推刀设计及应用
2013-11-06林祖强
林祖强
(广东柳菱宏通实业有限公司,广东梅州 514000)
0 前言
推刀是一种操作方便、经济实用、制造周期较短的一种切削刀具。在生产实际中,经常会用到。可用于需要校正或加大尺寸的场合,在尺寸较小、加工余量不多时更适合使用。另外,由于推刀只需要简单的液压机床(压床),对不具备拉床的工厂来说,也是一种可代替拉刀加工的办法。以拉刀相比,推刀没有柄部和颈部,所以其长度比拉刀短。同时,还可充分利用工厂的现有设备资源,自己制造,以满足生产上急需的刀具。
推刀的类型,按形状分主要有:矩形花键推刀、渐开线花键推刀、圆孔推刀、键槽推刀等。
下面结合我厂使用过的几种推刀,就其类型、设计方法及在生产中的应用作一简述。
1 矩形花键推刀
有时因工艺上的需要或客户的临时要求,要对经过拉削后的花键尺寸进行修正、加大。
因拉刀磨损及材料收缩等原因,拉削后花键综合塞规不能通过(槽宽缩小)。因此,工艺上要求修正槽宽及加大花键大径到ϕ29.12 mm。因拉刀尺寸已定,所以采用推刀(见图1)来完成,即拉削后增加推孔工序。
(1)前导部设计
据已经加工好的小径最小尺寸ϕ24.04mm,取推刀头部外圆尺寸为mm,据拉出的花键大径最小尺寸ϕ29.07mm,取花键引导部外圆尺寸为键宽取
当加工余量较大,用1把推刀无法满足时,可以设计成2把或3把为一套的。
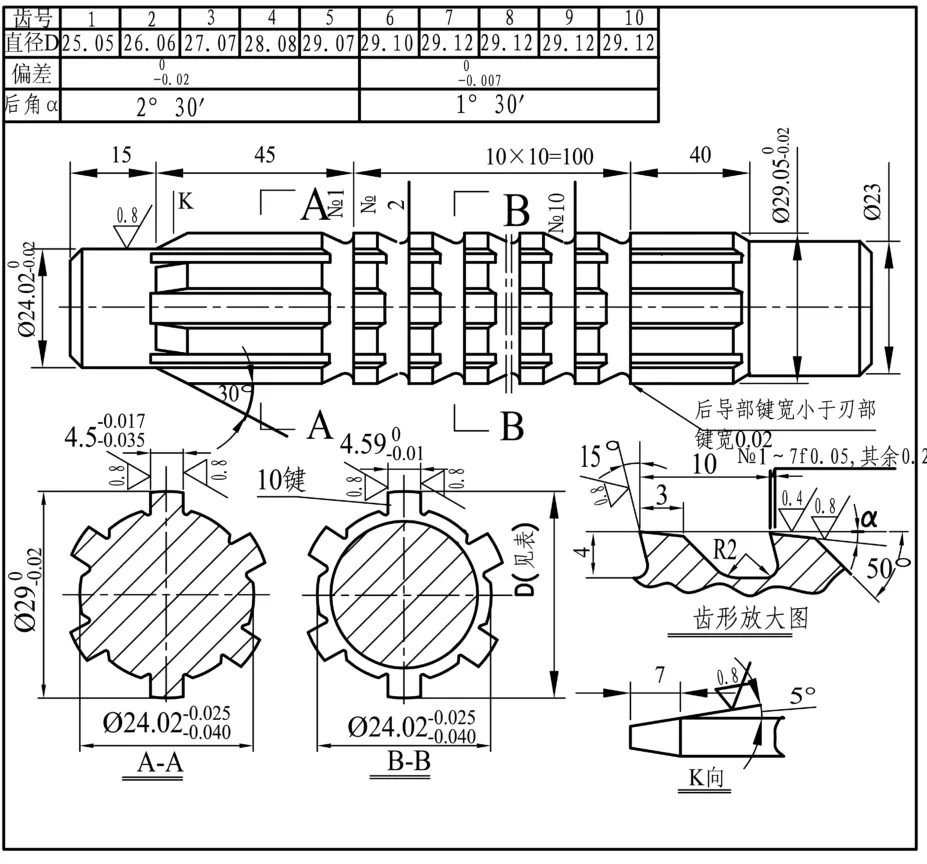
图1 矩形花键推刀
2 渐开线花键推刀
有时在拉刀磨损严重后,拉出的花键尺寸会不合格。这时可以用推刀来加大。
例2:某一产品:模数2.25,齿数18,压力角20°,大径、小径键槽宽产品材料硬度为82~94HRB。原工艺采用拉刀拉削。
因拉刀磨损,拉出的花键大径尺寸为ϕ45 mm,达不到图纸尺寸为了充分利用拉刀,设计了这种渐开线花键推刀(见图2),作为拉削后尺寸达不到要求时补充加工用。考虑到花键尺寸较大,所以采用孔式的(柄部可以另配或选通用的)。为方便进入工件,取前引导直径且采用头部引导锥30′×5及齿形部亦带锥度8′×25的形式(见图2中F向及K向视图)。前导部齿厚取4.91 mm(比拉刀齿厚小0.03 mm),第1个切削齿直径取ϕ45.02 mm(比拉出的最小尺寸ϕ45 mm大0.02 mm),校正齿直径取等于产品的最大尺寸因齿槽宽合格,故推刀切削齿齿厚取等于拉刀齿厚4.94 mm。产品经推刀加工后,尺寸均可达到图纸要求。
如需要加大的余量较多,推刀齿数可相应增加,以满足齿升量的要求。
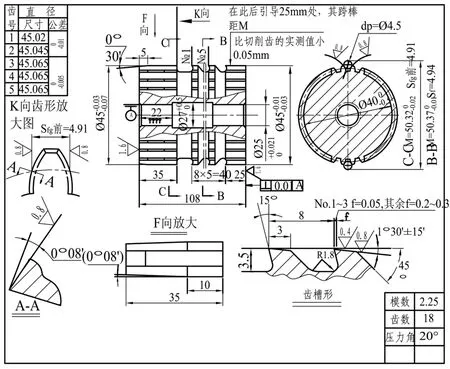
图2 渐开线花键推刀
3 圆孔推刀
用于校正、修光圆孔或加工余量较小的孔。对盘形结构的多孔零件,如果要求的精度、粗糙度等钻孔无法保证时,用推刀来进行精加工也是一种可行的办法。
例3:有一盘形产品,要在直径为ϕ199.75 mm的圆周上加工均布孔,因钻孔的粗糙度等达不到要求,所以工艺上采用钻孔后用推刀来推孔的方法。为此设计了这种圆孔推刀(见图3):推前钻孔尺寸为推孔长度为9.5 mm。
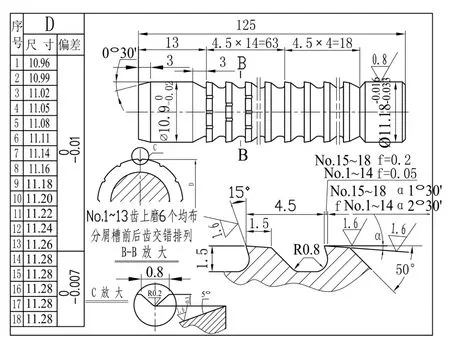
图3 圆孔推刀
4 双键槽推刀
在生产中,有时会碰到一些花键或键槽的深度较浅,加工余量不多的产品,这时可以考虑用推刀来加工。
5 结束语
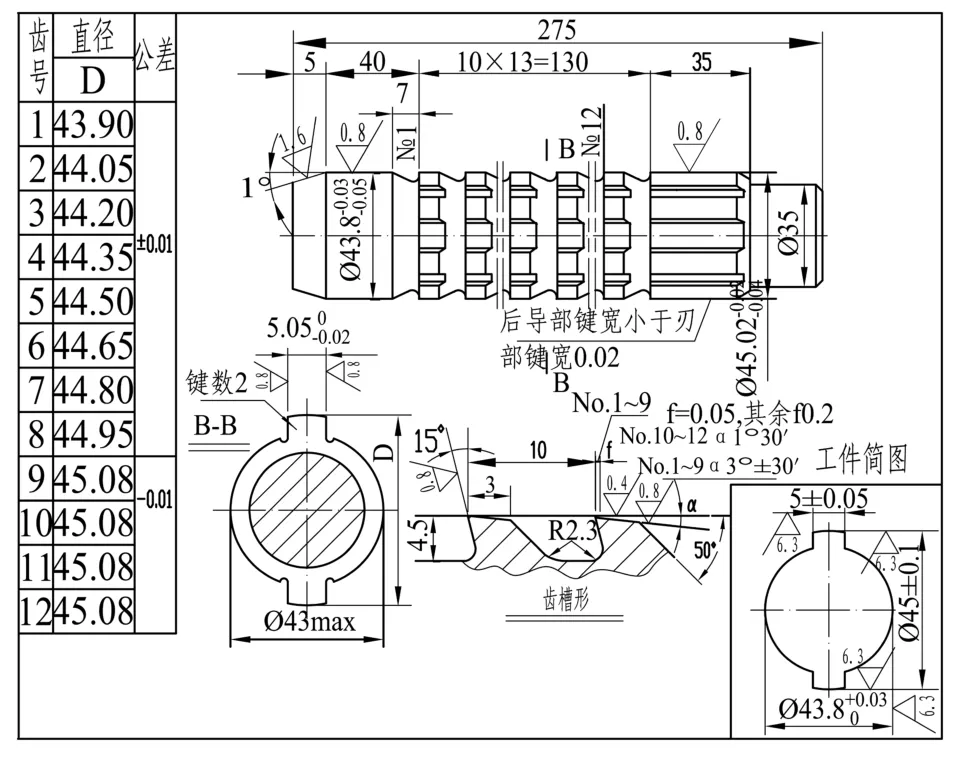
图4 双键槽推刀
从以上例子可知,各种形式的推刀,在生产实际中,在多种场合下,都可以得到应用。既可作为拉削后需要加大或校正尺寸时的补充加工,在加工余量不多时,也可直接用推刀来完成。且只要工厂具备一些设备(如磨齿形用的齿轮磨床、磨矩形花键用的花键磨床、工具磨床等),这些推刀都可以自己生产制造。在新产品试制、工艺试验及各种临时应急的情况下,无疑是一种值得可选的切削刀具。
[1]袁哲俊.刀具设计手册[M].北京:机械工业出版社,1999.
[2]杨黎明.刀具设计手册[M].北京:兵器工业出版社,1998.
