弹簧夹头新结构
2013-10-14王志龙
王志龙
(南京第一机床厂迈新特公司,江苏南京 211100)
0 引言
随着市场经济不断深入的发展,客户对产品的要求越来越高。机床主机生产厂从自身市场发展的需要和行业协会的要求,对客户实行“交钥匙工程”。近年来,又为客户提供整套的技术解决方案,当好客户的工艺师。以前是卖产品,现在是卖技术、卖服务以带动机床的销售。用户提出降低机床在使用过程中的营运成本,适当地扩大加工范围。为满足用户的需求,设计了弹簧夹头新结构。将轴向定位和压爪功能从弹簧夹头中分离出来,采用轴向定位板和镶片压爪。当加工零件满足不了精度要求时,无需更换弹簧夹头,只需更换定位板和镶片压爪,为用户降低了营运成本。目前已在60多台专机上使用,得到了用户的好评。
1 结构与工件原理
1.1 结构
如图1(a)中所示,外套1中装有锥套7,其中装有弹簧夹头2,再装入卸料套5,压簧6套在卸料套5的小外圆上,销轴4装入卸料套5的腰圆槽内,固定在锥套7上。定位板8装在弹簧夹头2的前端,与锥套7固定。如图1(b)中所示,镶片9装在弹簧夹头2的端面,由定位槽定位,螺钉压紧。弹簧夹头2的右端面孔与拉套13小外圆无配合脱空,拉套13小外圆的长度尺寸大于弹簧夹头2的右端面至内凸台面的长度尺寸,垫片12和内六角螺栓11拧紧在内凸台面上,且控制一定的间隙,消除过定位地影响,自由定心,从而实现浮动联接;拉套13内孔与拉杆14外圆配合用锥销联接,传递轴向拉力和推力,实现弹簧夹头地夹紧和松开。外套1的右端面和孔与主轴外圆和端面配合定位,螺纹拼紧。
1.2 工作原理
被加工零件10由机械手送入弹簧夹头2上的镶片9内,被加工零件10的端面贴牢定位板8(轴向定位),拉杆14和拉套13通过垫片12拉动弹簧夹头2后移,夹紧被加工零件10的外圆,同时卸料套5向内压缩,卸料套5由于压簧6的作用,紧贴在被加工零件10的定位面上。
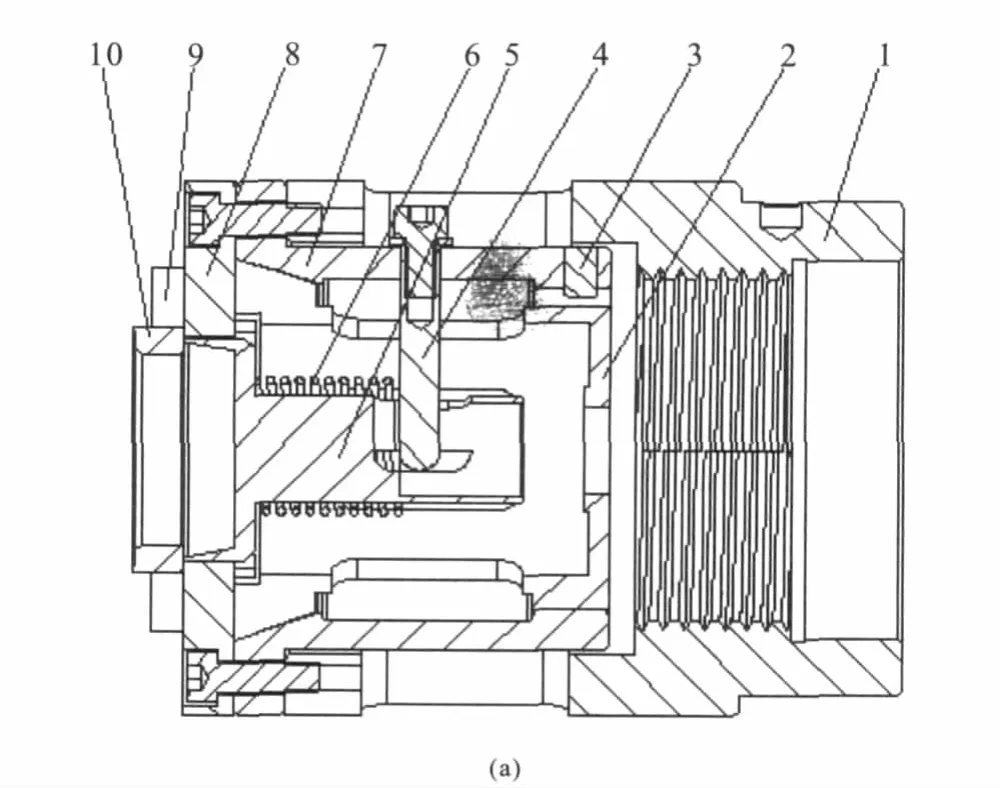
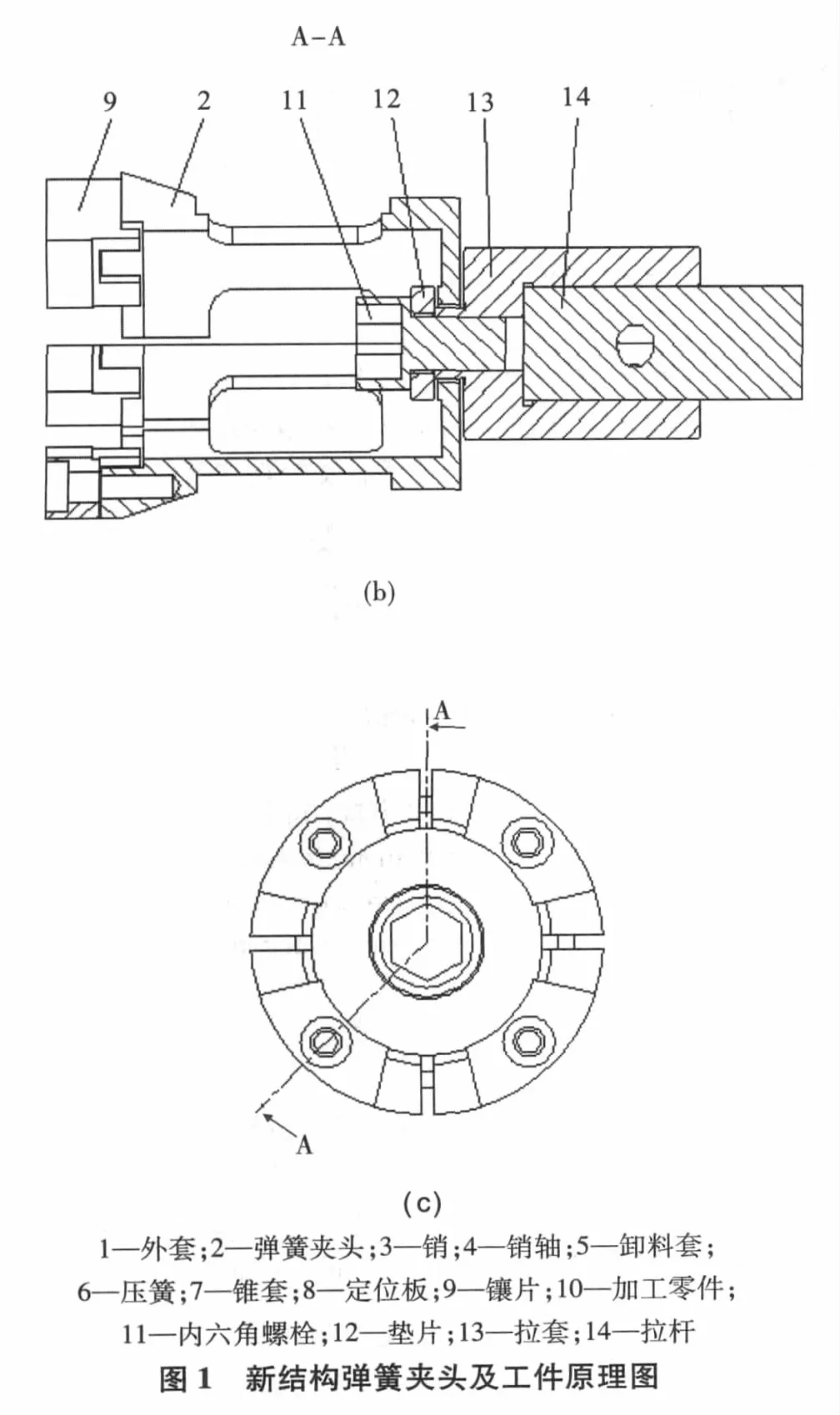
加工完后,弹簧夹头2在拉杆14和拉套13的作用下前移,弹簧夹头2张开,卸料套5、在压簧6的作用下外移,将被加工零件10推出,由接料斗接至零件盒内。
1.3 弹簧夹头工作性能试验
在夹持d56 mm外圆状况下,经检测外圆跳动在0.02 mm以内,端面跳动在0.01 mm以内,达到和超过了另件加工精度的要求。
2 经济性
a)自从用户提供该装备以来,根据不同用户的产品要求,新结构弹簧夹头在我厂生产的数控全自动专机上,已使用60多台,得到用户的一致好评。
b)用原结构更换弹簧夹头,售价680元/件。采用弹簧夹头新结构,只需更换定位板和镶片,定位板售价110元/件,镶片售价220元/件。节约680-(110+220)=350元,为用户降低营运成本51%,效益显著。
c)新结构弹簧夹头精度的提高,也降低了用户产品的不合格率。
d)采用弹簧夹头新结构,工艺性好,降低了加工难度和制造成本,提高了生产效率。由此可见,带来的经济效益是多方面的,经济性是显而易见的。
3 结语
本弹簧夹头新结构的典型加工零件,是发动机进、排气门座圈,坯料的装夹基准也要达到技术要求。新结构弹簧夹头适用半精加工和精加工。市场是最好的检验,满足用户需求是每个企业和技术人员追求的目标,同时也给自身带来收益。
[1]普罗尼柯夫,达里斯基,黄逸云.弹簧夹头夹紧机构的工作能力[J].机床与工具,1958,(4).
[2]虞和济.关于弹簧夹头轴向拉力计算公式的探讨[J].制造技术与机床,1979,(2).
[3]金属切削机床夹具设计手册编组.金属切削机床夹具设计手册[M].2版.北京:机械工业出版社,
[4]曾正明.机械工程材料手册[M].6版.北京:机械工业出版社,2009.201-204.
[5]任嘉卉.公差与配合手册[M].北京:机械工业出版社,2000.
