城市燃气钢质管道带气碰头施工
2013-11-06钟勤
钟 勤
(中鼎国际矿山隧道建设分公司 第一工程处,江西 南昌331211)
随着我国城镇燃气事业的发展,许多大、中城市均已兴建了管道输送的燃气工程。而对于气源来说,有的城市已用上了天然气,有的城市已用上了由液化气向天然气过渡的空混气,而有不少的城市则是充分利用本市化肥厂或钢铁厂的焦炉尾气作为气源,通过管道系统输送至用户。这样用气既清洁卫生,又使用方便,减少了污染,符合国家环境保护要求。
特别是近几年来,随着国家经济的发展,城市建设规模不断扩大,新兴的工业区、民用住宅区拔地而起,原来规划设计的燃气管道输送能力已远远达不到城市发展中工业、民用的需求。城市燃气管道敷设也随之而更改、延伸。在以前的施工中,相当一部分燃气管道干管的终端设置预留了以便扩展、续接的阀门井;但有些新兴的工业用、民用地距离以前敷设的燃气管道位置太远。为减少不必要的市政设施投资,各燃气公司的常规做法就是在最近的干管上破口接管,接通气源。笔者在新余市城南沙滩口煤气管道工程施工中成功地进行了一次这样的带气破口接管的作业。文中浅析了这次带气破口接管方案的安全实施过程。
新余市管道燃气使用由新余钢铁厂焦化车间产生的焦炉气。焦炉煤气的爆炸范围极限约在4%~70%之间,容易使人中毒,操作方案编制不当,将会酿成难以想象的后果,如果操作不谨慎,管道中渗入了空气,在管道破口接通后送气之前,需对主管重新进行排空置换,费时、费力;投资及劳动量、劳动强度也相应增加。新余市城南沙滩口煤气工程施工,埋地安装的管道管径为DN200。最后碰头处在市中幼儿园附近,街道上行人、过往车辆稠密,且因当时煤气公司搬迁,以前施工的主干管竣工图未能找到,这一区域埋地干管的管径及位置不详,施工前,先在大概的位置前后开挖,挖出主干管,通过测量,主干管为DN300的螺旋钢管,且埋深为2.2m,而现行施工的DN200管道在人行道,埋深为1.2m,碰头处通过中心线测量,离主干管的过公路套管只有200mm。同时,因两管中心存在1m多的高差,在征得煤气公司同意的情况下,按以下几种特殊情况编制了施工方案:
1)在DN200管道上焊接90°弯头加短管与干管形成三通接口。
2)碰头焊接时DN300管道中不能停气。
3)DN300干管上的三通母口不能直接用割炬割开、以避免气源与明火接触产生爆炸。
4)三通焊接时存在火源。
5)施工现场过往的人多、车多。
6)煤气泄漏使人中毒。
7)用气高峰时不碰头作业。为确保万无一失,现场准备好灭火器材、消防用车和急救用车。
碰头作业的前一天,在碰头处挖好同时可以容纳4人操作的作业坑,并将DN200的碰头短管预制好。考虑到安全性,碰头短管一端预制成与DN300相接的三通公口,另一端焊上法兰盘、两法兰之间用盲板带密封垫用螺栓拔紧,待三通施焊完毕后,松开螺栓,抽出盲板,完成向新管道置换、通气(见图1)。
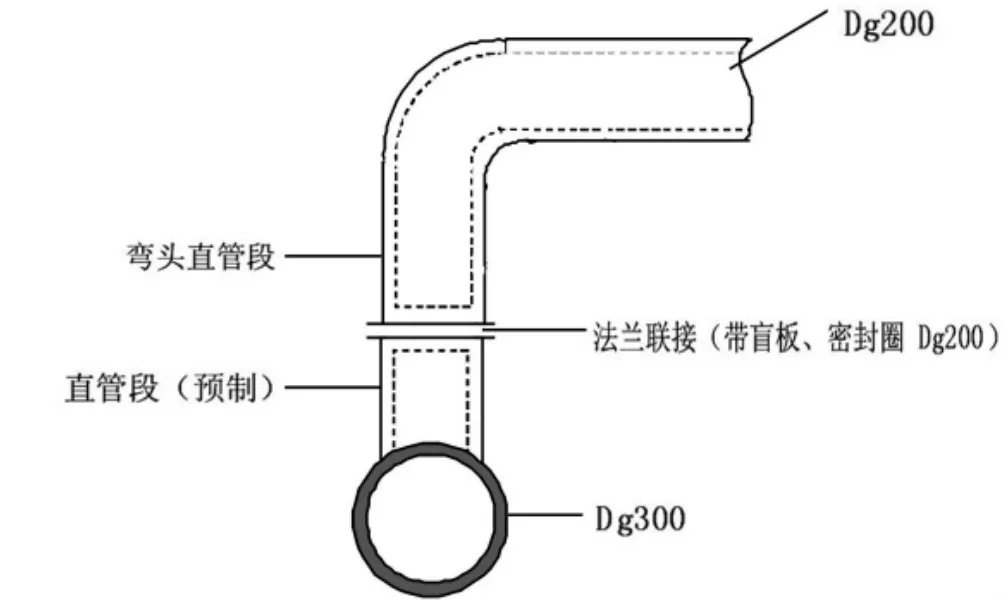
图1 碰头衔接施工示意
作业前一小时,在离作业现场最近的调压站将气源输送压力降至50~120mmH2O(保证微正压,防止焊接时回火至管内,输送气源的管道不存在静压,只有动压),在工作坑内接通一台防爆小风扇。作业时,在DN300干管上引出DN200管道中心线,以此中心线为基准点在DN300管道上画出DN200/DN300的三通贯通母口图(要考虑壁厚,在管内侧每隔11~12mm打上洋冲眼),作业人员在完成此项工作后,带上防毒面具,用手电钻(Ф12mm)沿画出贯线在DN300管上钻出通眼,在钻通第一个眼时,用水柱表测量管中的动压是否在要求范围内,如超高或偏低则及时通知调压站值班人员调整,如实测压力正常,则用橡皮泥堵上通孔续钻(考虑一人作业较累,安排三位钳工轮换)待所有眼孔钻通完毕,用木榔头、短坚木配合将管板迅速敲下,取出管板和橡皮泥,将三通短管段摆上,周围堵上橡皮泥。工作坑内留下一位钳工,焊工戴上防毒面具下坑施焊,施焊时采用短弧点焊,剔去一点橡皮泥施焊一点。直至封底焊施工完毕,如施焊过程中发现有连续爆破声或小火苗存在,则施焊时及时加冷水冷却,并用橡皮泥堵住内圈。对焊缝较大的地方,采用堆焊方式,待打底焊完毕后,再进行一次盖面角焊,此时电流应稍调高,并采用压弧焊接方式。施焊完毕,卸下直管段已拧紧的盲板螺栓,抽出DN200盲板,接通气源,打开DN200干管阀门,进行置换、通气。
此次碰头施工前后时长约3小时,考虑万一有异常情况发生,安排在多云睛天,且在晚间9:00后开始进行。这种带气碰头施工方法、方式,宜在小管径的管道上施工较为方便。作业时各种设备、工器具应有备用。这种带气碰头作业操作也较简单,所耗人力、物力不是很多,在城市燃气施工中可以充分利用。
