全自动鞋底磨边机研制
2013-10-14李恒沈辉吕明明陈徐兵严伟明蒋波
李恒,沈辉,吕明明,陈徐兵,严伟明,蒋波
(1.扬州大学机械工程学院,江苏扬州225127;2.华中科技大学国家数控系统工程技术研究中心扬州研发中心,江苏扬州 225127)
0 引言
制鞋业是我国重要的制造及出口行业,在我国国民经济生产中占有重要的地位。目前,我国的制鞋企业普遍存在着制鞋设备自动化水平低、产品科技含量不高、工艺水平低、产品品质参差不齐等问题[12]。鞋底磨边作为制鞋工艺中的重要一步,对制鞋的品质有着较大的影响,目前国内制鞋企业大都在使用效率低的手工鞋底磨边机,鞋底磨边品质受人的影响因素很大,难以保障产品品质,一定程度上阻碍了我国制鞋业的发展。如何提高鞋底磨边的品质和提高企业的经济效益是制鞋业亟待解决的问题。
根据企业需求,研制出专门用于鞋底磨边的数控机床,用全自动鞋底磨边机取代手工鞋底磨边机,具有较大的意义。这将对提高制鞋的效率和品质,改变现在制鞋企业人员不足的情况,生产出高品质的鞋类产品,推动我国制鞋业的发展,起到巨大的作用。
1 鞋底磨边机总体布局设计
开发鞋底磨边机的目的是用数控技术取代存在于制鞋企业中的手工对鞋底磨边的状况,提高企业效率。开发出的鞋底磨边机的主要功能是实现对鞋底贴边和贴跟中存在的参差不齐部分进行少量的切削,然后对鞋底边进行粗磨和精磨加工,实现鞋底边曲线的光滑处理。
根据要实现的功能和鞋底加工的特点,在对鞋底磨边机进行分析中,可以看出该机床具有铣床和磨床的功能,由于鞋底为不规则曲线,材料为橡胶、塑料等,形状较小,质量轻,机床的切削力小,加工精度要求不太高,但要求机床质量比较轻,成本低,因此在这里采用平行立式结构,主要由x,c,t三个轴组成,具体设计为:
1)由于机床比较轻,且要求便于移动,在加工过程中切削力比较小,因此整个机床采用矩形槽钢焊接而成。机床主轴与工作台竖直方向平行放置。
2)机床主轴t轴与换刀装置装配在一起,通过齿轮带动刀架的转动,而主轴通过皮带与刀架上的刀具轴连接,带动三把刀同时转动,实现对鞋底的加工。
3)进给轴x轴实现水平方向的进给运动,加紧旋转轴c轴实现鞋底的旋转运动。机床通过数控系统控制x轴和c轴的联动,来进行鞋底的磨边。进给运动通过滚珠丝杠和滚动导轨来实现,旋转运动则通过蜗轮蜗杆结构带动上下鞋模来实现。
4)鞋底夹紧装置通过气缸来实现对鞋底的固定。
5)机床电器控制柜放置机床(正对机床)右面。
6)控制器安装在由一连杆引出的控制器架上,放在鞋底磨边机右前面,便于操作时对鞋底磨边机情况的观察。
2 鞋底磨边机加工工艺过程
对于鞋底这种不规则物体的加工,加工工艺流程对鞋底的加工精度和鞋边的品质具有较大影响。鞋底磨鞋机中采用了进给轴x轴和旋转轴c轴两轴联动,刀具轴t固定不动的加工方式,实现对鞋底边的加工。在加工中进给轴x轴的运动包括进给运动和往复跟随运动。具体的工艺流程为:c轴通过旋转实现鞋底的对刀,以鞋底的最后端为加工的起点,x轴快速进给直到鞋底最后端距刀具0.5 mm为止,此时,x轴和c轴开始进行联动加工,当切削完后,x轴后退到一定的安全距离,换刀后重复上面的动作进行粗磨,然后进行精磨。
3 鞋底磨边机结构设计
鞋底磨边机的机械机构主要由主轴机构、进给系统、夹紧旋转转置及其附属装置组成,其整体结构如图1所示。
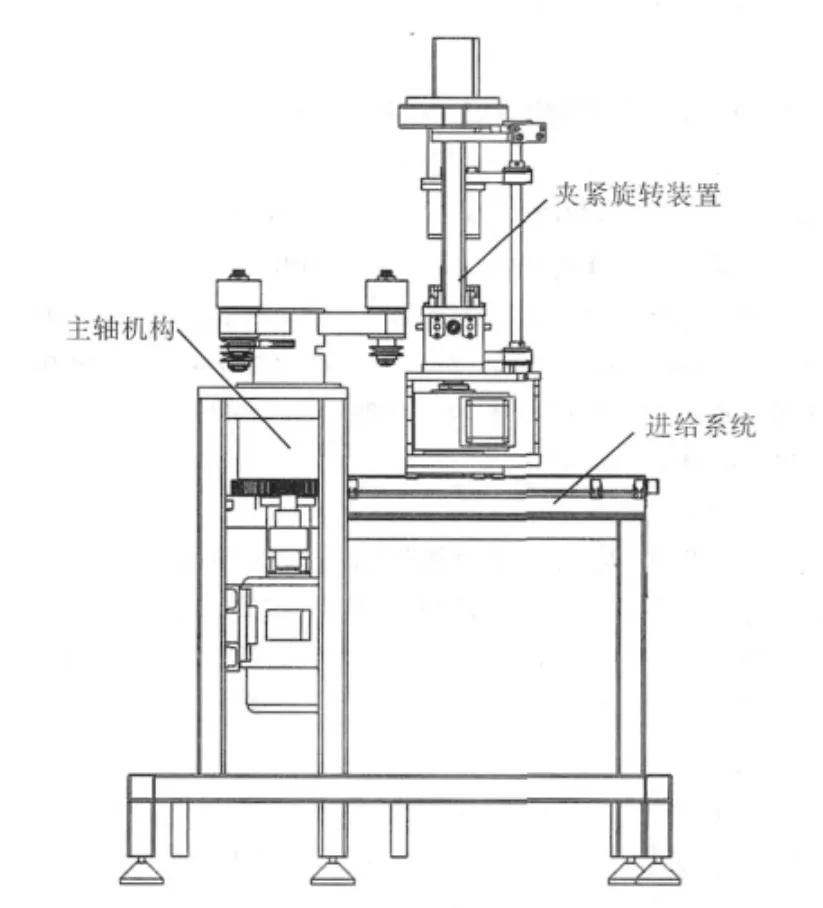
图1 鞋底磨边机整体结构
3.1 主轴传动结构设计
主传动系统应能保证执行部件具有一定的转速和足够的变速范围,以适应不同的加工要求[3-4]。鞋底磨边机主轴传动系统的结构设计如图2所示。
主传动系统运动过程如下:主轴电动机通过变速机构、联轴器直接与传动轴相联,通过皮带把动力传递给刀具。其具体的过程为:起动机床—控制系统输入工艺参数—主轴电动机工作—皮带轮转动—皮带—带动刀架上3把刀具同时转动。
由于鞋底磨边机需要铣削、粗磨和精磨3个步骤,使用3把刀来进行加工,因此还需要实现一个基本的换刀功能。换刀装置工作过程:换刀电动机接到指令,开始转动-通过齿轮装置,带动与传动轴同轴向的齿轮转动,该齿轮与刀架传动机构连接-刀架传动机构一起转动-由于行星刀架与该机构连接,因此最终带动刀架的转动-当刀架转动120°后,准停机构开始运动,使刀具准确的停在所在位置,准停机构还有在刀具工作过程中起固定刀架的作用。

图2 主轴传动结构
3.2 进给系统的设计
进给系统是鞋底磨边机的一个重要组成部分,进给系统直接控制着工件的进与退,其灵敏度、稳定性及传动精度直接影响着鞋底的加工精度和质量。在条件允许的情况下应该尽量降低运动部件的质量,减小惯性力,尽量减小摩擦阻力,提高进给系统的性能。鞋底磨边机进给系统采用了数控机床最常用的驱动方式“伺服电动机+滚珠丝杠”的驱动方式,由于滚珠丝杠的历史悠久、成本较低、技术成熟,在中等载荷,行程范围不太大的数控机床和加工中心中被广泛采用。
3.3 夹紧旋转装置设计
为了实现鞋底形状的加工,设计中采用刀轴固定、工件移动的方式来实现。加工的轨迹是由一个直线运动和一个旋转运动合成的,直线进给运动上文已介绍,这里将介绍旋转运动。所谓旋转即使鞋模在加工的过程中能实现360°的圆周运动,使其在一次装夹中能完成鞋底整个边线的加工。为了让鞋底能旋转,本项目采用的是将鞋底下模与一根传动轴进行连接,通过电动机使传动轴转动,从而带动鞋模的转动。
鞋底在加工的过程中需要一夹紧装置对其进行固定,本设计中将夹紧装置和旋转机构装配在一起,因此在旋转的过程中同时使上下模具转动。
夹紧装置采用下模固定,上模压紧的方法,整个压紧力是通过一个气缸来完成,气缸的作用是带动升降轴动,从而产生压紧力。整个夹紧旋转装置图如图3所示。
4 数控系统选型

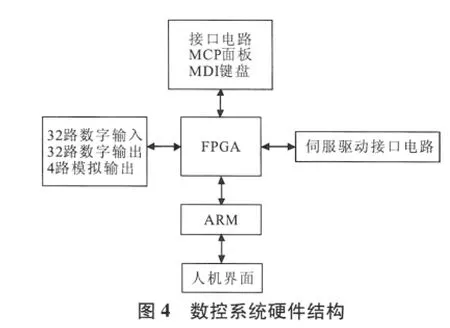
基于鞋底磨边机控制的特点,本设计选用了经济型数控系统DNC-11,本数控系统为基于ARM+FPGA的硬件体系结构,有4个脉冲口、32路数字输入、32路数字输出和4路0—10 V模拟输出接口(图4),具有结构紧凑、稳定性高的特点。软件为基于Linux+Xenomai的实时操作系统,鞋底磨边机数控系统的软件由底层软件和用户软件两个层次组成(图5),其中底层软件为数控系统的核心部分。在底层软件中,Xenomai为Linux的实时扩展,主要负责数控系统实时任务的调度。NCSHELL为底层与用户界面的接口,主要管理插补计算、PLC调度、内部监视、位置控制等所有的外部控制对象。底层软件通过定义的完备的接口,可以向上层提供所有的底层服务。应用软件则为用户与底层软件的接口。

图5 基于Linux+Xenomai的数控系统结构
5 结论
试验结果表明,所研制的全自动鞋底磨边机其加工出的鞋底,各项指标均符合要求。在制鞋业自动化水平要求越来越高的今天,全自动鞋底磨边机在今后将得到广泛的应用与推广,在制鞋领域发挥较大的作用。
[1]章献忠.我国鞋类设计现状分析与发展策略[J].西部皮革,2009,31(4):9.
[2]陈建良,童水光,胡扬五.数控刻楦机研制[J].机床与液压,2005(11):10-11.
[3]周利平.数控装备设计[M].重庆:重庆大学出版社,2011.
[4]王爱玲.现代数控机床结构与设计[M].北京:兵器工业出版社,1999.
[5]杨贺来.数控机床[M].北京:清华大学出版社,2009.