闭,卷取机外支撑打开,卸卷小车将钢卷取下并送至钢卷提升车,由此再送至带回转台的回转小车,该小车将钢卷水平翻转90°送到链式运输机上运出带卷。卷取区的功能是将终轧后经冷却到卷取温度的带钢卷成钢卷,并送往打捆机处进行打捆,然后经运输链进行运到钢坯库存处。
2 当前运输区存在的问题
卷取区运输链是由两个卸卷小车、一个回转运输小车、5 个步进梁、一个回转台及两条运输链组成。其工作流程为:成品钢卷经卸卷小车运输到回转运卷小车、旋转运输后,经1#步进梁、提升机、2#步进梁依次运送到回转台,再经回转台旋转后被后序运输设备取走。当前运输区的所有运输设备全部采用接近开关实现固定行程定位,由于卷取机卷钢控制误差以及运输设备的累积定位误差造成运送到回转台的钢卷偏离回转台中心,而且回转台后序设备采用横向运输方式,常导致掉钢事故,一方面造成设备严重损坏,另一方面影响轧制节奏,增加了设备维护费用,大大影响了企业效益,因此运输区域自动对中定位控制改造势在必行。
3 钢坯自动运输改进方案分析
3.1 运输位置闭环原理方案分析
(1)位置闭环原理
位置闭环原理是指当受控客体受干扰的影响,其实现状态与期望状态出现偏差时,控制主体将根据这种偏差发出新的指令,以纠正偏差,抵消干扰的作用。闭环系统中采用位移传感器(通常为电位计型),定时探测目标位置和实际位置偏差。比例阀流出的油料通过调节,可补偿出现的位置偏差。在闭环控制中,由于控制主体能根据反馈信息发现和纠正受控客体运行的偏差,所以有较强的抗干扰能力,能进行有效的控制,从而保证预定目标的实现。
这种位置自动控制系统,包括功率放大和反馈,使输出变量的值响应输入变量的值。数控装置发出指令脉冲后,当指令值送到位置比较电路时,此时若工作台没有移动,即没有位置反馈信号时,指令值使伺服驱动电动机转动,经过齿轮、滚珠丝杠螺母副等传动元件带动机床工作台移动。装在机床工作台上的位置测量元件,测出工作台的实际位移量后,后反馈到数控装置的比较器中与指令信号进行比较,并用比较后的差值进行控制。若两者存在差值,经放大器后放大,再控制伺服驱动电动机转动,直至差值为零时,工作台才停止移动。这种系统称为闭环伺服系统
(2)实际位置分析
卷取运输由于运输自动控制精度要求较低,造成钢卷偏离回转台位置的因素较多,如卸卷小车停止位检测偏差,打捆机打捆时造成的机械振动,运卷小车运卷的位置钢坯定位等等,存在着诸多不确定因素,通过调整简单的检测装置达不到钢坯跑偏的原因。经现场观察研究决定,利用钢卷中心实际位置和回转台中心位置做一个位置闭环调节,可实现精准的钢坯定位系统,解决了运输区域钢坯跑偏的问题,从而解决了掉钢事故。并作为反馈、把回转台中心位置作为目标给定,形成位置闭环控制,可以精确的实现钢卷自动对中定位,也就解决了钢偏问题。位置闭环控制基本原理流程图如图1所示:
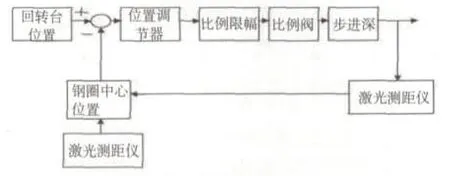
图1 闭环定位原理流程图
3.2 实现控制方案分析
经改造后的闭环控制主要由以下几个方面:参考位置,位置给定,位置测量。
(1)参考位置。参考位置是闭环控制系统中所有位置量的参考点。在2#步进梁上部安装一个与步进梁垂直的激光检测器作为此系统位置量的参考点。
(2)位置给定。钢卷定位的位置给定就是钢卷定位的目标位置(回转台中心),测出回转台中心距激光检测器(参考位置)的实际距离,作为闭环定位控制系统的固定目标给定值。
(3)位置测量。位置测量是闭环控制系统的重要环节,是决定控制精度的关键环节,所以准确测量、计算钢卷实际位置是此系统的核心。通过在2#步进梁上安装激光测距仪实现步进梁位置实施测量,结合激光检测器信号实现钢卷位置实施计算。
(4)控制方案。系统将位置给定与位置实际值比较,经位置调节器、比例限幅处理后得出比例阀的给定值,驱动步进梁动作,实现闭环控制。
4 结束语
通过系统改造,并在后续完善的基础上,利用调节器及限幅器,并根据实际运行要求加以调整完全达到设备最佳运行状态、满足控制要求,达到运卷的控制精度。
