蒸氨塔废液管线改造
2013-10-25阿曼古丽
阿曼古丽
(新疆化工集团哈密碱业有限公司,新疆 哈密 839001)
蒸氨工序是利用蒸氨过程及设备回收制碱母液及其他含氨杂水中所含的以NH4Cl、(NH4)2CO3、NH4OH等形式存在的氨及二氧化碳。它的设置,使氨在制碱过程中循环使用成为可能。蒸氨工序处于制碱的主要物料流溶液处理的末端,它是NH3与CO2返回下一个制碱循环的重要连接点,它的工况与生产效果如何是建立全系统良性工业循环的关键,也是全厂降低物料消耗与能量消耗的一个重点。
1 蒸氨工序流程简介
由煅烧工序来的热母液及煅烧冷凝液进入热母液桶,经热母液泵打入母液蒸馏塔25#塔圈,在经上下分水分配槽均匀地洒在填料层上,并自上而下流动,与上升的气体进行气液热交换,蒸出绝大部分CO2和游离NH3由塔顶引出;从17#塔圈引出的预热母液自流入预灰桶下部。由石灰工序送来的石灰乳进入石灰乳缓冲器,而后流入预灰桶下部,在搅拌器搅拌混合下与预热母液进行反应,大部分固定铵被分解为游离氨,预灰桶出气进入蒸氨塔第16#塔圈。调和液由预灰桶上部溢流至蒸氨塔13#塔圈,砂液进入第9#或13#塔圈。自石灰乳缓冲器多余的石灰乳去盐水工序。预灰桶中调和液在蒸馏塔内与蒸汽接触,蒸出溶解的氨,废液从塔底引出进入废液闪发器闪发出二次蒸汽后,流入废液排气槽,近一步闪发至常压,再流入废液池,经废液泵排至渣场。母液蒸馏塔的出气进入氨气冷却器,冷却后出气送吸收,分离的冷凝液进入淡液泵。由循环水系统送来的冷却水进入氨气冷却器,氨冷器出水进入冷却废水分配槽,一部分自流入盐水工序,一部分用泵送至石灰工序。母液蒸馏塔所用蒸汽来自压缩乏汽或锅炉蒸汽和煅烧闪发蒸汽。
2 存在问题
我公司有3台蒸氨塔,3#蒸氨塔是2007年20万t/a改扩建时新增的。规格为φ2 800×33 320,母液蒸量为116m3/h,日产360~400t。蒸氨塔分为两段:上蒸馏段(即加热分解段)和下蒸馏段(即加灰蒸馏段)。废液管线为φ250×20 000的碳钢管。
3#蒸氨塔生产时存在以下问题:
1)开塔后,底部压力不稳定偏高,仪表显示最高是0.07MPa(设计压力≤0.055MPa),影响塔的平稳运行和能力,母液蒸量被迫降到设计能力的65%左右。
2)塔底压力高时,各项工艺指标不稳定导致废液含氨、过剩灰指标偏高,影响氨耗和石耗。
3)塔的使用周期短,倒塔次数多。
4)蒸氨塔底部压力长时间偏高造成人孔盖泄漏,污染工作环境。
3 原因分析
蒸氨塔底部压力高的原因很多,概括起来可分为两类。第一类:设备型号、配套辅助设备及管线结构尺寸不合理。第二类:操作管理方法不当。多年的生产实践中,我们逐渐了解到操作管理方法不当造成塔底压力高的原因主要有:①蒸氨塔负荷高,使用周期长,结疤严重;②氨冷器储桶段液位高;③塔底液位高;④吸收无真空;⑤废液管线局部发生堵塞,排液困难;⑥进塔汽量过大;⑦出气系统堵塞。
2010年5月对3#蒸氨塔进行全面的查定,查定期间严格控制了蒸氨塔的蒸量、进汽量、中部温度、预热母液温度、出气温度、氨冷器储桶段液位、出气压力、吸收真空等工艺参数,但蒸氨塔底部压力仍然显示偏高,使用40天就出现指标难控制,运行不稳或者倒塔。停塔清理时发现3#塔废液管线及塔底结疤严重,塔底压力高的原因初步判断不是工艺操作不当造成,而是蒸氨塔废液管线结构尺寸不合理造成,也就是蒸氨塔废液管线限制塔的生产能力和使用周期。
计算废液管线的直径φ:
E废液=10m3/t碱,生产能力360~400t/日,υ废液流速=0.8m/s(参考《化工工艺设计手册》)。
计算可得废液管线直径为φ=272mm。
废液管线φ250理论上不能满足生产需求,实际生产中塔底压力超出指标范围。底圈液位长时间高,降低了液体在塔内和管道里的流速,同时延长了液体在塔和管道中的停留时间,这很容易造成塔和管道结疤导致蒸氨塔能力的衰退或者停塔处理。
4 管线改造
我们2011年5月大检修期间对3#蒸氨塔废液管线进行改造:蒸氨塔→闪发器→排气槽的φ250的碳钢废液管线改为φ300碳钢管。
改造后,母液蒸量100m3/h时主要工艺参数比较,见表1。
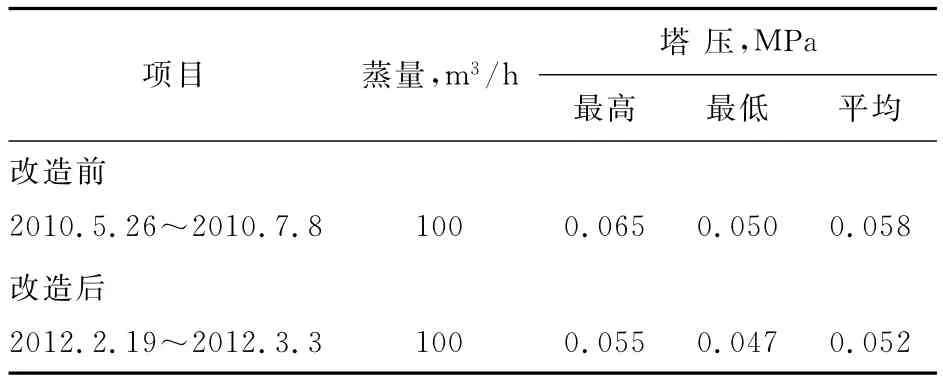
表1 改造前、后塔压比较
从表1可以看出,改造后3#蒸氨塔底部压力比改造前大幅度下降,塔情比较稳定。
在一年多的使用过程中:①蒸氨塔生产能力有所提高,蒸量由原来的75m3/h提高到116m3/h。②蒸氨塔使用周期由原来的平均40天延长到现在的平均70天,这样蒸氨塔正常作业时间年累计天数比以前延长60天。③3#蒸氨塔各项工艺指标更易控制,废液含氨、过剩灰指标合格率明显提高,降低氨耗、石耗。④节约清塔过程中各种材料消耗费、检修费及清塔费用约45 000元/年。⑤节约开停塔过程中的氨损失(每次清塔氨损失为2t左右)。⑥消除人孔盖泄漏的安全隐患。
[1] 中国石化集团上海工程有限公司.化工工艺设计手册[M].北京:化学工业出版社,2009
