铝锂合金交流CMT焊接高频脉冲复合电弧焊接技术研究进展
2013-10-20汪殿龙张志洋梁志敏
汪殿龙,张志洋,王 波,梁志敏,王 军
(河北科技大学材料科学与工程学院,河北省石家庄 050018)
Al-Li合金作为一种新型铝合金轻质材料,由于具有低密度、高强度、高模量以及良好的抗腐蚀性能,逐渐成为兵器工业及航空航天领域最具潜力的新型金属结构材料[1-2]。Al-Li合金可直接作为军用和民用大型航空与航天飞行器结构与功能件(如运载器、发射装置、火箭的液氧贮箱及管道等)、汽车与高速列车箱体以及大型军用舰船等,具有明确的需求牵引和应用前景。实现有效连接是Al-Li合金得到应用与推广的前提[3]。
研究人员尝试不同的焊接方法开展Al-Li合金的焊接性研究,如1420,1460,2090,8090和2195等Al-Li合金可以采用TIG(钨极氩弧焊)、VPPAW(变极性等离子弧焊)、FSW(搅拌摩擦焊)、LBW(激光焊)、EBW(电子束焊)、钎焊和扩散焊等方法进行焊接。尽管在第3代Al-Li合金中降低了Li的含量而增加了Cu的含量,并添加一些新的合金元素(如Ag,Mn,Zn等),在一定程度上改善了其焊接性,但是焊接接头组织性能及气孔、热裂纹敏感性等问题仍然是提高Al-Li合金焊接性的瓶颈。
1 Al-Li合金焊接研究现状
TIG焊接因其低成本、通用性好等优势较早地应用于Al-Li合金的焊接,在TIG焊接工艺下,Al-Li二元合金的热裂纹敏感性随Li含量而变化,并随热输入量增加而增加,热裂倾向在热影响区表现尤为明显[4]。狄欧经过试验发现2091Al-Li合金在TIG焊接时,由于TIG焊接热输入量高,在焊缝区出现了大面积枝状晶结构,强度系数只有64%[5]。
20世纪80年代末,美国NASA马歇尔宇航中心SRIVATSAN采用低频VPPAW替代TIG焊接航天飞行器外储箱[6],焊缝质量有较大提高,但低频VPPAW对Mg,Zn的低熔点共晶物烧损严重,破坏合金强化作用。在VPPAW脉冲的基础上,GOWN,MATUSUDA等通过MIG脉冲电磁搅拌的方法,促进α-Al非均质形核,细化了焊缝宏观组织,但是,VPPAW脉冲为低频(几十赫兹)脉冲,受当时条件的限制并未就高频化脉冲对焊缝组织性能的影响展开研究[7-8]。
近年来,随着搅拌摩擦焊技术的兴起,FSW逐渐应用于Al-Li合金的焊接。CORRAL等对2024和2195Al-Li合金分别进行了搅拌摩擦焊接,发现焊接接头为细小的等轴细晶组织[9]。王大勇、冯吉才等对A1-Li-Cu合金FSW搅拌摩擦焊与TIG焊接接头组织及力学性能分析进行了对比研究,焊接A1-Li-Cu合金,可以获得尺寸约4μm的焊缝等轴晶粒,一定程度上改善了焊接头拉伸强度和延伸率[10-11]。束彪等在研究2195Al-Li合金FSW焊接方法后发现,热输入的增大溶解了接头中大量的沉淀相颗粒,使接头的晶粒组织长大,因而强度降低,塑性下降[12]。由于FSW焊接方法应用在搭接接头时,接头存在夹缝,必然面临焊接接头的腐蚀性问题,另外搭接接头也不利于结构的减重,阻碍了FSW焊接方法在Al-Li合金焊接中的推广应用[13]。
高能束焊接(如LBW,EBW等焊接方法)近年来在Al-Li合金焊接中得到了一定的应用。针对激光焊接Al-Li合金的种种问题,国内外的焊接工作者探索出了一些新的激光焊接方法,如激光-等离子复合电弧焊接、激光-MIG复合电弧焊接等,弥补了采用单一激光焊接热源焊接接头组织性能差的不足。常保华等采用激光-等离子弧复合电弧对1420Al-Li合金进行焊接,等离子弧线能量高、电弧力强的特点增加了熔池流动性,对焊缝表面成形影响较大,但等离子体对激光的吸收、反射作用,降低了激光焊接的稳定性[14]。杨憬等进行了激光-MIG复合电弧Al-Li合金焊接试验,细晶层的晶粒沿基面外延生长,沿熔合线无明显的联生结晶特征,在一定程度上改善了接头软化问题,但出现了焊缝处硬度降低的问题[15]。俞旷等采用EBW焊接方法对2090Al-Li合金展开研究,焊缝金属区组织为等轴晶组织,以α-Al为基体分布着数量较多的δ′,β′,T1,θ′等强化相,抗拉强度变大而气孔数量增加[16]。Al-Li合金的LBW,EBW焊接方法对装配间隙和对位精度有很高的要求,焊接质量不稳定,极易出现焊缝表面粗糙、咬边及凹坑等焊缝成形问题,并且焊接设备昂贵,应用起来受多种条件限制[16-20]。
Al-Li合金焊接接头组织性能受热输入量的影响极大,传统的熔化焊方法很难保证可靠连接的同时精确控制或降低热输入量,造成焊接接头组织性能下降。此外,由于Li的活性以及合金成分的原因使Al-Li合金气孔和裂纹敏感性要比常规的铝合金更为严重,焊接变得更为困难[21-24]。
2 交流CMT焊接技术
CMT焊接是近几年逐渐兴起的一种辅以焊丝机械运动的低热输入量焊接工艺,它是Fronius公司在1997年研究无飞溅过渡、铝与钢异种金属焊接以及薄板焊接技术的基础上,提出的一种新的焊接方法。CMT焊接实现了无电流状态(焊丝回抽)下的熔滴过渡,整个焊接过程就是频繁的“热-冷-热”转换,大幅度降低了热输入量[25]。2002年Fronius公司开发出直流CMT焊接系统并应用于焊接生产系统中[26-28]。2010年底Fronius公司在直流CMT焊接系统的基础上,推出交流CMT(CMT Advanced)焊接系统,不但具备了直流CMT焊接热输入量小、焊接热影响区窄、无飞溅过渡、焊缝均匀一致、焊件装配精度要求低等优点,而且交流CMT焊接通过增加负脉冲,由可调正极性脉冲 (EP-CMT-phase)和可调负极性脉冲(EN-CMT-phase)组成焊接电弧能量源,可以在低热输入量下快速清理铝合金氧化膜。图1为直流CMT/交流CMT焊接、脉冲MIG热输入量对比与正负极脉冲过渡过程。由于交流CMT焊接技术出现的时间较短,利用此手段焊接Al-Li系合金相关文献报道极少。国内已有研究人员利用直流CMT焊接研究铝合金的焊接工艺,通过降低热输入,一定程度上减小了焊接过程中金属化合物的生成,裂纹敏感性减小[29]。
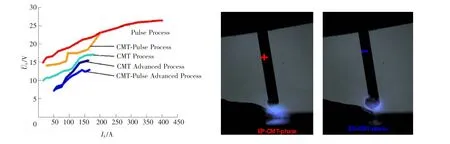
图1 CMT电弧热输入量及其正负极脉冲Fig.1 CMT arc heat input and its negative and positive pulse
但是,实验也发现焊缝区组织会出现粗大等轴树枝晶与细小等轴非枝晶的混合组织,降低了接头强度。在CMT焊接电弧作用下,即使在较低的热输入量条件下焊接熔池连续冷却,晶粒自由长大,无法改变熔池结晶条件控制凝固组织。在充分利用交流CMT焊接优点的基础上,应采取措施对焊缝金属结晶过程进行有效控制,细化晶粒,进一步提高接头组织性能。
3 DC-DC变换高频脉冲电弧
一种可行的途径是采用微细化手段[30],如电流处理、磁场处理或超声振动处理打断长大的枝晶,成为异质形核源增加形核率,细化晶粒提高接头强度。施加脉冲电弧是电流处理的典型方式,有学者在传统变极性电流基础上引入了脉冲电流调制的方式,形成了具有脉冲电流调制特性的复合变极性电流。研究表明,在自由电弧的基础上加入脉冲电弧,当脉冲电流达到较高的频率以后,焊接电弧已经能够产生一种高频效应,增强了焊接电弧的稳定性[31-33]。因此,在焊接过程中引入高频脉冲电弧的复合作用,就有可能对熔池金属的凝固过程产生特殊作用,从而有助于细化焊缝区晶粒和改善焊缝组织性能。但是,目前所研究脉冲电流频率一般均处于低频段,脉冲电流幅值较小(仅为几十安培)且脉冲电流参数难以精确控制和独立调节。
国外著名的焊接设备公司(如加拿大Liburdi公司)也在进行该技术的研究,他们在正极性电流持续期间加入了高频脉冲电流,但其脉冲电流频率最高仅达到10kHz,脉冲电流幅值最大为40A。这是因为在高频脉冲焊接过程中,实现高频化如超音频(≥20kHz)大电流脉冲存在一定的技术难度,尤其在频率增加至千赫兹数量级时,焊接过程中电弧的噪音太大,若想把工作频率增加至超音频段是非常困难的。
3.1 功率变换主电路
目前焊接电源主电路几乎全部采用单端正激(反激)主电路拓扑、半桥或全桥主电路拓扑,即使铝合金焊接使用比较多的VPPAW焊接方法亦是全桥双逆变电路拓扑,受焊接回路寄生参数的影响,这些电路拓扑从结构上就决定了无法实现大功率高频脉冲功率变换。即使能够实现,其电流波形也将发生很大的畸变,并随着频率的提高畸变更加严重,不适合Al-Li合金的焊接。同时,高频脉冲焊接电弧电流上升沿和下降沿的变化速率(di/dt)是非常重要的特征参数之一,脉冲电流的变化速率越快,对焊接熔池搅拌作用就越明显,但是目前常规脉冲焊接电源di/dt≤5A/μs,进一步提高电流变化速率采用上述主电路几乎是不可能的。因此,大功率高频脉冲主电路必须绕开寄生参数的影响,一种可行的方法是在建立稳定恒流源的基础上,通过串联DC-DC变换器如Buck型DC-DC变换器进行斩波调制。DC-DC变换器本身并不参与恒流源的稳流,主功率器件应选用开关频率达到200kHz以上超快速功率开关管。图2为恒流源Buck型DC-DC变换器及近似脉冲输出波形图。
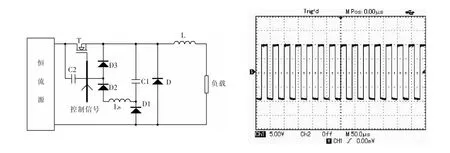
图2 恒流源Buck型DC-DC变换器及近似脉冲输出波形图Fig.2 Constant current source buck converter and its approximate output pulse waveform
3.2 功率变换控制算法
无论是传统的晶闸管焊机还是逆变焊机,电弧电流的控制均是通过输出负反馈PID闭环回路调节,要实现μs级的精确控制和动态响应是非常困难的,主要原因是传统弧焊电源无法同时完成直流恒流阶段闭环控制和脉冲平台阶段恒流闭环控制,控制算法无法达到μs级,高频脉冲电流幅值的高精度控制也不能得到保证,无法实现频率、占空比、峰值、基值独立调节。
3.3 超音频电弧物理特性
超音频电弧物理特性主要是指高频脉冲电流功率传输问题,当输出回路电感太大时,则实现转换速率达到50~100A/μs将变得十分困难,需要采取适当措施来限制焊接回路电感的大小。若能够将焊接回路电感限制在0~10μH的范围内,实现传输是完全可行的。如何能够在增加工件与设备间距离的同时,而又不过大地增大焊接回路电感成为解决实用性问题的关键。
4 交流CMT焊接高频脉冲复合电弧焊接技术
交流CMT焊接电弧是一种低热输入量、弧长可精确控制、带机械回抽的短路过渡电弧,虽然理论上交流CMT焊接电弧能够改善Al-Li合金焊接接头组织性能,但并没有公开发表的研究成果论证其接头的力学性能。高频脉冲电弧脉冲频率超过20kHz,即超音频阶段以上时,弧柱区电磁收缩力较强,电弧气氛被压缩,电弧能量密度和电弧挺度加大。这2种电弧工作机制有本质的不同,电弧气氛差异较大,从而引起电弧物理特性、熔池形貌及结晶状况的变化。
4.1 交流CMT焊接高频脉冲复合电弧耦合机理
复合电弧利用低热输入量的交流CMT焊接电弧破除合金表面氧化膜,利用高频脉冲电弧高频效应及其电弧超声打断长大的枝晶,细化晶粒。复合电弧电流大小等于低频变极性交流CMT焊接电弧电流、间歇极小维弧电流的高频脉冲电流之和。复合电弧的关键是需要分析研究各自的电弧特性如何达到“协同作用”,精确控制复合电弧的能量耦合。2种物理特性不同电弧能量耦合的关键是掌握好高频脉冲电弧叠加的时机,利用交流CMT焊接电弧存在短路过渡电流为零的特点,控制高频脉冲叠加的时机。
由于交流CMT焊接电弧实现了送丝运动与熔滴过渡相结合,会出现电压电流短暂为零的时间段,通过电压电流传感器判断交流CMT焊接电弧是否已完成短路过渡,提取该信息作为叠加高频脉冲电弧的第一触发信号,同时尽量减小高频脉冲群的基值电流(减小热输入量)。检测交流CMT EN-CMT-phase电流相位作为高频脉冲电弧的第二触发信号,进而控制高频脉冲电流在EN-CMT-phase时间段只输出极小的维弧电流,避免交流CMT焊接电弧在负脉冲阶段与高频脉冲电弧形成回路。对这2个触发信号进行逻辑判断,控制复合电弧工作在高频脉冲模式(输出高频脉冲群)和维弧模式(输出极小的维弧电流)。
4.2 Al-Li合金复合电弧焊接接头组织性能优化方法
在复合电弧作用下,例如选用Al-Li系合金中的2195铝合金板材(先选用2mm板厚,然后逐渐增加板材厚度)及其配套焊材进行对接接头焊接实验,通过高速摄像及数据采集系统对复合电弧进行观察和焊接信息提取,分析熔滴过渡形式、熔池流动及焊缝形貌,确定焊接工艺参数。
根据不同焊接工艺参数,调节交流CMT焊接电弧和高频脉冲电流电弧热输入量及其电参数进行焊接,进一步分析复合电弧行为、熔滴过渡形式、熔池流动及焊缝形貌,制取焊缝断面金相试样,分析焊接接头微观组织特征及接头力学性能。
通过对焊缝微观组织特征、金属间化合物的结构特征及分布特点分析,以及焊接接头缺陷生成规律及其力学性能差异,定性地建立Al-Li合金复合电弧焊接头微细观结构和分布与宏观性能的关联,明确焊接工艺参数与Al-Li合金焊缝接头微细观结构和分布与宏观性能之间的变化规律。根据复合电弧气氛下焊接接头组织性能及其变化规律,对Al-Li合金复合电弧焊接接头组织性能进行优化。
5 结 语
为了解决航空航天轻质铝合金中Al-Li合金的焊接问题,提出了一种新的焊接方法即采用交流CMT焊接高频脉冲复合电弧提高Al-Li合金焊接接头组织性能。复合电弧通过交流CMT焊接电弧与高频脉冲电弧的相互作用,克服各自不足,解决焊接接头强度系数低及气孔、热裂纹缺陷等问题,进一步提高Al-Li合金的焊接质量,实现Al-Li合金的高效无缺陷焊接。
[1] 邱惠中.铝锂合金的发展概况及其应用[J].宇航材料工艺,1993(4):38-45.
QIU Huizhong.The development of Al-Li alloy and its application[J].Space Material Technology,1993(4):38-45.
[2] DAVID F,ROBERT N.Alumnium-Lithium cylinders[J].Advanced Materials and Processes,1997,151(5):59-62.
[3] 李亚江.轻金属焊接技术[M].北京:国防工业出版社,2011.
LI Yajiang.Light Metal Welding Technology[M].Beijing:National Defense Industry Press,2011.
[4] 曹云红.Al-Li合金的可焊性[J].宇航材料工艺,1993(4):50-54.CAO Yunhong.Al-Li alloy weldability[J].Space Material Technology,1993(4):50-54.
[5] 狄 欧.铝锂合金的焊接技术研究进展[J].航空制造技术,2006(9):90-93.
DI Ou.Al-Li alloy welding technology research progress[J].Aviation Manufacturing Technology,2006(9):90-93.
[6] SRIVATSAN T S.Welding of lightweight aluminumlithium alloy[J].Welding Research Supplement,1991(7):173-185.
[7] GOWN D,CROSSLEY F A,RUDY Y J,et al.The effect of electromagnetic stirring and mechanical vibration on arc welds[J].Welding Journal,1992,41(6):241-250.
[8] MATUSUDA F,NAKAGAWAH,NAKATA K.Effects of electromagnetic stirring on weld solidification structure of aluminum alloys,Report I:Investigation on GAT weld metal of thin sheet[J].Transaction of the Japan Welding Society,1998,7(1):111-126.
[9] CORRAL J,TRILLO E A,YING L.Corrosion 2024and 2195[J].Journal of Materials of Friction-stir Welded Aluminum Alloys,Science Letters,2000,19:2 117-2 122.
[10] 王大勇,冯吉才,刘会杰.A1-Li-Cu合金搅拌摩擦焊与TIG焊接接头组织及力学性能分析[J].焊接,2004(11):12-14.
WANG Dayong,FENG Jicai,LIU Huijie.Microstructures and mechanical properties of Al-Li-Cu alloy friction STIR weld and TIG weld[J].Welding &Joining,2004(11):12-14.
[11] 冯吉才,王大勇,王攀峰.锥形光头搅拌针搅拌摩擦焊接铝锂合金接头组织及力学性能[J].中国机械工程,2004(10):932-934.
FENG Jicai,WANG Dayong,WANG Panfeng.Microstructures and mechanical properties of Al-Li alloy friction stir welds with a cone-shape and non-whorl pin[J].China Mechanical Engineering,2004(10):932-934.
[12] 束 彪,国旭明,张春旭.2195铝锂合金搅拌摩擦焊接头组织及性能[J].航空材料学报,2010,30(4):12-15.
SHU Biao,GUO Xuming,ZHANG Chunxu.Microstructures and properties of friction-stir welded joint of 2195Al-Li alloy[J].Journal of Aeronautical Materials,2010,30(4):12-15.
[13] TRIOLO A,LIN J S.Early and late stages of demixing of a commercial Al-Li alloy[J].Journal of Material Science,2002,37(6):1 207-1 213.
[14] 常保华,李志宁,都 东,等.铝锂合金激光-等离子弧复合焊焊缝表面成形[J].清华大学学报,2010,50(8):1 178-1 182.
CHANG Baohua,LI Zhining,DU Dong,et al.Weld surface formation in laser-plasma arc hybrid welding of an Al-Li alloy[J].Journal of Tsinghua University,2010,50(8):1 178-1 182.
[15] 杨 憬,李晓延,巩水利,等.铝锂合金 YAG-MIG复合焊焊缝成形特征[J].焊接学报,2010,31(2):83-87.
YANG Jing,LI Xiaoyan,GONG Shuili,et al.Characteristics of aluminium-lithium alloy joint formed by YAG-MIG hybrid welding[J].Transactions of the China Welding Institution,2010,31(2):83-87.
[16] 俞 旷,王少刚,陈 忱.铝锂合金的真空电子束焊接工艺及其接头组织与性能[J].电焊机,2011,41(2):70-75.
YU Kuang,WANG Shaogang,CHEN Chen.Electron beam welding technology and microstructure and mechanical properties of welded joints for 2090Al-Li alloy[J].Electric Welding Machine,2011,41(2):70-75.
[17] MUDDLE B C,NIE J F.Nucleation-mediated structure refinement and alumium alloy design[J].Metarials Science Forum,2006,98(6):519-521.
[18] 李亚江.焊接组织性能与质量控制[M].北京:化学工业出版社,2005.
LI Yajiang.Welding Organization Performance and Quality Control[M].Beijing:Chemical Industry Press,2005.
[19] 潘复生,张丁非.铝合金及应用[M].北京:国防工业出版社,2007.
PAN Fusheng,ZHANG Dingfei.Aluminium Alloy and Application[M].Beijing:National Defense Industry Press,2007.
[20] QIN Guoliang,LEI Zhen,WANG Xuyou,et al.Influences of Nd:YAG laser+pulsed MAG arc hybrid welding parameters on its weld appearance[J].Applied Laser,2006,26(2):97-100.
[21] PAN Zhengrong,ZHENG Ziqiao,LIAO Zhongquan,et al.Effects of indium on precipitation in AL-3.3Cu-0.8Li alloy[J].Acta Metall Sin,2010,23(4):285-292.
[22] PAN Zhengrong,ZHENG Ziqiao,LIAO Zhongquan,eLal.New cubic precipitate in Al-3.5Cu-1.0Li-0.5In(wt.%)alloy[J].Materials Letters,2010,64(8):942-944.
[23] 李小飞.2195铝锂合金焊接热裂纹敏感性和焊接材料的研究[D].北京:北京航空材料研究院,2006.
LI Xiaofei.Research on 2195Al-Li Alloy Welding Hot Crack Sensitivity and Welding Materials[D].Beijing:Beijing Institute of Aviation Materials,2006.
[24] 任家烈,吴爱萍.先进材料的连接[M].北京:机械工业出版社,2000.
REN Jialie,WU Aiping.The Connection of Advanced Materials[M].Beijing:Machinery Industry Press,2000.
[25] 朱宇虹,耿志卿.薄板焊接的极限-CMT冷金属过渡焊接技术[J].电焊机,2011,41(4):69-71.
ZHU Yuhong,GENG Zhiqing.Limitation of sheet metal welding-CMT cool metal transition technique[J].Electric Welding Machine,2011,41(4):69-71.
[26] 刘西洋,孙凤莲,王绪友,等.薄 Nd:YAG激光+CMT复合热源电弧形态和熔池形貌[J].焊接学报,2011,32(3):81-85.
LIU Xiyang,SUN Fenglian,WANG Xuyou,et al.Arc characteristics and welding pool morphology of Nd:YAG laser+CMT arc hybrid welding[J].Transactions of the China Welding Institution,2011,32(3):81-85.
[27] 杨修荣.超薄板的CMT冷金属过渡技术[J].焊接,2005(12):52-54.
YANG Xiurong.CMT technique of the ultra thin sheets[J].Welding &Joining,2005(12):52-54.
[28] LIN Sanbao,FAN Chenglei,SONG Jianling,et al.Research on CMT welding of nickel-based alloy with stainless steel[J].China Welding,2007,16(3):23-26.
[29] 李广乐.镁铝异种金属CMT焊接试验研究[D].长沙:中南大学,2010.
LI Guangle.Study on CMT Technique to Dissimilar Metal Between Magnesium Alloy and Aluminum Alloy[D].Changsha:Central South University,2010.
[30] 孙清洁.超声-TIG电弧复合焊接方法及电弧行为研究[D].哈尔滨:哈尔滨工业大学,2010.
SUN Qingjie.Research on Ultrasonic-arc Behaviors and Ultrasonic Assisted Tig Welding Method[D].Harbin:Harbin Institute of Technology,2010.
[31] SCBUBERT E,KLASSEN M Z,et al.Light-weight structures producd by laser beam joining for future applications in automobile and aerospace industry[J].Tournal of Materials Processing Technology,2001,115(1):2-8.
[32] CHATURVEDI M C,CHEN D L.Infuence of weld simulation on the microstructure and fatigue strength of 2195aluminum-lithium alloy[J].Mater Sci Forum,2000,331/337:1 769-1 774.
[33] 丁雨田,徐宏玉,王纯宏,等.方波脉冲电流对 A1-Cu合金凝固组织的影响[J].特种铸造及有色金属,2007,27(5):335-338.
DING Yutian,XU Hongyu,WANG Chunhong,et al.Effects of rectangle wave pulse current on solidification structure of Al-Cu alloy[J].Special Casting &Nonferrous Alloys,2007,27(5):335-338.
[34] 邱 灵,范成磊,林三宝,等.高频变极性焊接电源及电弧压力分析[J].焊接学报,2007,28(11):81-85.
QIU Ling,FAN Chenglei,LIN Sanbao,et al.High frequency pulse modulated variable polarity welding power and its arc pressure[J].Transaction of the China Welding Institution,2007,28(11):81-85.
[35] 从保强,齐铂金,杨明轩,等.VP-GTAW 电弧力及焊接质量分析[J].焊接学报,2013,34(1):21-24.
CONG Baoqiang,QI Bojin,YANG Mingxuan,et al.Analysis of arc pressure and its weld quality in hybrid ultra-high frequency pulse VP-GTAW process[J].Transaction of the China Welding Institution,2013,34(1):21-24.
