阵列涡流检测特高压输变电塔法兰的应用研究
2013-10-22林俊明李寒林赵晋成
林俊明,李寒林,赵晋成,陈 贝
(1.无损检测技术教育部重点实验室(南昌航空大学),南昌 330063;2.爱德森(厦门)电子有限公司,福建厦门 361008)
0 引言
随着我国电力事业的快速发展,及对能源优化配置的要求,发展特高压、远距离、大容量交直流输电智能电网技术,建设更加坚强的骨干电网网架,已成为未来电网发展的重点,如国家电网公司开工建设的皖电东送淮南至上海特高压交流输电示范工程(以下简称皖电东送工程)。皖电东送工程全长620 km,全线采用同塔双回线路钢管塔,总计2218基,是目前世界上建设的电压等级最高、唯一采用同塔双回方式建设的特高压输电工程。法兰连接是钢管塔主要连接方式之一,皖电东送工程采用高颈锻造法兰(图1),总质量18000 kg。法兰作为主要结构部件,其自身质量和有效的检测方法是生产过程控制的关键。
目前,对法兰表面及近表面进行检测的方法为渗透和磁粉2种[1]。采用磁粉检测方法需要对法兰盘进行磁化,在法兰颈部过渡区域无法实现有效、快速探伤;渗透探伤工序较多,且效率极低。而涡流检测方法无需磁化,设计专用的探头可以实现法兰颈根部的快速探伤。涡流探伤方法在特高压输变电铁塔法兰盘检测中的应用,可以替代部分磁粉和渗透方法,特别是对磁粉方法难以有效检测的法兰颈部等区域,从而提高法兰盘表面及近表面缺陷检测的效率,满足对输电铁塔法兰盘安全的检测需要。
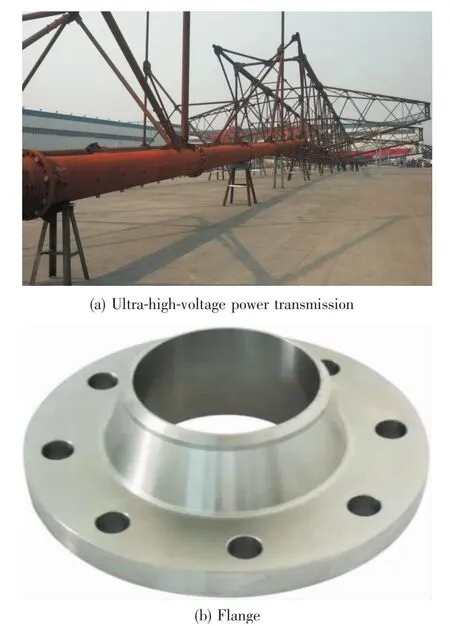
图1 特高压输变电钢管塔与高颈法兰Fig.1 Steel tube tower and flange in ultra-high-voltage power transmission
1 阵列涡流检测设备
1.1 多频阵列涡流仪的原理
涡流检测以电磁感应为基础,基本原理是当载有交变电流的检测线圈靠近导电试件时,由于线圈磁场的作用,试件中会感生出涡流。涡流的大小、相位及流动形式受到试件导电性能等的影响,而涡流的反作用磁场又使检测线圈的阻抗发生变化。因此,通过测定检测线圈阻抗的变化,就可以判断被测试件的导电性差别及有无缺陷[1-2]。
阵列涡流检测方法,由于一次扫描可以检测较大面积,因此具有高的检测效率,现在也成为涡流无损检测的一个研究热点,并取得了成效[3-10]。本试验所用的多频阵列涡流探伤仪有8个或8个以上独立的检测通道,可分别连接8只以上的检测探头,对大工件进行高效率探伤,图2所示为阵列涡流检测仪基本原理框图。探头可同时检测金属工件的纵向裂纹和横向缺陷(如驳口),其选择可根据用户需要而定。
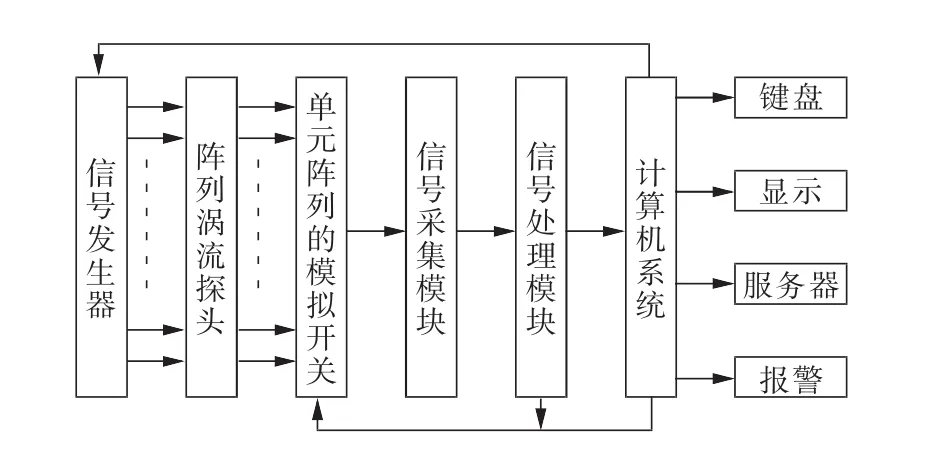
图2 阵列涡流检测仪基本原理框图Fig.2 Block diagram of array eddy current testing instrument
1.2 阵列R角柔性涡流检测探头
目前的涡流检测技术最高灵敏度可检出金属材料表面深10 μm的裂纹,但前提是检测表面应极光滑,且具备高精度的扫查架。由于法兰盘颈根部和螺栓孔的形状复杂,可能存在加工误差、相对粗糙等特点;因此,为了保证检测精度,不能使用普通的阵列涡流探头。
本试验专门针对特高压输变电项目法兰检测而设计了专用的柔性涡流阵列探头,使得探头和检测面耦合良好,实现法兰盘横向、纵向、斜向缺陷的全方位检测,避免表面检测盲区,且探伤灵敏度高。
所设计的R角阵列涡流探头如图3所示,其主要参数见表1。
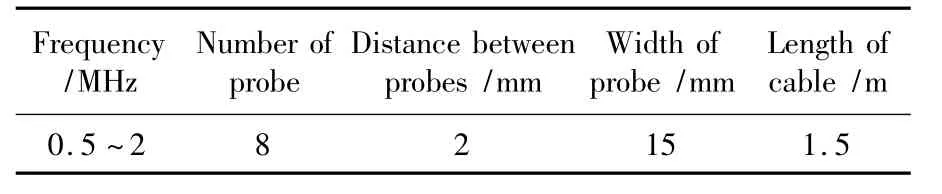
表1 探头参数表Table 1 Parameter list of the probe
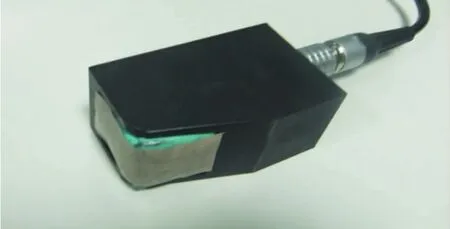
图3 R角阵列涡流探头Fig.3 R-angled flexible array eddy current probe
2 法兰的阵列涡流检测
2.1 检测试验
制定特高压输变电铁塔法兰盘检测完整流程:1)了解被检对象规格,加工型式,材质,表面状态;2)仪器、探头的连接;3)探头校准、灵敏度校准;4)检测数据采集;5)数据质量判定与存储;6)数据分析;7)签发报告。
根据法兰盘的受力情况和法兰盘可能出现的缺陷类型,设计法兰盘的检测试样,在R角部位刻上标准人工缺陷,深度分别为0.2、0.5、1 mm(图4)。
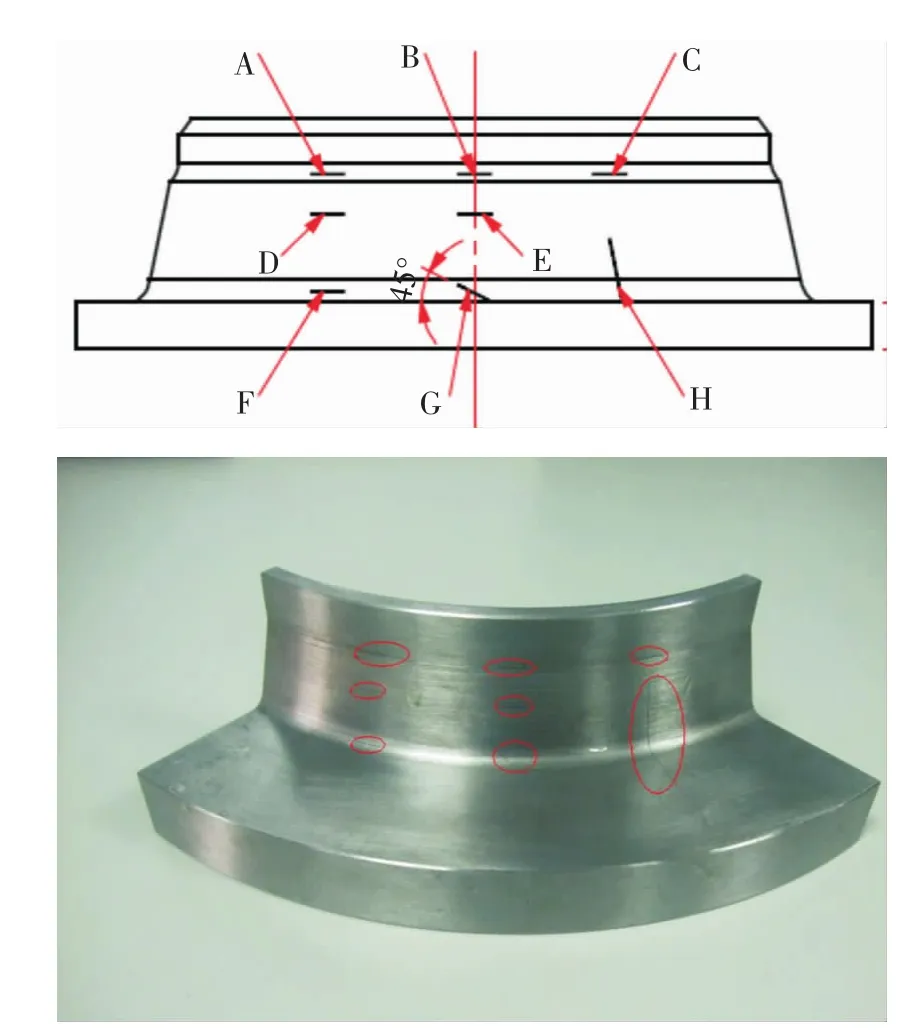
图4 法兰对比人工缺陷试块示意图及实物照片Fig.4 Sketch and photo of the test piece
利用所研制的阵列R角柔性涡流检测探头,对皖电东送工程的10余个法兰样品,在实验室进行了多项测试,并经与其他方法复核后,证明该方法能准确、有效检测出其表面的人工缺陷和自然裂纹。
2.2 现场检测
鉴于本项目特高压输变电法兰盘的表面加工状态,现场检测采用手工探伤。经过现场的反复试验分析,确定阵列涡流的检测标准缺陷为深0.5 mm,长10 mm。灵敏度设定以实物法兰盘0.5 mm深的纵向、斜45°方向、周向的人工刻槽作为报警参照。在检测过程中只要出现超过报警区域的信号(长度10 mm以上的缺陷),均按判废处理。检测采用爱德森公司生产的SMART-5097便携式多频阵列涡流检测仪,主要参数设定为:频率:666.7 kHz;滤波参数:高通 1.0/低通 110.0;增益:交流15/检波后41.5 dB;报警模式:幅相声光报警。
特高压输变电项目主要铁塔供应厂家有盛达铁塔厂、大吉铁塔厂、常熟风尚铁塔厂,主要法兰生产厂家有唐山粤丰机械厂。本研究应用多频阵列涡流仪和阵列R角柔性涡流检测探头对以上厂家安装和出厂的法兰盘进行了多次检测。图5是现场对铁塔法兰盘检测时发现的一些自然裂纹以及对应的阵列涡流检测阻抗平面图。
实际检测后还可以得出:阵列涡流检测仪结合R角阵列探头,可以实现对检测区域的100%覆盖;对表面和近表面裂纹、夹杂和气孔等缺陷具有较高的检测灵敏度。该检测方法不需要技术人员了解和掌握很多的理论和实践经验,方法简单,易操作。特高压输变电工程的相关领导和技术人员在现场试验中也已充分肯定了此种方法的有效性和实用性。
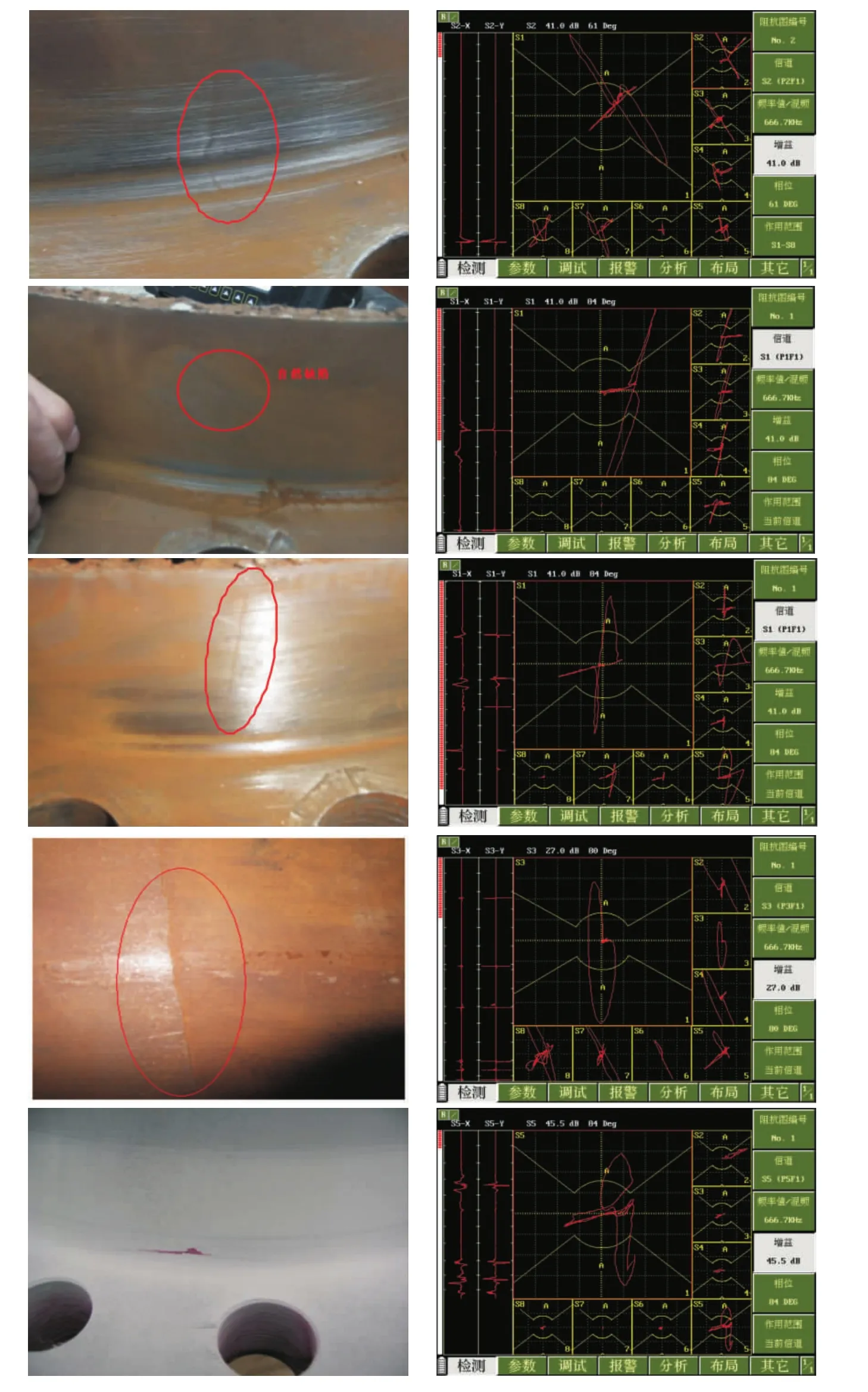
图5 法兰盘自然裂纹与相对应的阵列涡流检测阻抗平面图Fig.5 Cracks on flanges and corresponding testing results
3 结论
1)设计的铁塔法兰盘的检测工艺既可解决法兰盘颈部的表面及近表面缺陷检测的难题,又可提高法兰的检测速度。
2)阵列涡流检测方法为特高压输变电铁塔法兰盘的制造、检修提供了一种新的快速、简单、有效的检测方法。用户可以通过使用阵列涡流检测仪快速完成检测,对怀疑有缺陷的部位通过使用其他无损检测表面的方法来进行复核、判定,以保证检测的准确性。
3)法兰盘的在役检测是关乎其长期使用之安全的必要手段,阵列涡流检测手段具有快速检测的优势,可进行更进一步的研究。
[1]任吉林,林俊明.电磁无损检测[M].北京:科学出版社,2008:218-220.
[2]谢宝忠,陈铁群,林俊明,等.任意激励波形的涡流检测系统设计[J].无损检测,2007,29(4):173-192.
[3]林俊明.电磁无损检测技术的发展与新成果[J].工程与试验,2011,51(1):1 -5.
[4]林俊明,李同滨,林发炳,等.阵列涡流探头在钢管探伤中的实验研究[J].钢管,2001,30(3):39 -40.
[5]林俊明,李同滨,林发炳,等.相控阵涡流传感器的研制及其应用[J].无损检测,2002,24(1):9-11.
[6]赵磊.阵列涡流无损检测技术的研究及进展[J].无损探伤,2009,33(1):19 -21.
[7]何永勃,邵雨果.基于阵列涡流技术的裂纹特征量研究[J].传感器与微系统,2010,29(2):80 -82.
[8]楼敏珠,郭韵.基于涡流阵列传感器的高强度螺枪扫描检测成像系统设计[J].无损检测,2009,31(6):485 -487.
[9]付小强,吴素君,张佳佳,等.涡流阵列无损检测技术在大飞机中的应用[J].民用飞机设计与研究,2009(S1):84-88.
[10]左勇斌,陈振茂.基于多线圈激励的深裂纹涡流定量检测方法[J].无损检测,2009,31(12):925-927.
