加工中心回参考点故障分析与排除
2013-10-12河北省机电工程技师学院张家口075023张亚力吴挣杰
河北省机电工程技师学院 (张家口 075023) 张亚力 刘 志 吴挣杰
本文以FANUC相对编码器的系统为例,主要针对生产中常见的返回参考点故障及维修实例进行分析。
1.故障现象1
FANUC 18i数控系统,亚崴加工中心机床VP2012,机床故障为Z轴开机回不了参考点,屏幕显示坐标值与实际移动坐标值不一致。
故障原因:仔细观察机床故障现象,并且对编码器和机床坐标轴连接处进行查看,最后确定是编码器的联轴器损坏。虽然机床坐标轴是可以动的,但在联轴器断裂处是有摩擦力的。
解决措施:更换编码器的联轴器。故障消失。
2.故障现象2
VCM850加工中心,配FANUC 0i系统,机床回参考点,坐标轴直接撞到硬限位,急停报警。
故障原因:机床回参考点轴离参考点位置太近,已在减速区的范围内,没有检测到减速信号发出,就直接到硬限位了。
解决措施:将数控机床回参考点的坐标轴先远离参考点的位置,再执行回参考点指令,故障排除。
3.故障现象3
某台配备FANUC 18i数控系统的亚崴加工中心机床,机床回参考点轴在减速区范围外,回不去参考点,出现软限位报警或90号报警。
故障原因:分析故障前机床状态,机床由于断电,导致电动机瞬时停止,带动回参考点轴移动,而CNC没有及时地得到信号,导致开机实际位置与机械坐标的数值不一致。
解决措施:修改CNC参数,把参数1300的#6改为0,当向正方回参考点时修改参数1320回参考点轴的数值为最大(9999999999);当向负方回参考点时修改参数1321回参考点轴的数值为最小(-9999999999),进行回参考点操作,待回参完成后,再把参数改为原来数值。故障排除。
4.其他故障
在加工中心机床操作过程中,机床回参考点,还可能出现的故障现象如附表所示。
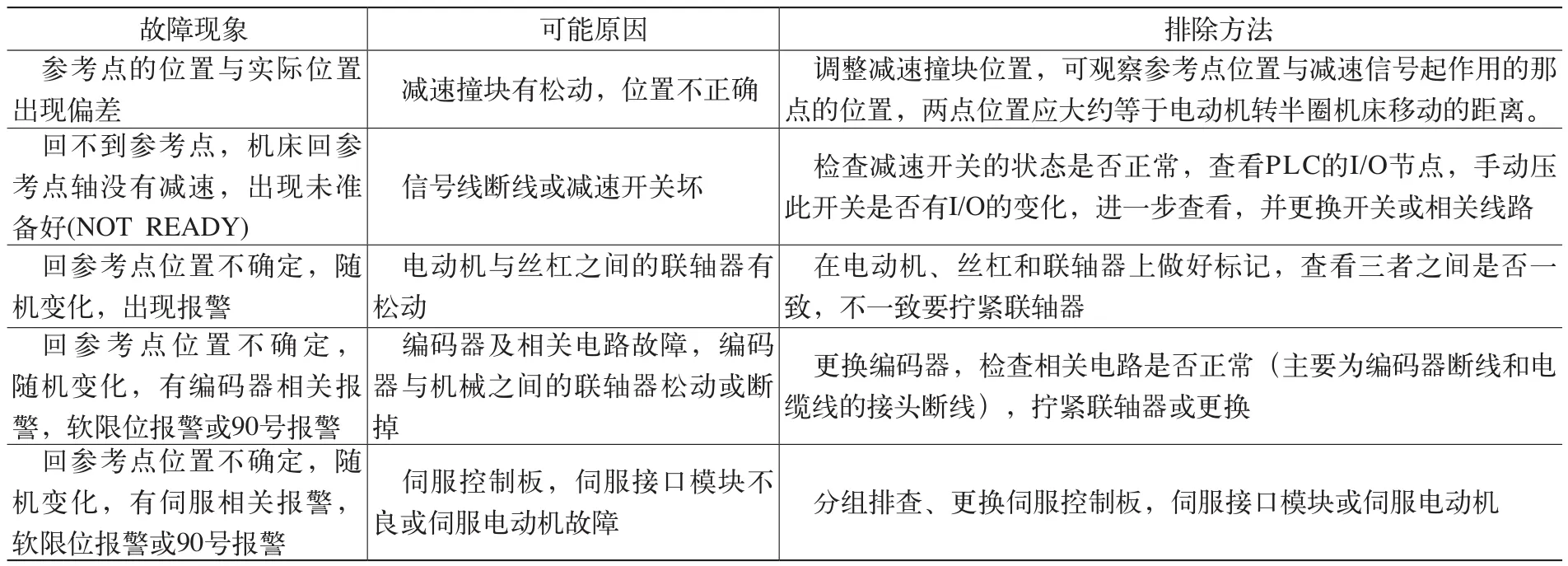
机床回参考点常见故障现象
