基于最优工艺跟踪的EPS板材机控制系统研发
2013-10-24章浙根袁建华方志勇
章浙根,袁建华,方志勇
(1.浙江科技学院 自动化与电气工程学院,杭州 310023;2.杭州方圆塑机股份有限公司,浙江 富阳 311404)
基于最优工艺跟踪的EPS板材机控制系统研发
章浙根1,袁建华2,方志勇2
(1.浙江科技学院 自动化与电气工程学院,杭州 310023;2.杭州方圆塑机股份有限公司,浙江 富阳 311404)
针对可发性聚苯乙烯泡沫塑料(简称EPS)板材机目前存在的效率低和热能浪费问题,研究开发了一套EPS板材机控制系统。通过优化EPS制品发泡成形过程工艺曲线,依据智能控制策略实时调整蒸汽比例阀,控制EPS制品发泡成形过程,使其按照设置的工艺曲线变化,从而缩短了EPS制品的生产周期,达到了提高生产效率和降低能耗的目的。同时,对优化工艺曲线、系统构成、软件结构及系统运行情况作了介绍。
EPS泡沫塑料;EPS板材机;可发性聚苯乙烯;智能控制
可发性聚苯乙烯泡沫塑料(简称EPS) 应用广泛,如可用于建筑领域的屋面隔热、墙体保温、EPS夹芯板、简易板房等[1-3]。EPS板材机是一种生产泡沫板材制品的制造设备,它将EPS颗粒原料经EPS预发机预发泡,再经过干燥、熟化处理后送入设备模腔内,然后通入蒸汽加热并保持模腔蒸汽压力按照工艺要求变化,经过发泡并保温熔结成形,再经排污冷却定形后成为EPS板材制品。目前,EPS板材机通常都采用定时开蒸汽阀进行加热[4-5],采用这种加热方式时,由于担心供热不足而出现欠发泡情况,所以往往过量供热。然而过量供热既浪费蒸汽,又增加了产品冷却时间,加长了产品生产周期。同时,过量供热还会导致板材产品内部发泡破裂,出现黏合力差、抗拉强度差等问题。为了解决上述问题,本研究提出了一种节能、高效的系统设计方案,经实际运行,达到了设计要求,明显提升了生产效率、降低了能耗。
1 EPS板材发泡成形工艺曲线优化设计

图1 优化后的EPS板材发泡成形工艺曲线Fig.1 Optimized technological curve for EPS foam forming
要生产合格的EPS板材制品,发泡成形工艺设计非常关键。笔者参照国外同类先进设备的发泡工艺曲线,结合国产设备的结构和生产实际,优化了EPS板材发泡成形工艺曲线,如图1所示。从图1可以看出,EPS制品发泡成形需要蒸汽预热、蒸汽快速加热、保温和冷却成形4个步骤,这种发泡成形过程可生产出合格的EPS板材[6-8]。本研究设计的系统采用机—电—液—气动一体化结构,供热执行机构采用1只比例调节阀,通过智能控制策略,经过实时计算,与设置的发泡工艺曲线数据对比,实时调整蒸汽比例阀,实现对设置工艺曲线进行跟踪,从而达到提高生产效率和节能的目的。
2 系统构成
高效、节能EPS板材机系统结构如图2所示。整个系统有4路模拟量输入,1路模拟量输出,开关量输入38个, 开关量输出38个,系统由信号输入电路、输出驱动电路、触摸屏和PLC控制器组成。

图2EPS板材机系统结构图
Fig.2System structure of EPS panel machine
人机界面选用西门子触摸屏smart1000ie(型号:6AV66438-0BE11-3AX0),这是一款高分辨率、16∶9宽屏液晶、LED背光、64 K色真彩显示屏,增强的64M DDR内存使得画面的切换速度快,集成的工业以太网接口,与S7-200 smart建立高速无缝的连接,可同时连接3台控制器,集成的串口支持Modbus、RS422/485自适应切换,使面板的通讯更加灵活;组态软件WinCC flexible功能强大、应用灵活,非常适合控制设备或生产线中人机界面的应用。
可编程控制器选用西门子S7-200(型号:6ES7 216-2BD23-0XB8),基本模块24点输入,16点继电器输出,指令速度为0.22 μs,程序存储器24 K,定时器256个,计数器256个;扩展输入/输出模块(型号:6ES7 223-1PL22-0XA8),为16路24 V DC输入/16路继电器输出,扩展输出模块(型号:6ES7 222-1HF22-0XA8)为8路继电器输出。
开关量输入电路由模具位置信号、水位信号、控制命令、系统保护信号组成。模具位置信号输入电路,提供模具的位置、锁模、制品推杆、制品升降板、料仓原料的位置信号。水位信号输入电路实现水箱水位检测。控制命令输入电路接受操作员发出的控制命令,完成系统模具的开闭和系统启停。系统保护信号输入电路,提供升降电机、真空泵、传输电机、吸料电机、水循环泵、液压电机和抽风电机负荷过载信号,提供蒸汽加热和冷却压力突破下限的保护信号,以确保系统安全运行。
模拟信号处理采用西门子EM 235 4路模拟量输入/1路模拟量输出模块(型号:6ES7 235-0KD22-0XA0)。采集数据处理时间2.5 ms,具有12位数字输出。4路模拟信号分别是上模腔蒸汽压力、下模腔蒸汽压力、泡沫发泡压力和蒸汽温度,采集到的数据作为控制的依据;模拟信号输出电路将智能控制策略计算出的控制量实时输出,实现模腔压力对设置的工艺曲线的跟踪。
开关量输出电路由模具、供料和供气、加热、排污和真空系统输出控制组成。模具控制通过气动系统和液压系统完成模具的开启、关闭、模腔大小调节、锁模、脱模、吹气和制品顶出的控制。供料和供气控制实现对模腔定量供料及EPS制品的冷却定形。模腔EPS原料加热通过蒸汽比例阀控制蒸汽供量加热,控制目标是模腔压力跟踪设置的模腔压力工艺曲线,该曲线可根据原材料情况及蒸汽温度压力自行设置。排污控制完成泡沫发泡过程中形成的废料排放。真空控制系统在生产过程中保持真空压力的恒定,加热前必须达到设定的压力,EPS制品冷却定形时,保持要求的真空度。报警功能通过声光报警提示操作和维护人员进行故障处理。

图4 EPS板材机软件框图Fig.4 Software block diagram forEPS panel machine
3 系统框图
高效、节能EPS板材机控制框图如图3所示。从图可见,该系统为双环控制结构,内环实现阀门对控制信号的跟踪,外环实现模腔压力对设置的工艺曲线的跟踪。智能控制策略通过系统控制器实现智能控制。
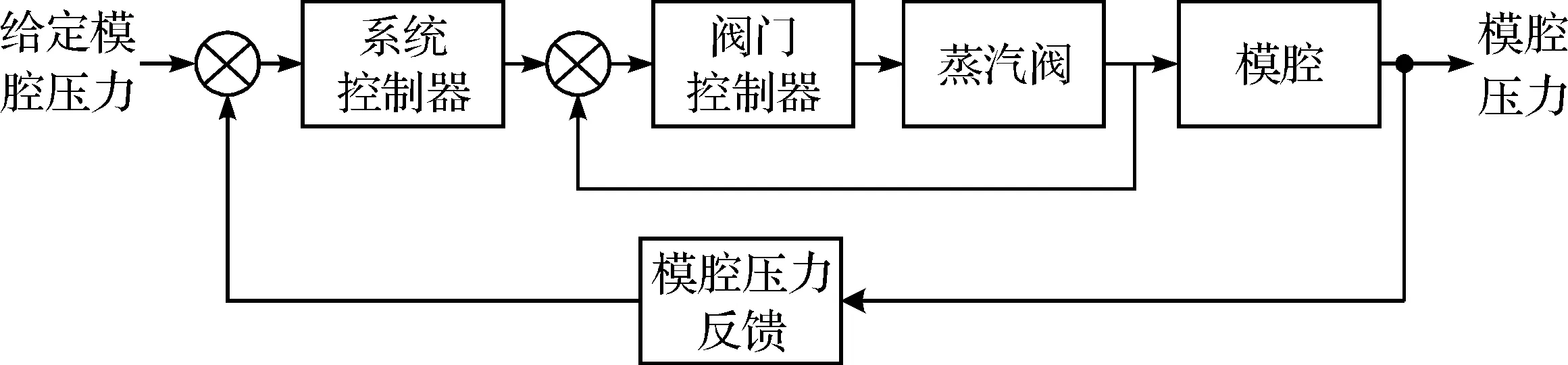
图3 EPS板材机控制框图Fig.3 Control block diagram for EPS panel machine
4 系统软件框图
系统软件框图(图4)是典型的顺序控制框图,其中智能控制模块完成模腔压力、蒸汽温度数据采集与滤波处理,并将实测数据与设置的工艺曲线数据进行实时比对,根据偏差由智能控制策略计算出阀门开度控制量,最后通过蒸汽调节阀控制蒸汽输出,使泡沫发泡过程模腔压力按照设置的工艺曲线变化。
人机界面由系统参数设置、工艺参数设置、手动控制、运行监控和帮助画面5部分组成。系统参数设置可设置阀门开度、泡沫压力、温度、时间等系统参数。工艺参数设置可根据原料情况和EPS制品要求设置产品生产的发泡工艺参数。手动控制可以实现对全部输出量的独立控制和输入量的监测,主要用于系统的维修、调试。运行监控实现对产品生产过程的全程监控。帮助画面用于指导操作和维修人员对系统进行正确操作与维护。
5 系统运行情况
系统投入实际运行,实测得到的模腔压力跟踪工艺曲线如图5~6所示。从图中可以看出,系统模腔压力跟踪随意变量工艺曲线做到了及时跟踪,跟踪恒定量工艺曲线做到了精确跟踪。系统投入生产后进行实测,模腔压力能准确、及时跟踪设定的发泡工艺曲线。模腔供应蒸汽时间由原来的40 s缩短为30 s,降低蒸汽用量25%,缩短冷却时间约8 s,解决了过量供应蒸汽问题,降低了能耗,提高了EPS制品的质量和产量。

图5 随意压力跟踪情况曲线图Fig.5 Non-constant pressure curve tracking result

图6 恒定量跟踪情况曲线图Fig.6 Constant pressure curve tracking result
6 结 语
采用机—电—液—气动一体化单一比例调节阀控制结构,通过智能控制策略,较好地实现了工艺曲线的跟踪。这种系统结构,具有功耗低、产品生产周期短、系统操控性好的特点,生产的EPS板材制品抗拉强度高、含水率低、保温性好,具有较好的应用前景。
[1] 肖石.聚苯乙烯泡沫的优点和应用[J].中国建筑防水,2005(7):42-44.
[2] 徐先华.EPS保温材料的性能及其在工程中的应用[J].浙江建筑,2011,28(12):57-58,62.
[3] 耿彦威,李冲.浅谈EPS制品国家标准中各项技术指标对工程使用性能的影响[J].辽宁建材,2009(10):49.
[4] 吴晓苏,陈苏秧.基于PLC的EPS板材机控制系统设计[J].机电工程,2003,20(3):28-30.
[5] 丁学恭.EPS板材机PLC控制系统设计[J].机电产品开发与创新,2006,19(2):137-138.
[6] 章浙根,袁建华,方志勇.EPS板材机智能控制功能的设计与实现[J].浙江科技学院学报,2011,23(6):460-463.
[7] Liu X J, Bhavnani S H, Overfelt R A. Simulation of EPS foam decomposition in the lost foam casting process [J].Journal of Materials Processing Technology,2007,182(1):333-342.
[8] Liu X J, Bhavnani S H, Overfelt R A.The effects of foam density and metal velocity on the heat and mass transfer in the lost foam casting process∥[C]Proceedings of the ASME Summer Heat Transfer Conference, Las Vegas, Nevada, USA: ASME,2003:317-323.
DevelopmentofcontrolsystemforEPSpanelmachinebasedonoptimumprocesscurvetracking
ZHANG Zhegen1, YUAN Jianhua2, FANG Zhiyong2
(1. School of Automation and Electrical Engineering, Zhejiang University of Science and Technology,Hangzhou 310023, China; 2.Fangyuan Plastics Machinery Co.,Ltd., Fuyang, Zhejiang 311404, China)
To the problems such as poor efficiency and energy wasting in expanded polystyrene formed plastics(EPS) panel machine, a control system with high efficiency and energy saving for EPS panel was developed. The process curve was optimized by adjusting the steam proportional valve with intelligent control strategy,which shortened the production cycle,improved efficiency and reduced energy consumption. The practical operation has achieved good results.The optimized process curve, the system architecture,the software architecture as well as the practical operation result were introduced.
EPS foamed plastics; EPS panel machine; expandable polystyrene; intelligent control
10.3969/j.issn.1671-8798.2013.05.007
2013-09-01
杭州市科学技术委会员科技指导员项目(20122131P15)
章浙根(1955— ),男,浙江省诸暨人,教授,硕士,主要从事控制系统集成研究。
TP273;TQ320.52
A
1671-8798(2013)05-0357-04
