R-R燃气轮机组安装工期优化分析与应用
2013-10-29赵赏鑫杨树森张旭东
赵赏鑫,杨树森,张旭东
(中石油北京天然气管道有限公司,北京 100101)
0 引言
随着我国天然气管道的迅速发展,压气站建设对保证整条管道系统的输气能力起着至关重要的作用。压气站建设的核心是围绕大型压缩机组开展工作,最终目的是安全、按期和优质完成压缩机组的安装、调试和投产任务。通常大型压缩机组安装、调试和投产所需时间为5~6个月,甚至更长,这大大制约了压气站建成投运的商业运营要求。本文以陕京三线临县压气站两套R-R燃气轮机组 (两台29 MW RT62燃气轮机和两台RFBB36压缩机)为例,着重对机组本体、电气和自控仪表安装的工序、工作时间、工序间逻辑关系以及工期进行优化分析,采取压缩关键路线工期的措施,提前实现了工期目标。
1 工序分析
1.1 机组组成
燃气轮机组主要包含十大系统,即燃气轮机和压缩机本体、进气系统、排气系统、干气密封系统、润滑油系统、燃料气系统、CO2消防系统、空冷器系统、排污和放空系统、电气仪表系统。此外,仪表风系统对机组安装和调试也非常关键。为了工序安装计算方便,本文规定以 “工序代号 (工序名称、工作时间、前置任务)”表示每项具体工作,并把干气密封、燃料气、CO2消防、排污和放空四个子系统一并纳入机组本体安装。
1.2 机组本体安装工序 (见表1)
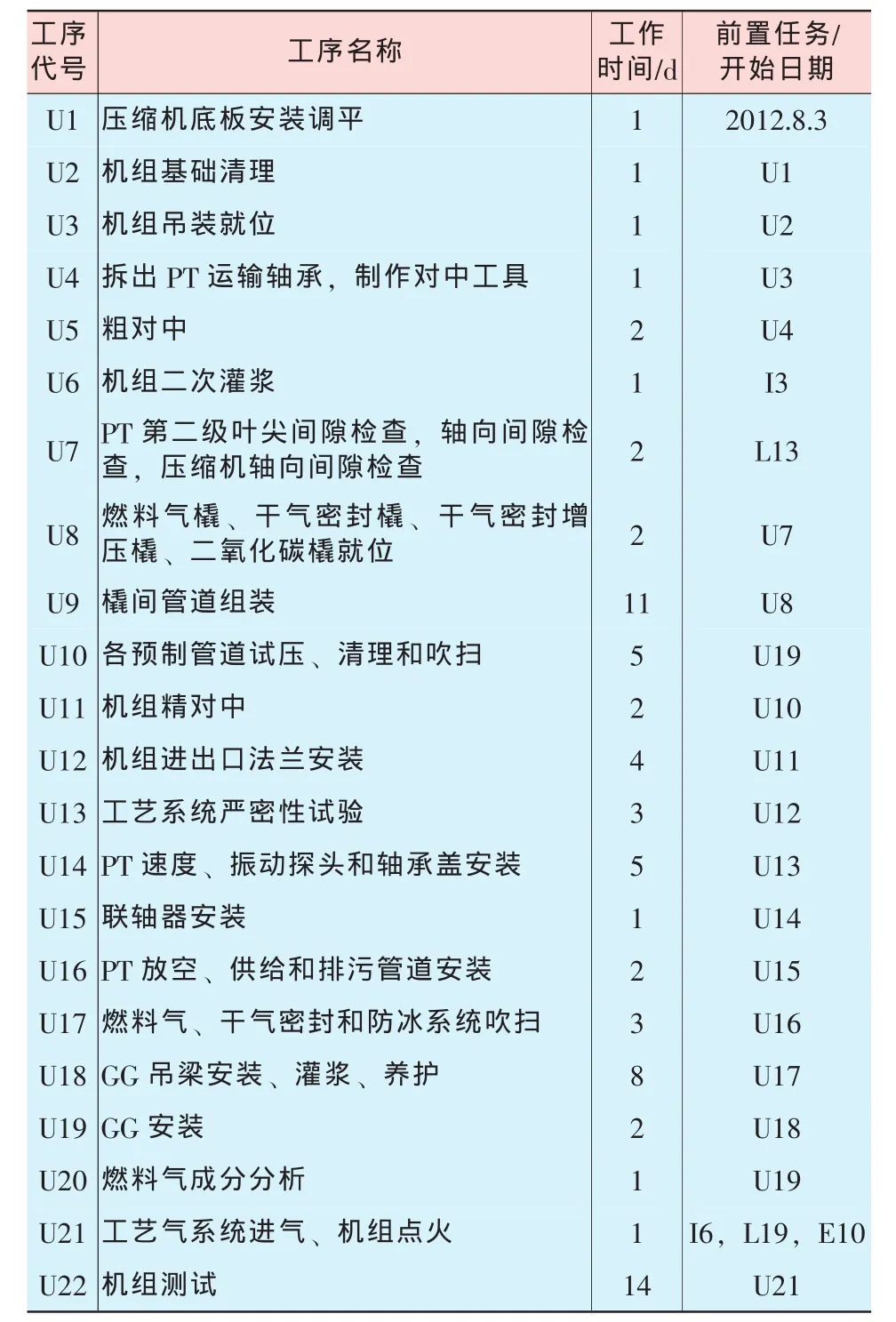
表1 机组本体安装工序 (U系列)
1.3 排气系统和进气系统安装工序 (见表2)
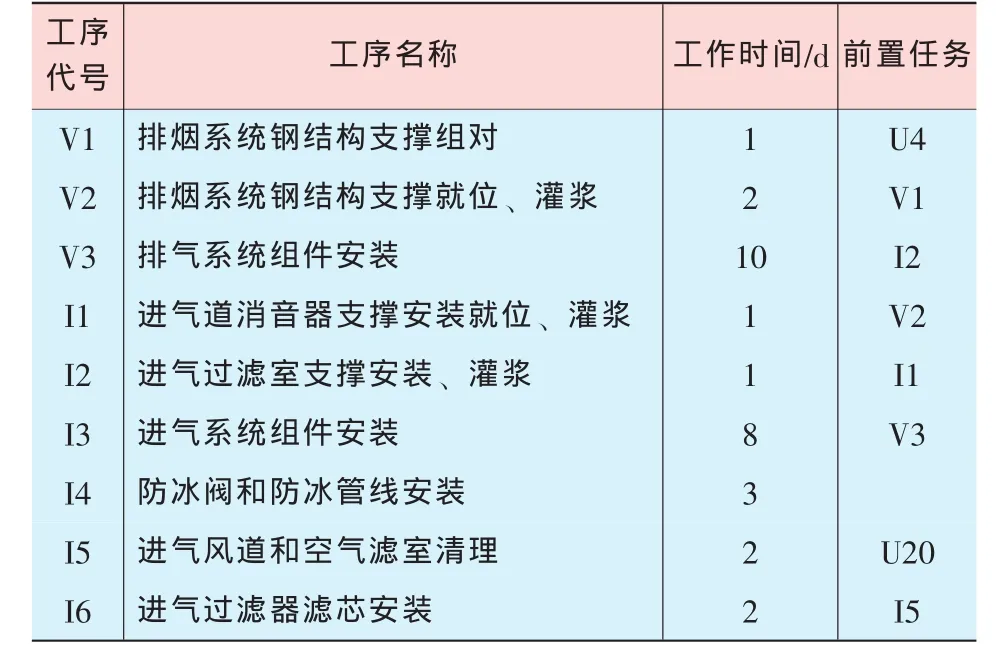
表2 排气系统安装工序 (V系列)和进气系统安装工序 (I系列)
1.4 润滑油系统安装工序 (见表3)

表3 润滑油系统安装工序 (L系列)
1.5 空冷器系统安装工序 (见表4)
1.6 电气仪表系统安装工序 (见表5)
2 工期优化
2.1 工期分析
压气站建设开工时间是2012年3月,主要建设内容包括14个单位工程,5座单体建筑4 220 m2,2 678道焊口,418台套设备,280 km电缆。机组到货时间是2012年8月3日,计划投产时间是当年12月31日。机组厂家提供的完成安装调试的时间计划是机组到货后至少5.5个月,按此计划实施将无法满足工期要求,而且影响冬季供气任务。

表4 空冷器安装工序 (C系列)

表5 电气仪表系统安装工序 (E系列)
燃气轮机质量为53.2 t,长10.2 m、宽4.5 m、高4.3 m;压缩机质量为50.1 t,长3.9 m、宽3.2 m、高2.7 m;进气系统质量为23.4 t,长12.2 m;排气系统质量为71.7 t,高达18.1 m;空冷器单台质量为104 t,长13.5 m、 宽10.3 m、高5.2 m。上述这些超高、超长、超重设备在安装过程中涉及特种作业、高空作业等,施工安全风险大,为此,首先确定机组安装按照 “先主橇、后副橇,先下后上,先内后外,先控制性工序、后辅助工序”的原则开展施工。
按照2012年12月31日完成U22机组测试的计划时间节点安排,完善了各工序的工作时间和先后顺序。采用Project 2003软件生成工期计划,找出关键路线为:U1-U2-U3-U4-V1-V2-I1-I2-V3-I3-U6-L1-E1-E2-E4-E6-E7-E8-E9-E10-U21-U22,工期151 d。通过软件生成的甘特图可以看出,制约工期的关键因素在于电气仪表系统的安装和调试。另外,润滑油系统中L14主润滑油跑油(油冲洗)工作也是次要关键工序。
2.2 优化措施
为了确保计划工期的实现,项目部按照倒排工期的做法,明确关键时间节点和工序要求,即:
(1)目标工期:11月15日机组首次点火。
(2)土建单体建筑满足8月31日具备电气仪表设备安装条件。
(3)因该地区10月中旬温度接近冰点,要求10月8日前完成工艺管网系统强度试压。
(4)10 kV外电10月15日正式送电。
(5)受油管道安装质量、设备洁净程度、临时电负荷等因素影响,机组油冲洗时间必须在9月20日前开始;机组安装完成后立即组织润滑油系统的安装和油冲洗工作,其余工作在油冲洗期间并行作业。
(6)为了确保油冲洗能进机组轴承,保护干气密封,要求10月20日投用仪表风系统。
为了确保目标工期,以及预防施工过程中不可控的天气、资源组织等因素影响,采取如下措施进行工期优化:
(1)将机组二次灌浆作为一个控制点,此前应完成机组本体吊装就位、排气系统和进气系统安装,为单位工程压缩机厂房安装创造条件。在关键路线上优化V2和I2。
(2)L19油系统油质检测合格是机组启机点火的先决条件,而且油系统工作贯穿机组安装的始终,因此在机组二次灌浆后立即组织油系统的安装工作。由于临时外电负荷只能满足一台机组的油冲洗工作,为了保证油冲洗的效果和缩短冲洗时间,采取L4油冷器爆破吹扫吹除内部杂质,L9主滑油管道酸洗清除内壁焊渣、杂质颗粒,同时采取一定技术措施缩短L14油冲洗时间[1]。
(3)组织交叉施工,在L14油冲洗开始后再组织机组内部检查和副橇安装,即U7-U8-U9-U10-U11-U12-U13-U14-U15-U16-U17-U18-U19-U20-I5-I6并行施工。
(4)空冷器安装不属于关键路线,但是将影响U10工艺管道的强度试压,因此C1~C8安装必须于U10前完成。
(5) 电气仪表系统 E1、E2、E4、E6~E10均在关键路线上,而且每项工作持续时间较长,是工期优化的关键。E4自控电缆敷设、接线,超过200km自控电缆敷设和接线工作量,45 d的工作时间非常紧张,无法压缩。主要针对E6~E8和E10采取措施。E6和E8由两组专业人员同时开展工作,其中E6计划8 d完成,E8计划5 d完成。E7~E9在E6后同时开展交叉工作,分别由自控施工队伍和机组调试人员完成,E7计划12 d完成。
(6)按照目标工期11月15日点火启机要求,提前一周进行U18、U19安装,I5在U17完成后2个工作日内开始,在U18灌浆后的养护期内并行作业。
(7)工序优化:E6(回路检查,8,E4+E5);E7(各系统功能测试,12,E6);E8(变送器校核,5, E6); E9 (UCP 程序下载, 1, E6); E10 (程序修改和测试,14,E9);I5 (进气风道和空气滤室清理,2,U17完成后2个工作日内开始)。U22原计划14 d完成机组72 h测试,实际从11月16日启机至12月4日测试完成历时19 d,主要原因是机组测试过程中故障停机,时间中断重新计时。
工序优化后的关键路线为:U1-U2-U3-U4-V1-V2-I1-I2-V3-I3-U6-L1-L5-L6-L7-L8-L10-L11-L12-L13-L14-L15-L18-L19-U21-U22,工期124 d,缩短工期27 d。
3 结束语
陕京三线临县压气站两台燃气轮机组自2012年8月5日吊装就位开始,至11月16日机组首次点火成功,共历时102 d,12月4日完成机组72 h测试,达到压气站建成投产要求,创造了较好的大型机组安装、调试纪录。整个机组安装过程基本按照预定的目标完成,比计划工期提前27 d。通过Project 2003软件计算关键路径,为项目管理者找准关键工序、安排施工资源提供依据,并根据关键工序优化压气站建设工期的做法取得了较好的效果。需要注意的是,关键路径将因不同项目现场施工组织、设备到货情况以及施工工序等的差异而发生变化,相应的管理措施也需进行调整。
[1]赵赏鑫.20MW天然气离心压缩机组油系统冲洗方案[J].设备管理与维修,2007,(07):53-54.
