高等级渐开线样板精密磨削实验研究
2013-10-24凌四营娄志峰王立鼎马勇柳强
凌四营,娄志峰,王立鼎,马勇,柳强
(1.大连理工大学 精密特种加工及微系统教育部重点实验室,辽宁 大连 116024;2.大连理工大学 微纳米技术及系统辽宁省重点实验室,辽宁 大连 116024)
0 引言
渐开线曲面因其传动中的诸多优越性常作为齿轮、花键等传动零件的齿廓,但渐开线曲面的复杂性与特殊性增加了其加工与测试难度.作为渐开线加工与测试传递基准的渐开线凸轮和渐开线样板,对渐开线齿廓的精度要求更高.我国齿轮渐开线样板最新标准GB/T 6467—2010规定了两个等级的渐开线样板[1],其中基圆半径小于100 mm 的一等渐开线样板齿廓形状偏差要求不高于1.0μm,二等渐开线样板齿廓形状偏差要求不高于1.5μm.国外常参考齿轮国际标准ISO 1328-1:1995[2]对标准齿轮形状偏差ffα、齿廓倾斜偏差fHα和齿廓总偏差Fα的定义来标定渐开线样板的精度[3].鉴于高等级渐开线样板制造难度之高,国际上也采用双球样板(DBA)替代渐开线样板来标定渐开线测量仪器的精度[4-8].但双球样板无法从真正意义上取代渐开线样板在标定齿轮测量仪器中的地位.
德国国家物理实验室(PTB)研制的国家基准级渐开线样板,用于本国和欧洲渐开线量值的传递,其齿廓形状偏差可达0.5μm.在我国,哈尔滨量具刃具集团生产几种规格的齿轮测量中心,同时提供渐开线样板用于该仪器渐开线测量精度的标定,成为我国生产渐开线样板的主要厂家.此外,我国第二汽车制造厂也制造少量的渐开线样板.我国商品用渐开线样板的精度一般为二等,齿廓形状偏差在1~2μm.中国科学院长春光学精密机械研究所制造的渐开线样板的精度最高,优于GB/T 6467—2010标准中的一等精度,齿廓形状偏差达到0.8μm[9].可见,我国渐开线样板的制造水平与国外尚存在着一定的差距.
为了研制高等级渐开线样板,本文首先探讨渐开线的成型原理,并依据此原理设计双滚轮-双导轨式渐开线样板磨削装置与测量装置,最后通过对Y7125磨齿机用渐开线凸轮试件的磨削实验,验证该渐开线样板磨削装置与测量装置符合渐开线的成型原理,具备加工和测量高等级渐开线样板的能力.
1 渐开线的加工成型方法
根据渐开线的生成原理可知:直线绕圆做无滑动的纯滚动时,直线上任意一点的运动轨迹就是以该圆为基圆的渐开线.根据此原理衍生出如下几类渐开线的加工成型方法.
(1)电子展成法
数控剃齿刀磨齿机的展成系统及数控成型磨齿机的砂轮修整系统多采用电子展成法生成渐开线.此类设备通过将纯滚动分解成两个成一定比例的转动与平动,并分别通过旋转步进电机和直线步进电机及光栅系统进行驱动与控制.工件的展成精度同时取决于旋转与直线步进电机的驱动精度、两种运动的同步精度,并与电信号的稳定性有关.由于电子展成系统的误差来源较多,以及电信号固有的弱点(漂移、滞后、易受干扰),应用电子展成法加工的渐开线的精度相对较低.一般电子展成法加工齿轮渐开线的精度为ISO 1328-1:1995中的3~2级.根据目前的加工与数控技术水平,电子展成法难以胜任高等级渐开线样板的加工.
(2)机械机构展成法
利用特殊的机械机构可以形成渐开线的展成运动.该类机械式展成机构的突出优点有:①施加一次驱动即可实现渐开线的展成运动;②驱动精度不影响渐开线的展成精度.因此,利用特殊机械机构加工渐开线齿廓一般具有较高的精度.根据机构的类型不同,机械机构展成法大致有3种类型:滚轮-钢带式、滚轮-导轨式和渐开线凸轮-挡板式.
瑞士MAGG 蝶形砂轮磨齿机的展成系统采用的是滚轮-钢带式机械展成机构.该展成机构的工作原理如图1所示.
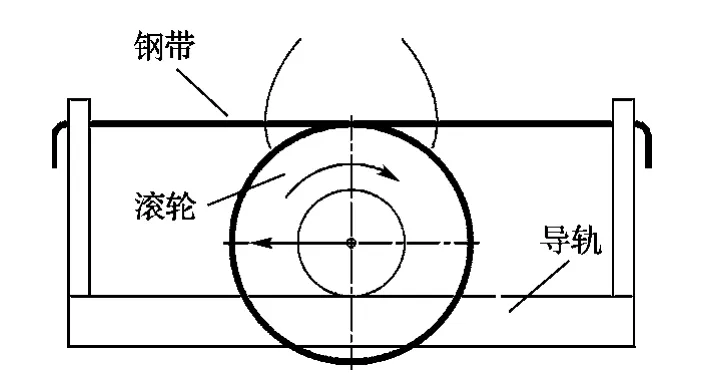
图1 滚轮-钢带式展成机构示意图Fig.1 Sketch map of wheel-steelstrip type of generating mechanism
滚轮-钢带式机械展成机构符合渐开线的生成原理,且渐开线一次成型,因此具有较高的展成精度.该展成系统的主要误差来自于滚轮的圆度、钢带的制造精度(主要是钢带的厚度均匀性)及展成系统的刚度.根据目前的制造水平,滚轮圆度可达0.2~0.5μm,因此高精度滚轮的圆度误差对渐开线展成系统的精度影响较小.然而由于钢带是柔性体,该机构类型展成系统的刚度较低,且钢带厚度精度不易保证,因此,滚轮-钢带式渐开线展成系统的展成精度难以再提高.
滚轮-导轨式机械展成系统广泛应用于高精度渐开线样板或标准齿轮的测试系统中.德国国家物理实验室(PTB)、日本国家计量院(NMIJ)和大连理工大学高精度齿轮研究室(HGR)均采用此原理生成基准级渐开线来测量渐开线样板或标准齿轮的齿廓精度[10-13].滚轮-导轨式展成系统不但增加了展成系统的刚度,而且双滚轮误差的均化效应又进一步提高了展成系统的精度.另外,滚轮-导轨式机械展成系统具有渐开线一次成型、展成系统结构简单、展成误差来源少及测点或加工点布置在导轨平面上不会产生阿贝误差等优点,因此,滚轮-导轨式机械展成系统符合渐开线的成型原理,满足加工高等级渐开线样板的要求.
国产大平面砂轮磨齿机(如Y7125、Y7431)的展成系统采用渐开线凸轮-挡板式展成机构,其工作原理如图2所示.
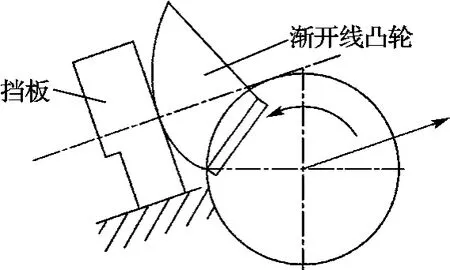
图2 凸轮-挡板式展成机构示意图Fig.2 Sketch map of cam-baffle type of generating mechanism
该类展成系统展成精度主要来自于靠模——渐开线凸轮的面形精度和安装精度[14].展成系统的结构简单,刚度较高,误差来源较少.虽然渐开线凸轮-挡板式磨齿机加工出的渐开线属于二次成型,但是可利用滚轮-导轨展成机构等一次成型装置加工出高精度的渐开线凸轮.与滚轮-钢带式的展成系统相比,渐开线凸轮-挡板式展成系统中没有柔性体,因此该装置结构刚度较高,渐开线的加工精度也较高.国内基准标准齿轮和高精度插齿刀与剃齿刀的渐开线成型大都采用该方法.母机量级的Y7125磨齿机也被证实能够加工ISO 1级精度的基准标准齿轮[15-17].
(3)成型法
成型砂轮磨齿机加工系统中没有展成运动,齿轮渐开线的加工精度与砂轮外形渐开线的修整精度以及砂轮的品质(砂粒种类、粒度,砂轮的硬度,结合剂等)有关.成型砂轮渐开线形状的修整一般采用电子展成法,修整精度较低.另外,由于被加工的渐开线属于二次成型,应用成型法加工齿轮渐开线的精度也较低.近几年来,随着砂轮修整技术的突破,成型砂轮磨齿机磨削渐开线的精度有了一定的提高.据报道,数控成型法磨齿机的磨齿精度不超过2级[18].
渐开线的生成方法比较如表1所示.
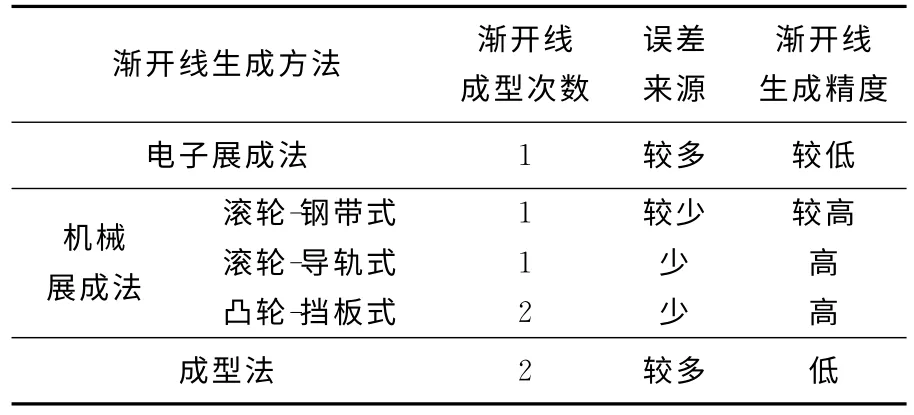
表1 渐开线生成方法Tab.1 The generating method of the involute
综上所述,滚轮-导轨式机械展成法符合渐开线的成型原理,且具有渐开线一次成型、驱动精度不影响渐开线的展成精度、误差来源少及无加工阿贝误差等优点,因此生成渐开线的精度较高.本文将选择滚轮-导轨式机械展成机构来研究高等级渐开线样板的超精密磨削技术.
2 渐开线样板磨削与测量装置
依据渐开线的生成原理,设计双滚轮-双导轨式渐开线样板磨削与测量装置,其工作示意图如图3所示.
靠板安装在水平放置的导轨上,并且保持其工作面与导轨面垂直,它的作用是保证两滚轮运动初始位置的一致性.滚轮在导轨上做无滑动的纯滚动时,处于导轨面上任意一点的运动轨迹就是以滚圆为基圆的渐开线.由渐开线的生成原理可知,待加工渐开线始终与导轨面垂直,并且与导轨面的交点P点的位置始终保持不变.利用此原理,只要在P点处布置一个测力方向平行于导轨面的位移测头即可对渐开线的齿廓精度进行测试.同理,只要在P点处布置一个砂轮即可对渐开线进行磨削加工.
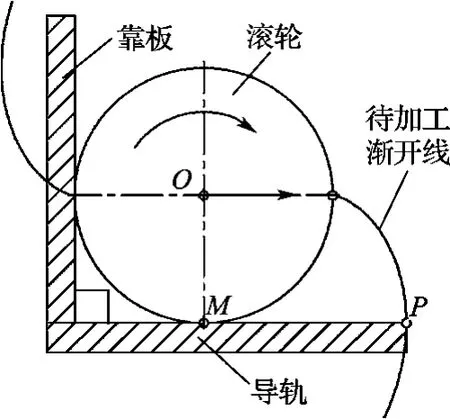
图3 滚轮-导轨式展成机构示意图Fig.3 Sketch map of wheel-rail type of generating mechanism
滚轮的驱动精度只影响渐开线的展成速度而不影响渐开线的展成精度,因此可以采用对滚轮几何中心O点施加位移驱动来实现滚轮组件在导轨面上的纯滚动.为了防止滚轮组件与导轨之间产生打滑现象,两导轨除了要求具有高的平面度外,还要求具有一定的粗糙度及洁净度.滚轮与导轨之间的打滑现象可以避免,但是弹性蠕滑现象不可避免.文献[19]分析了双滚轮展成系统中滚轮的弹性蠕滑问题,推导出滚轮的弹性蠕滑量处于纳米量级,因此可以忽略该装置弹性蠕滑问题对渐开线样板加工与测试精度的影响.
渐开线样板具有一定的宽度,因此渐开线样板磨削装置中砂轮与渐开线样板的接触线应为一垂直于导轨面的直线.这样,砂轮的布置方式有两种:一种使用圆盘砂轮的外圆磨削渐开线,如图4所示;一种使用碗型砂轮的端面磨削渐开线,如图5所示.
前者由于切向磨削力与渐开线在磨削点处的运动方向平行,势必会影响滚轮组件运动的平稳性.另外,砂轮径向振动不但直接影响渐开线的齿廓加工精度,还会改变砂轮与渐开面的接触线的位置,以致产生变态渐开线,进一步影响渐开线的加工精度.后者只要保证砂轮端面的修整方向垂直于导轨面即能保证砂轮端面与渐开线的交线在导轨面上,并且砂轮的径向跳动不会改变砂轮与渐开面的接触线位置.因此,高等级渐开线样板的超精密加工应选用碗型砂轮端面加工.渐开线样板磨削装置实物图如图6(a)所示,渐开线样板测量装置实物图如图6(b)所示.
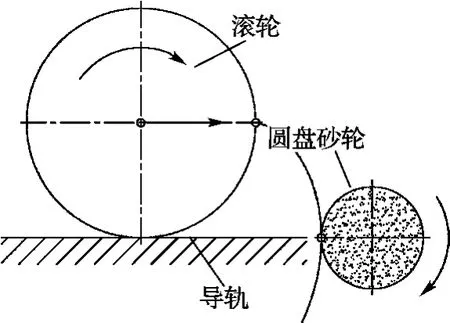
图4 使用圆盘砂轮磨削渐开线Fig.4 Grinding involute with disc wheel
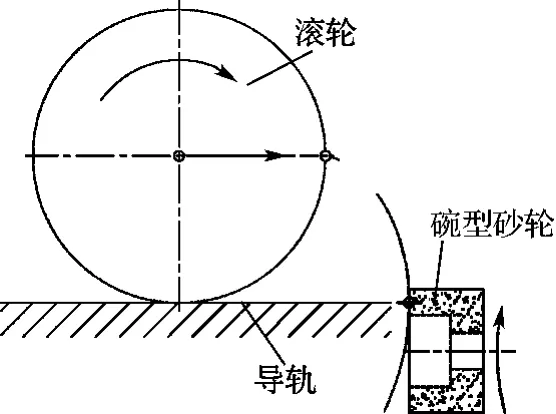
图5 使用碗型砂轮磨削渐开线Fig.5 Grinding involute with bowl-shaped wheel
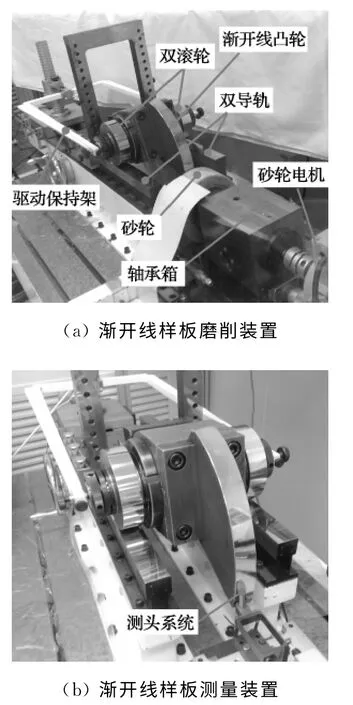
图6 渐开线样板磨削与测量装置Fig.6 Grinding and measurement device of the involute artifact
3 磨削实验
根据基准标准齿轮的加工任务,选择基圆直径djcam=113mm 的双滚轮和Y7125磨齿机用加长式渐开线凸轮试件进行磨削实验.实验前测得两滚轮的圆度误差和双导轨的平面度误差均不超过0.5μm.砂轮轴设计了差动微进给机构,可实现0.2μm 的微量进给.半精磨时进给量选择1 μm,精磨时进给量选择0.2~0.5μm.精磨完成后,还需进行一定时间光整加工以提高加工表面的光洁度.光整加工完毕后,将滚动组件一起移至渐开线样板测量装置上,室温(20±1)℃静置24h后对试件进行精度测试.新设计的渐开线凸轮展成长度较长,因此评价区间选择为[15 mm,120mm].对精磨后的渐开线凸轮试件左、中、右3个等距截面的渐开线进行精度测试,结果如图7和表2所示.
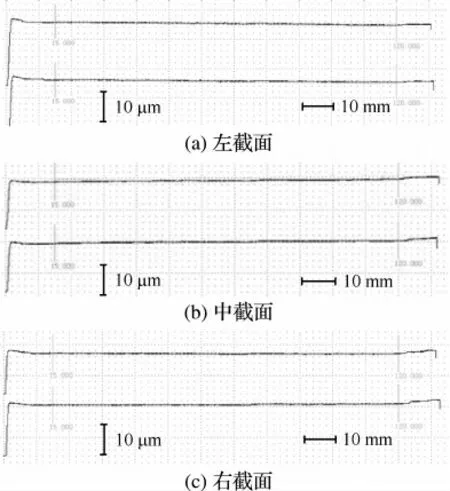
图7 渐开线凸轮齿廓偏差测试结果Fig.7 Results of profile deviations of the involute cam
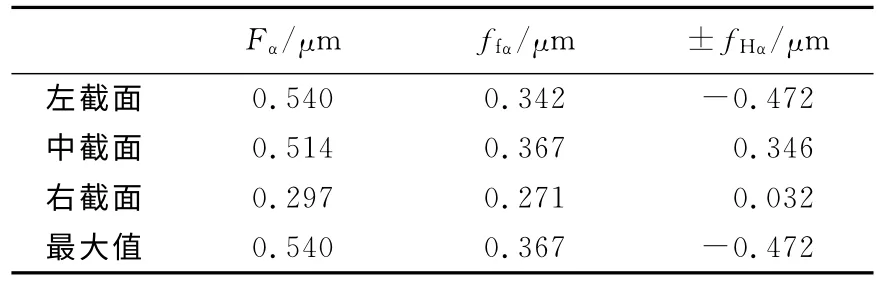
表2 渐开线凸轮齿廓偏差数值结果Tab.2 Numerical results of profile deviations of the involute cam
由测试结果可知:被磨渐开线凸轮试件在105mm 的展成长度内渐开线的齿廓总偏差不超过0.6μm,齿廓形状偏差不超过0.4μm.渐开线凸轮试件的加工精度优于我国齿轮渐开线样板标准GB/T 6467—2010中的一等精度,达到国外高等级渐开线样板的制造水平.可见,双滚轮-双导轨式渐开线样板磨削装置符合渐开线的加工成型原理,具有亚微米级渐开线齿廓加工精度.
4 结论
(1)滚轮-导轨式,尤其是双滚轮-双导轨式机械展成机构符合渐开线的加工成型原理,并且具有渐开线一次成型、驱动精度不影响渐开线的展成精度、误差来源少等特点,因此生成的渐开线精度较高.
(2)根据渐开线的成型原理,设计了双滚轮-双导轨式渐开线样板的测量与磨削装置,并对一渐开线凸轮试件进行了精密磨削实验.被磨渐开线凸轮试件在105mm 的展成长度内齿廓总偏差不超过0.6μm,齿廓形状偏差不超过0.4μm.
(3)双滚轮-双导轨式渐开线样板磨削装置具有亚微米级渐开线齿廓加工精度,可用于制造高等级渐开线样板.
[1]中华人民共和国质量监督检验检疫总局.GB/T 6467—2010 齿轮渐开线样板[S].北京:中国标准出版社,2010.General Administration of Quality Supervision,Inspection.GB/T 6467-2010 The Involute Artifact[S].Beijing:Standards Press of China,2010.(in Chinese)
[2]ISO.ISO 1328-1:1995 Cylindrical Gears-ISO System of Accuracy-Part 1:Definitions and Allowable Values of Deviations Relevant to Corresponding Flanks of Gear Teeth[S].Geneva:Central Secretariat,1995.
[3]Frazer R C,Bicker R,Cox B,etal.An international comparison of involute gear profile and helix measurement[J].Metrologia,2004,41:12-16.
[4]Takatsuji T,Kondo K,Kubo A.Performance assessment of involute gear measurement by CMM using a double-ball artifact[C]//Proceedings of SPIE-The International Society for Optical Engineering.Bellingham:SPIE,2005:587-595.
[5]Kubo A,Kondo K,Takatsuji T.Calibration system of involute tooth form checker using ball artifact[J].VDI-Berichte,2005(1904):505-521.
[6]Knodo K,Sasajima K,Noguchi S,etal.Tooth form evaluation using ball artifact development of a measuring instrument of a ball center distance traceable to national standard of length [J].Key Engineering Materials,2008,381-382:595-598.
[7]Komori M,Takeoka F,Konda K,etal.Design method of double ball artifact for use in evaluating the accuracy of a gear-measuring instrument[J].Journal of Mechanical Design,2010,132(7):1-10.
[8]石照耀,张 健,陈洪芳.双球渐开线样板的理论分析和应用[J].光学精密工程,2011,19(12):2963-2969.SHI Zhao-yao,ZHANG Jian,CHEN Hong-fang.Theoretical analysis of double-ball artifact and its applications[J].Optics and Precision Engineering,2011,19(12):2963-2969.(in Chinese)
[9]佟晓东,王立鼎,王 岩,等.渐开线实体基准的研制[J].计量技术,1998(5):33-36.TONG Xiao-dong,WANG Li-ding,WANG Yan,etal.Development of involute entity reference[J].Measurement Technique,1998(5):33-36.(in Chinese)
[10]Beyer W,Pahl W.Advanced strategies for the traceable calibration of cylindrical gears and Bebel gears at PTB[J].VDI-Berichte,1996(1230):937-945.
[11]Takeoka F,Komori M,Kubo A.etal.Highprecision measurement of an involute artifact by a rolling method and comparison between measuring instruments [J].Measurement Science and Technology,2009,20:045105.
[12]Takeoka F,Komori M,Kubo A,etal.Design of laser interferometric measuring device of involute profile[J].Journal of Mechanical Design,2008,130:052602.
[13]王立鼎,娄志峰,王晓东,等.超精密渐开线齿形的测量方法[J].光学精密工程,2006,14(6):980-985.WANG Li-ding,LOU Zhi-feng,WANG Xiaodong,etal.Measuring methods of ultraprecision involute tooth profile [J].Optics and Precision Engineering,2006,14(6):980-985.(in Chinese)
[14]WANG Li-ding,LING Si-ying,MA Yong,etal.Effects of comprehensive eccentricity of involute cam on gear profile deviations[J].Chinese Journal of Mechanical Engineering,2011,24(3):392-398.
[15]王立鼎,凌四营,马 勇,等.精密、超精密齿轮的加工方法[J].光学精密工程,2009,17(2):321-325.WANG Li-ding,LING Si-ying,MA Yong,etal.Processing methods of precision and ultra-precision cylindrical involute gear[J].Optics and Precision Engineering,2009,17(2):321-325.(in Chinese)
[16]凌四营,王立鼎,李克洪,等.基于1级精度标准齿轮的超精密磨齿工艺[J].光学精密工程,2011,19(7):1596-1604.LING Si-ying,WANG Li-ding,LI Ke-hong,etal.Improving gear helix accuracy by controlling coneshaped error of flat-faced wheel′s grinding face[J].Optics and Precision Engineering,2011,19(7):1596-1604.(in Chinese)
[17]凌四营,王立鼎,马 勇,等.大平面砂轮的磨齿特点与磨损规律[J].大连理工大学学报,2011,51(6):803-808.LING Si-ying,WANG Li-ding,MA Yong,etal.Gear-grinding characteristics and wear rule of large plane grinding wheel [J].Journal of Dalian University of Technology,2011,51(6):803-808.(in Chinese)
[18]Steve B,张华坚.顶级精度的齿轮磨削机床——GTG2齿轮磨削中心[J].航空制造技术,2006(2):106-107.Steve B,ZHANG Hua-jian.Top level precision gear grinder — GTG2 gear grinding center [J].Aeronautical Manufacturing Technology,2006(2):106-107.(in Chinese)
[19]张俊杰,马 勇.双盘式渐开线仪中的轮轨弹性蠕滑问题[J].机械传动,2007,31(5):6-8.ZHANG Jun-jie,MA Yong.Elastical creepages between wheel and rail in double-disk involute measuring apparatus [J].Journal of Mechanical Transmission,2007,31(5):6-8.(in Chinese)
