西门子地铁构架修复工艺
2013-10-12南车戚墅堰机车有限公司江苏常州213011侯建蓉吴建洪
南车戚墅堰机车有限公司 (江苏常州 213011) 侯建蓉 吴建洪
西门子地铁构架是转向架的骨架,它是将转向架的各个组成部件联接起来,保证它们之间的相互位置关系,在机车运行过程中承受各种支撑和传递各种力,是机车走行部件的关键件。在我公司承接的西门子城市轨道车(地铁客运车)构架修理项目中,由于其形状复杂,设计精度要求高,构架与轮对的安装部位空间角度的V面型腔多,这给构架在上机床修复定位带来了很大的困难。由于地铁在运行过程中构架的各基准部位均受到不同程度的磨损和变形,这就给修理增加了难度。为了解决以上问题,需要设计特定的工艺装备来保证构架修理的尺寸形状精度,同时能做到提高修理生产效率。本文通过对西门子构架修理时遇到的难点进行详尽的分析,依据工装设计的基本思路,设计了科学合理的工艺装备,从而解决了修理地铁构架的难题。
1.西门子地铁构架修理的主要参数
构架为全焊接式H形结构,主要由左右侧梁、前后横梁、上电动机支架、下电动机支架、制动座等部件组成。图1为西门子地铁构架实物。
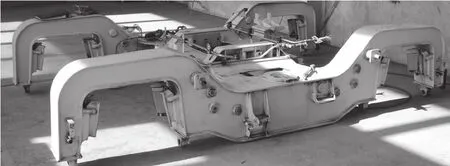
图1 西门子地铁构架实物图
西门子地铁构架在长时间、重载荷运行过程中,构架上电动机支架螺纹孔及下电动机支架腰形孔均存在不同程度的磨损,需要通过工艺手段修复到原设计精度。修理后需满足以下精度要求:
(1)重新加工上电动机支架螺纹孔,满足修复后的螺孔中心到车轴中心距离(695±2)mm,平行度为0.2mm;满足到上电动机支架前端的距离(21.5±0.1)mm。
(2)铣削下电动机支架端面及腰形孔,满足下电动机支架端面到上电动机支架段端面距离(6.5±0.3)mm,
(3)铣削上电动机支架水平面,需满足与腰形孔中心线平行度为0.5mm,具体如图2构架设计图样要求。
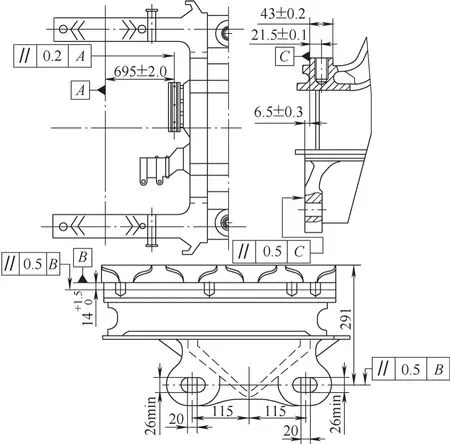
图2 构架设计图
2.夹具的设计和制造
通过图样分析可知,构架在数控机床加工时,如何快速校调,准确装夹,找准构架的车轴中心基准,是修复工艺中的最大难点。为满足工艺需要,设计制作了专用的夹具,夹具结构如图3所示。

图3 夹具结构
该夹具的功能是在铣削工位时定位与夹紧工件,使构架相对机床有正确的位置和良好的联接,从而能够精确、高效地完成构架的修复加工。该夹具采用车轮轴安装V形槽定位,其联接板中的测量用基准直线平面与V形槽中心线刚好重合。校调构架时,只要先将该装置装入构架的V形槽,将两头的回转压板压紧(必须用测力板手),采用数控测量头将构架轮轴安装V形槽与构架的中心轴线校调垂直。以此为基准测量螺孔与V形槽中心轴线的平行度满足0.20mm以内。
(1)夹具的设计:构架Ⅰ、Ⅱ轮轴中心也是V形安装槽的中心,所以夹具体与构架的定位基准选定V形定位体2。夹紧装置采用V形定位形式,图3中夹具体基座10上的测量块5一侧平面与V形定位块2的中垂面必须重合。V形定位块的V形面的角度必须满足空间角度(即22°与106°的复合角),这也是构建V形安装槽的角度。如图4所示V形定位块所示,A面与B面的夹角为22°,C面与D面的夹角为106°。

图4 V形定位块
(2)夹具的制造:将夹具体安装在五面体加工中心上,校调好后,用压板夹装牢固,对其进行机械加工,主要是加工V形定位块及测量块5。由于V形块复合角度的原因,在加工中心上进行机加工C面与D面时,需调整加工中心角度附件铣头的角度,使其满足V形块加工的要求。首先将加工中心的角度铣头垂直水平方向转动11°,然后再沿加工中心工作台面运行方向转动53°,选定好大于加工斜面的盘铣刀,编制相对应的数控加工程序,对其进行加工,相关机械加工参数要求均由加工中心的精度来保证。
3.西门子地铁构架修理工艺流程
(1)夹具的安装:清洁铣削夹具与构架联接的工作面,将铣削夹具安装在数控龙门铣床上,使用百分表装夹定位在夹具的对应位置上打表(注意选择夹具合适的位置),其参考为装配在夹具中间的测量块。夹具的安装平面与数控龙门铣床工作台面的平行度要求小于0.2mm,图5中测量块测量平面在X轴方向与加工中心Y轴的垂直度要求,校调准确无误后,将该装置用压紧螺栓与加工中心工作台面联接,并拧紧。
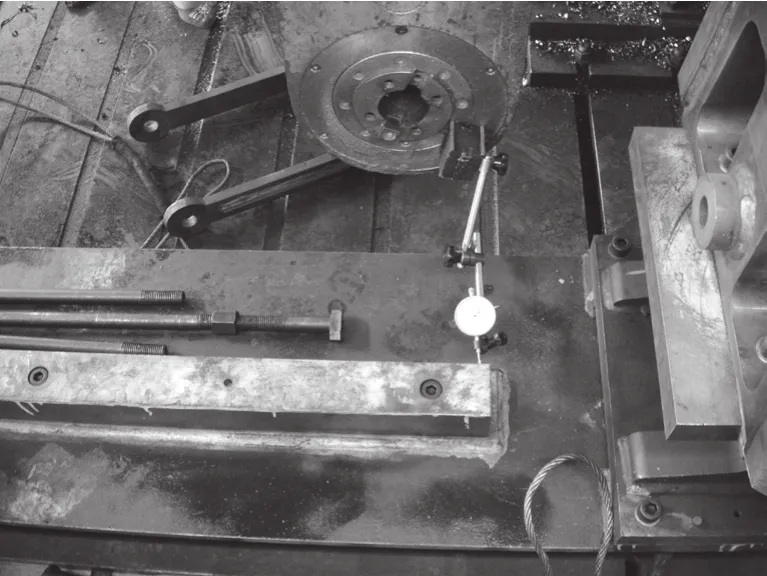
图5 校调测量块
(2)工件的安装:夹具的V形定位块2与车轮轴安装V形槽配合定位,由于夹具上四只V形定位体在定位时,三个直线轴上过定位。但由于定位在X轴方向上定位面相对较短,只占构架总长的1/5,而且定位面A、B面是成22°的斜面,可以通过在另一车轴上安装辅助支撑,校调整个构架在Z方向上的高度一致,确保四只定位体与构架V形槽配合间隙用0.02mm塞尺检查不通过来削除过定位。
将构架Ⅰ轴中心位置放在铣削夹具上,Ⅱ轴中心使用辅助支撑,如图6所示,校准构架的4个低法兰底平面,确保四个法兰底平面的平面度在1mm内。校调好构架后对构架进行夹紧,夹紧后如图7所示。

图6 辅助支撑安装示意图
图7 工件夹紧示意图
加工构架的第Ⅰ轴端,只允许加工铣削夹具固定端的第一个上、下电动机支架的一边,在加工另一边(即第Ⅱ轴端)时必须将构架掉头, 操作参照上面步骤。
4.加工流程
(1)选用的加工设备是数控龙门镗铣床。首先对A基准平行度控制在0.2mm内(见图2),使用测量平板放置在电动机支座的上面。如果平行度符合图样0.2mm要求,那就往下进行,否则需要对电动机支座上的螺纹孔安装螺套(参照标准DIN8140),使用螺套来保证对A的平行度在0.2mm要求以内。螺套的加工方案参照图8所示,新的螺纹中心必须保证距A基准(695±2)mm。

图8 螺套结构示意图
(2)主轴铣头安装立铣刀,铣上电动机支座的前面,保证尺寸(21.5±0.1)mm。
(3)立铣刀铣上电动机支座的后面,保证尺寸(43 ±0.2)mm。
(4)换45°倒角刀对上电动机支座最上面加工2mm×45°的倒角。
(5)换角尺铣头铣下电动机支座的前面,保证尺寸(6.5±0.3)mm。
(6)上电动机支座的前面和后面的尺寸14mm必须得检查。如果尺寸小于14mm,换立铣刀加工,深度尺寸不能超过15.5mm。
(7)检查上电动机支架平面相对B的尺寸291mm及平行度0.5mm,如果尺寸超差,需要使用立铣刀对下电动机支架的腰形孔进行扩孔至26mm,来满足0.5mm的平行度设计要求。图9为在加工腰形孔。

图9 加工腰形孔
(8)复检加工尺寸后,将构架调换位置进行另一轴的加工。
5.结语
采用以上修复工艺,批量修复构架时,只需安装一次夹具,即可批量对构架进行加工,无需再调整和测量。不仅有效地保证了构架的制造质量,而且大大提高了修理的效率。目前修复的200台份西门子地铁构架已经应用于上海地铁公司,为公司创造了较好的经济效益,修复工艺水平得到了市场的认可。通过此次西门子地铁构架的成功修复,也为公司在转向架构架修理领域争取更多的市场份额打下了良好的基础。