弹性锥销定位的应用
2013-10-12洛阳东方动力机械有限公司河南471822李欢欢葛彦卫
洛阳东方动力机械有限公司 (河南 471822) 李欢欢 葛彦卫
我公司是液压件缸、泵、阀的专业生产厂家,对液压件各零件的尺寸精度及形位公差要求十分严格,由于加工中心的大量应用,尺寸精度都可以满足图样要求,但其中一些特殊零件的形位公差却一直困扰着我公司。
1.位置度误差值的计算方法
孔的实际轴线的位置误差值以被测实际轴线的理想位置定位,作实际轴线的最小包容区域(圆柱面),该最小区域的直径即为孔的位置度误差值。如图1所示,假设该孔理想轴线位置为(10、10),该孔实际位置轴线的坐标值为(X、Y),则该孔实际位置对理想位置的偏移量为(X-10、Y-10),则该孔实际轴线的位置度误差值为
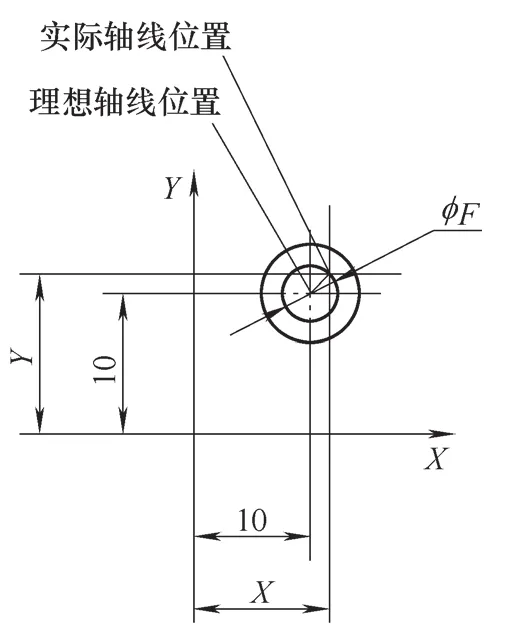
图1

2.问题的提出
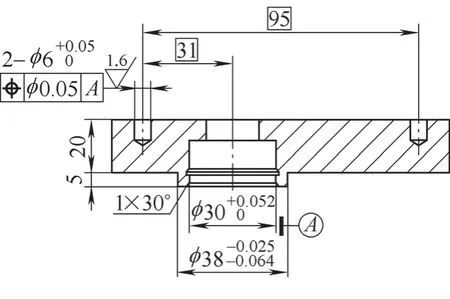
图2
3.超差分析

位置度最大值

由此可以看出,当忽略机床往复定位精度,位置度误差值等于定位间隙值,当止口尺寸与定位衬套间隙不超过0.05mm,位置度可以达到图样要求,但实际很难实现。
4.夹具的设计及制作
为解决该尺寸位置度超差的问题,我们专门设计了这套弹性锥销夹具,如图3所示。
由于零件φ30mm内孔及孔口1mm×30°倒角数控一次加工,为使定位时消除间隙,我们采用线接触定位,即弹性锥套定位部分的锥面必须小于60°,设计时我们选用36°锥面。

图3
该弹性锥销夹具中衬套6与弹性锥套5配合部分应为小间隙滑配,弹性锥套5上的锥面及配合部分的外圆应一次加工而成,保证锥面与外圆在同一轴线。弹簧1为压缩弹簧,压紧零件后,弹簧压缩量为5~6mm为宜。
通过以上设计及制作时的保证,该夹具理论上已经消除了装夹时的定位间隙。查机床说明书,X、Y轴的重复定位精度为0.008mm,若按此计算位置度

5.夹具的使用效果
通过这套夹具加工出的零件,通过三坐标测量位置度为0.02~0.04mm,满足图样要求,经过一年多的使用验证,该位置度最大值一直保持在0.04mm以内,与设计时相符,从而也解决了该尺寸的形位公差对公司产品质量的困扰。