螺纹标注新方法的探讨与应用
2013-10-12陕西柴油机重工有限公司陕西兴平713105贠虎臣
陕西柴油机重工有限公司 (陕西兴平 713105 ) 贠虎臣
1.问题的提出
正确的机械制图图样画法,是工程技术人员设计产品图样时应该具有的最基本的要素,图样上的不正确画法及不正规标注方法,会直接导致识图错误,产生报废品,故技术人员应在产品设计图样中正确使用机械制图画法,避免错误出现。但是国家新颁布的《机械制图》标准在使用中,有些情况下有时会给人造成误解:如箱体、机架类零件的联接面螺孔(本文以下所提到的螺纹为右旋螺旋线螺纹)的设计及尺寸标注,不仅数量大、且种类繁多,如果设计时对图样的整体考量不周,就会导致标注混乱,甚至增加不必要的视图来解决没有标注到的设计要素,非标的螺纹标注方法更是五花八门,没有统一标准。
2.存在的问题
查询机械制图尺寸标注法GB4458.4-2003中有关螺纹的标注,如图1所示为螺纹尺寸的标注方法。若在制图中采用此种方法标注普通螺纹,无形中就增加了工程设计人员的劳动量,也给阅图者增加了读图难度,也就没有达到使用工程语言“简明知意,没有歧义”的原则之一。老国标GB4458.4-1984中如图2所示,采用数字、字母、汉字共同来标注普通螺孔,没有达到书写简单要求。
如今工作效率第一,减少劳动强度的的情况下,极为不便,存在以下具体问题:
(1)在图幅标注比较复杂的情况下,占用图幅面积大。
(2)汉字、数字、字母的交替输入,输入法频繁转化,强度增大。
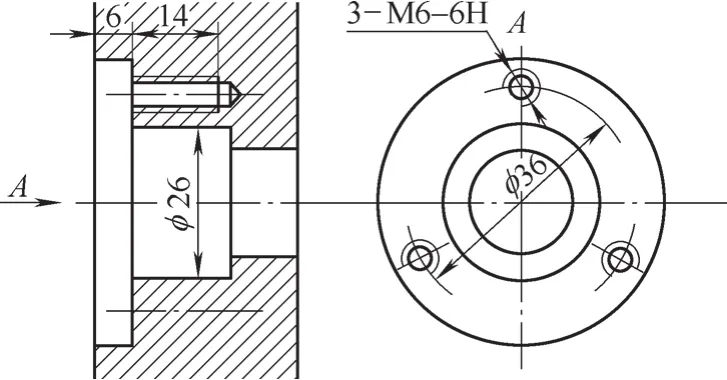
图1
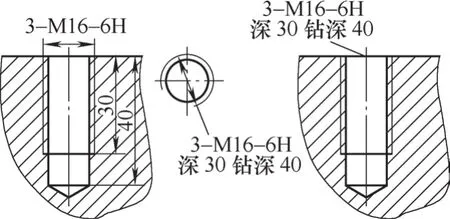
图2
(3)对于普通内螺纹的加工常为钻螺纹底孔→攻制螺纹(或铣削),工程技术人员都能熟练运用,所以只要在标准中注明就行,没有必要每张零件图都像GB/T4458.4-2003一样的画法和标注。
3.问题的解决途径
现执行的国标对此叙述不确切,实际工作中对国际上部分国家有关螺纹的标注及表面粗糙度、精度的学习如图3所示。
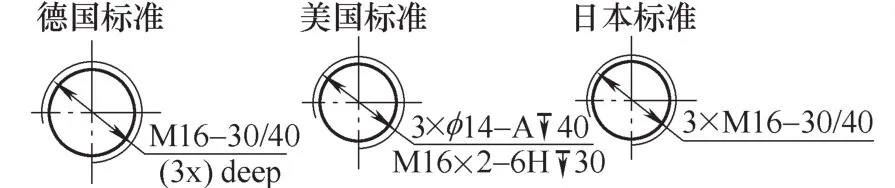
图3
通过上面图样的标注方法的学习,结合国产软件CAXA及引进软件AutoCAD的应用,遵循机械制图图样画法的基本原则(简明知意,其中“意”为不能有歧义)提出普通常用联接螺纹(米制螺纹M)的标注方法,供大家探讨。
(1)螺纹的标注:螺纹数量×螺纹的公称尺寸—螺纹精度等级—攻深/钻深(钻通可用“通”或“trh”代替)—螺旋线方向,如图4所示。
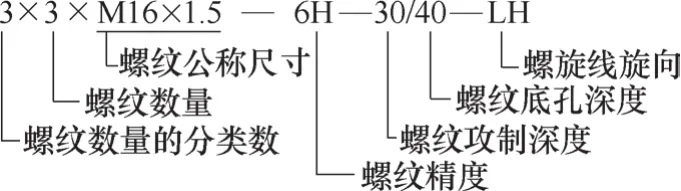
图4
(2)一般联接未注螺纹的尺寸精度为6级(常用的联接用螺纹),牙型表面粗糙度值为Ra=6.3μm(国标中明确规定或详细说明,其在好多专业技术文件中有说明)。
例如:3个M16孔深40mm钻深30,精度等级6H,牙型表面粗糙度为Ra=6.3μm的右旋螺纹,其标注为:3×M16-30/40。
该方法有以下几点优点:①标注简单,不需要频繁更换输入法。②占用图幅的面积相对减少,对于标识过多的图样是一种简化。③减少图面上普通螺纹的画法,减少工程技术人员的劳动量,尤其是工艺人员的工作量。④此方法与现有标准也不发生矛盾,没有歧义,因为钻深永远大于攻深。
4.结语
综上所述,螺纹的加工方法虽然多种多样,但是其底孔只有两种方式,如图5所示。

图5
即对于普通联接螺纹使用是没有任何影响,螺纹的有效性检验只是通过螺纹中径的尺寸精度来控制的。
